





塗層厚度不一致?如何診斷壓力波動與噴嘴磨損之間的關聯
目的: 本指南引導您系統性地識別並解決因壓力不穩定與噴嘴磨損所造成的塗層厚度不一致——這兩者是噴塗作業中最常見但常被誤診的問題。
- 1. 1.簡介:為什麼塗層厚度會有所不同,以及它會花費多少
- 2. 2.理解流-壓-磨損三角
- 2.1. 2.1 液壓噴嘴的平方根定律
- 2.2. 2.2 噴嘴磨損如何改變流量係數 K
- 2.3. 2.3 為什麼壓力與磨損會相互作用
- 3. 3.壓力波動:根本原因與檢測方法
- 3.1. 3.1 壓力不穩定的常見原因
- 3.2. 3.2 偵測與測量協議
- 3.3. 3.3 快速場地測試
- 4. 4.噴嘴磨損:孔口增大如何改變一切
- 4.1. 4.1 噴嘴磨損機制
- 4.2. 4.2 磨損如何影響塗層性能
- 4.3. 4.3 現場資料:依噴嘴材質的磨損速率
- 5. 5.診斷方案:隔離壓力與磨損問題
- 5.1. 5.1 基線流量測試(新噴嘴)
- 5.2. 5.2 在役流量測試(疑似噴嘴)
- 5.3. 5.3 壓力變化測試
- 5.4. 5.4 噴灑模式評估
- 5.5. 5.5 決策矩陣
- 6. 6.材料選擇與使用壽命經濟性
- 6.1. 6.1 總擁有成本(TCO)計算
- 6.2. 6.2 何時選擇低成本材料
- 7. 7.預防性維護時程與驗收標準
- 7.1. 7.1 建議檢查間隔
- 7.2. 7.2 文件與可追溯性
- 7.3. 7.3 持續使用的接受標準
- 8. 8.常見問題
- 8.1. Q1:我可以直接增加壓力來補償磨損的噴嘴嗎?
- 8.2. Q2:我怎麼知道我的血壓波動是否「正常」?
- 8.3. Q3:我的噴嘴100小時就會磨損,但製造商說應該能用500小時。為什麼?
- 8.4. Q4:有沒有辦法翻新磨損的噴嘴?
- 8.5. Q5:我該如何在碳化鎢和碳化矽之間做選擇?
- 8.6. Q6:噴嘴磨損會造成安全問題嗎?
- 9. 9.結論與下一步
1.簡介:為什麼塗層厚度會有所不同,以及它會花費多少
塗層厚度不一致是輥塗層、噴塗間及網膜塗層作業中最常被報告的品質問題之一。當乾膜厚度偏離目標超過±10%時,會面臨重排速率增加、塗層材料浪費及產品可能被拒。例如,在汽車透明塗層線中,15微米的差異可能意味著光澤測量通過與失敗的差異。
在我們數十個塗層設施的現場經驗中,我們追蹤出約60%無法解釋的厚度變化源自兩個相互關聯的因素:供應壓力波動與噴嘴逐漸磨損。這些問題常常同時出現,因為噴嘴磨損會掩蓋壓力問題,而不穩定的壓力會加速磨損。
本指南提供逐步診斷框架,以:
- 區分壓力驅動與磨損驅動厚度的變化
- 量化延遲更換噴嘴的經濟影響
- 根據塗層介質特性建立預測性維護間隔
- 選擇能在磨料或腐蝕性流體中降低總擁有成本的噴嘴材料
最後,你將擁有一套可複製的方案,用來排除塗層不一致問題,並根據數據做出噴嘴更換時機的決策。
2.理解流-壓-磨損三角
在開始診斷之前,了解流量、壓力與噴嘴磨損之間的基本關係至關重要。許多操作員誤以為20%的壓力下降代表流量減少20%,但這錯誤且導致誤診。
2.1 液壓噴嘴的平方根定律
對於液壓(非氣助)噴嘴,流量 Q 由以下方式控制:
Q = K × √P
其中:
- Q = 流量(每公升每分鐘或加侖每分鐘)
- K = 噴嘴流量係數(針對特定孔口大小與幾何形狀的常數)
- P = 供應壓力(巴或 PSI)
關鍵見解: 如果壓力從40 PSI降至30 PSI(下降25%),流量只會減少√(30/40)≈0.866,約13.4%。相反地,如果你試圖將壓力從40 PSI提高到60 PSI來補償磨損的噴嘴,流量只會增加√(60/40)≈1.225,也就是22.5%,而不是你預期的50%。
2.2 噴嘴磨損如何改變流量係數 K
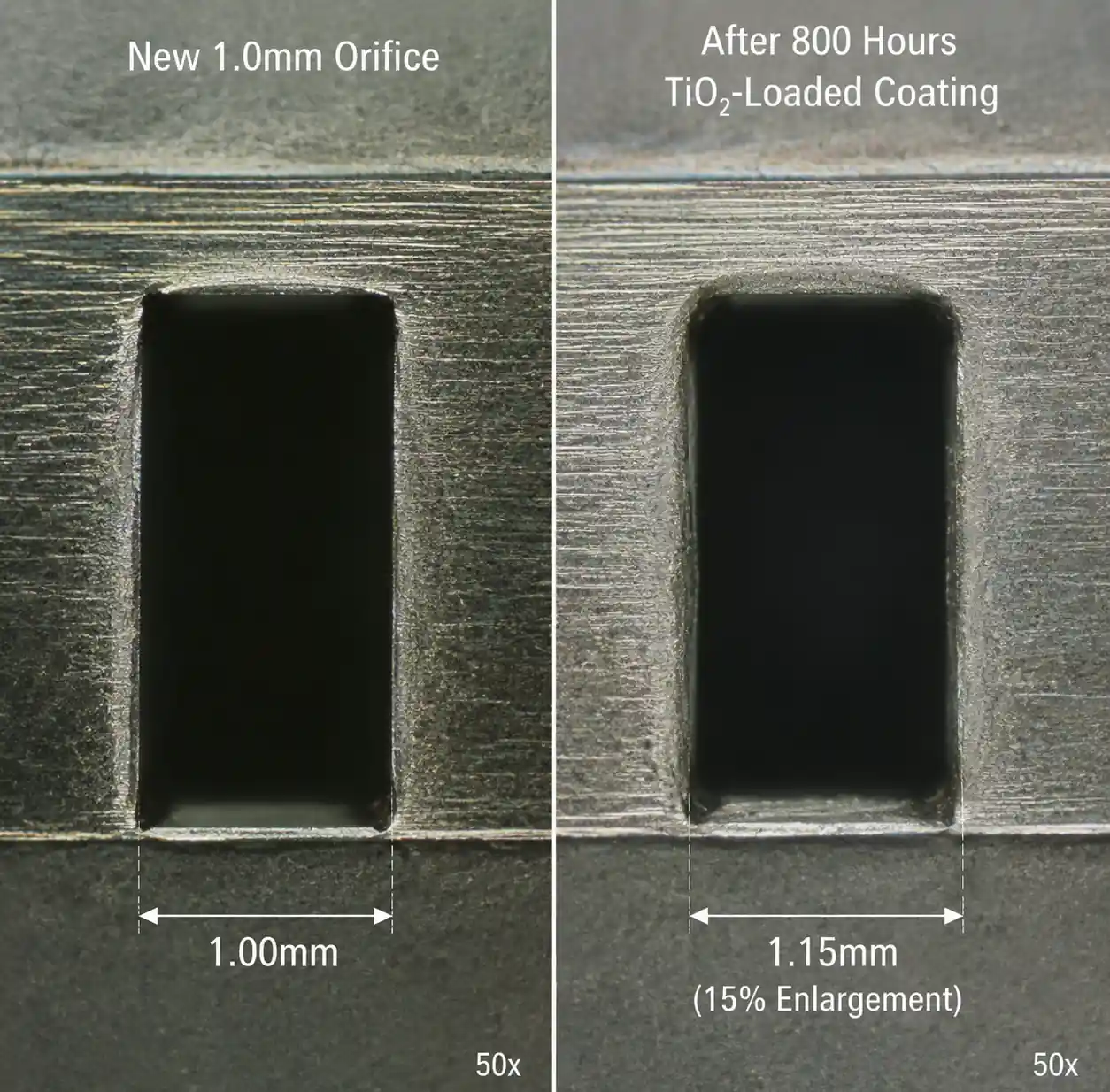
當噴嘴孔因磨蝕而變大或侵蝕時,流量係數 K 會增加。孔徑增加10%通常會導致相同壓力下流量約增加20%,因為流面積與直徑的平方成正比。
現場範例: 我們在噴塗含TiO₂的底漆800小時後,測量了一條水性塗層管線中的扁平風扇噴嘴。孔徑從1.0毫米增加至1.15毫米(擴大15%)。在30 PSI時,流量從0.85 LPM躍升至1.18 LPM,增幅達39%。操作員曾透過將壓力降至20 PSI來補償,使流量回落至0.96 LPM,但這也使噴霧角度從80°縮小至約65°,導致網邊出現條紋缺陷。
2.3 為什麼壓力與磨損會相互作用
磨損的噴嘴對壓力變化更敏感,因為較大的孔口提供較小的流阻。±2 PSI的壓力擺動導致新噴嘴流量變化±7%,但孔口擴大20%時,可能會使磨損的噴嘴變化±10%。此外,通過擴大孔口的較高速度會加速反饋迴路中的侵蝕。
3.壓力波動:根本原因與檢測方法
3.1 壓力不穩定的常見原因
根據我們在塗層設施的診斷工作,最常見的原因包括:
- 泵浦空蝕或空氣吸入 – 特別是在循環系統中,回流會產生氣泡。症狀包括壓力表不規則、指針移動及可聽見的泵聲。
- 供應濾網尺寸不足或堵塞 – 裝載乾燥塗層顆粒的100網濾網可能導致5至15 PSI的壓降,且隨著濾網在換班時負載增加,壓力下降會增加。
- 壓力調節器遲滯 – 低成本彈簧加壓調節器可達±3 PSI;電子調節器將此壓力降低至±0.2 PSI。
- 共用供水歧管且流量平衡不良 – 若多個噴霧區域共用一個歧管且無個別壓力補償,單一區域的流量需求激增將剝奪其他區域的壓力。
- 溫度驅動的黏度變化 – 溫度上升10°C可降低塗層黏度20–40%,改變流動特性及有效系統壓力。
3.2 偵測與測量協議
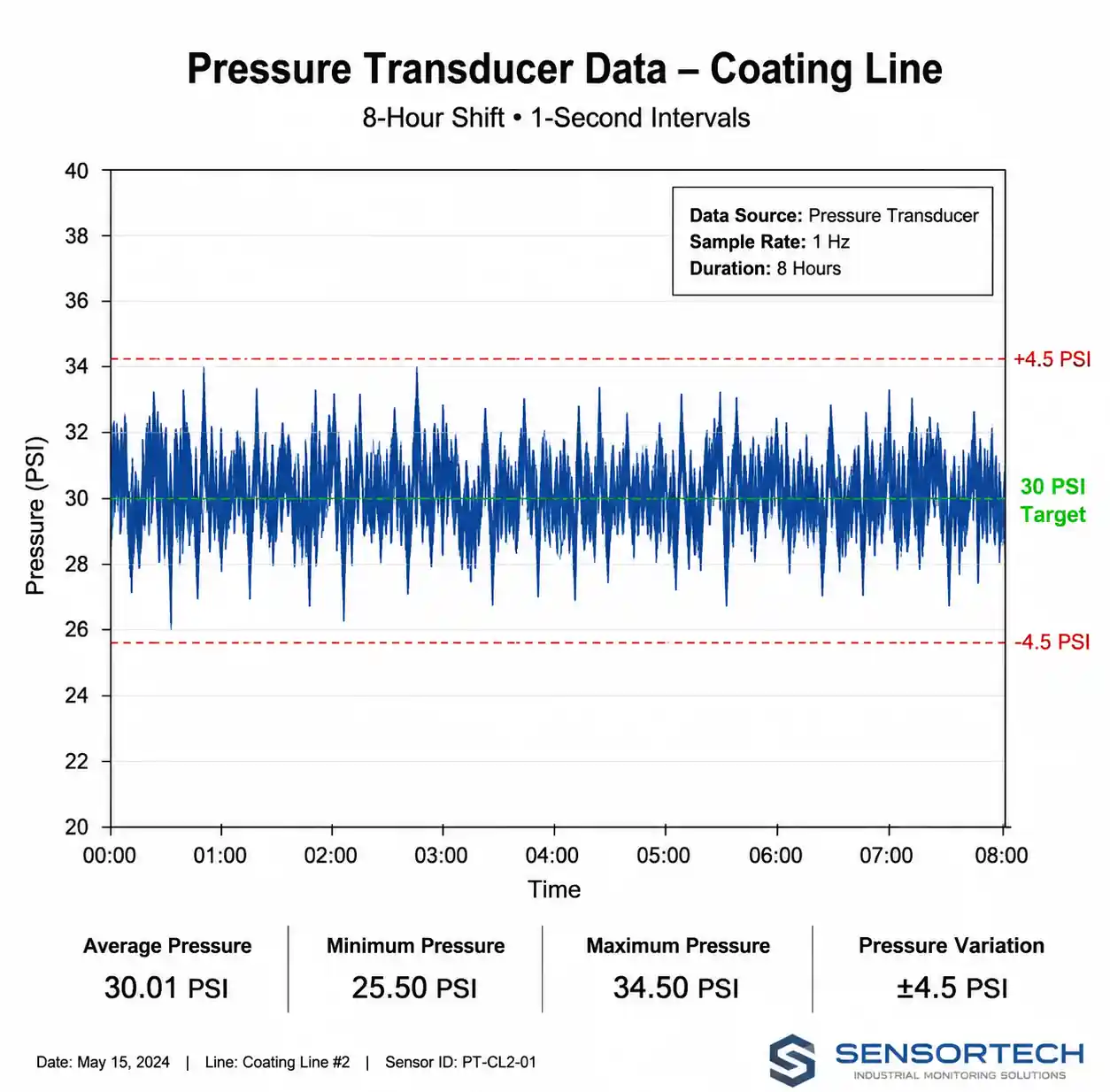
步驟1: 在噴嘴入口或盡可能靠近處安裝高解析度壓力傳感器(最低0.1 PSI解析度)。不要只依賴加油站的儀表——管線損耗可能相當嚴重。
步驟2: 在整個生產班次中,以每1秒(或懷疑快速波動)持續測量壓力。許多操作員只在啟動時檢查壓力,忽略了中段漂移。
步驟3: 計算壓力統計:
- 平均壓力
- 標準差
- 最小/最大範圍
- 變異係數(CV = 標準差 / 平均值)
錄取標準: 對於需要±5%厚度控制的塗層操作,壓力CV應低於2%。對於±10%厚度容差,CV低於5%是可接受的。
步驟4: 將壓力測井與塗層厚度測量交叉比對。如果厚度變化會隨著壓力變化追蹤並有時間延遲(考慮網部移動時間),那麼壓力就是主導因素。
3.3 快速場地測試
若缺乏伐木設備,請進行以下手動測試:
- 設定目標壓力(例如30 PSI),並透過將噴霧收集至刻度氣缸30秒,記錄噴嘴流量。
- 人工調整壓力±10%(27 PSI 和 33 PSI)並重新測量流量。
- 將測量到的流量變化與理論上的√P關係進行比較。若測量到的變化明顯超出理論,則懷疑是空氣夾流或兩相流動。
4.噴嘴磨損:孔口增大如何改變一切
4.1 噴嘴磨損機制
噴嘴孔的磨損主要透過三種機制發生:
- 侵蝕性磨損: 硬顆粒(TiO₂、矽、金屬顏料)以高速撞擊孔口邊緣,機械性地移除材料。磨損速率會隨粒子硬度、濃度和速度(大致與壓力成正比)而調整。
- 腐蝕性磨損: 酸性或鹼性塗層會化學性地攻擊噴嘴材料,尤其是在高溫下。
- 空蝕侵蝕: 蒸氣泡在銳利邊緣附近崩塌(常見於高壓或低黏度溶劑下)會導致局部點蝕。
在顏料負載為15–25%的水性塗層中,侵蝕性磨損佔主導地位。在激烈的化學應用(例如酸洗或蝕刻噴霧)中,腐蝕是主要驅動因素。
4.2 磨損如何影響塗層性能
當孔口擴大時,你會看到:
- 恆壓下流量增加 – 這直接增加濕膜厚度。
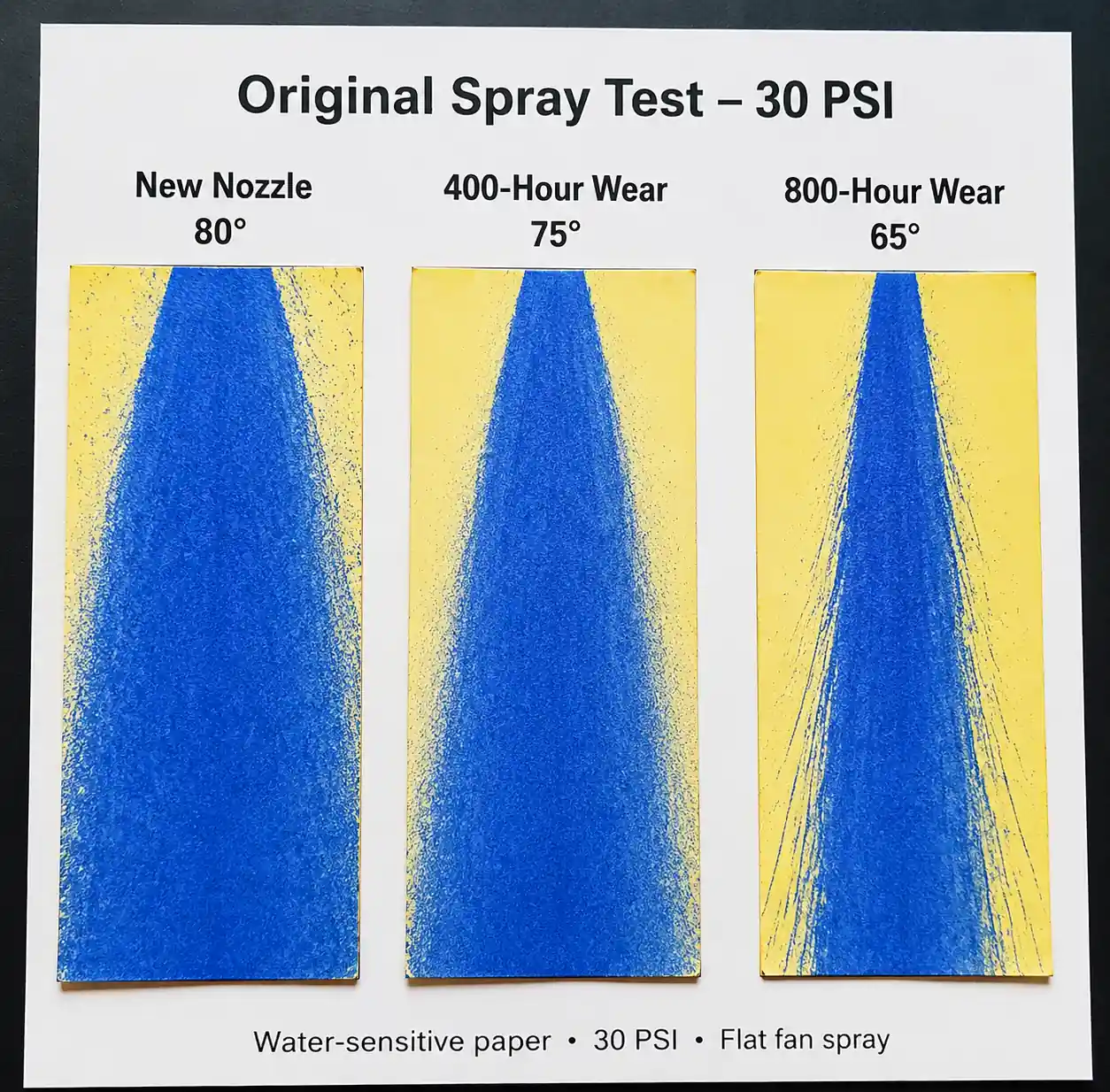
- 噴霧角度變寬或變窄 – 視噴嘴類型而定;扁扇通常會隨著孔口變短而變窄,而完整的錐形則可能變寬。
- 液滴大小分布偏移 – 較大的孔口通常產生較粗的液滴,降低霧化品質,並增加垂直塗層的橘皮或下垂缺陷。
- 噴霧圖案變形 – 不對稱磨損造成噴霧分布不均,可見條紋或條紋缺陷。
4.3 現場資料:依噴嘴材質的磨損速率
下表總結了我們加速漿液測試(20%氧化鋁,3000 PSI,500小時)及塗層線現場驗證的相對耐久:
| 噴嘴材質 | 莫氏硬度 | 相對磨損壽命 | 成本乘數 | 最佳使用情境 |
|---|---|---|---|---|
| 303 不鏽鋼 | ~5.5 | 1x(基線) | 1x | 非磨蝕性、水性、低預算 |
| 硬化17-4 PH鋼 | ~6.5 | 2–3x | 1.5x | 中等磨料,短週期更換 |
| 碳化鎢 | ~9 | 15–25x | 8–12x | 高度磨蝕性漿料,長時間生產週期 |
| 碳化矽陶瓷 | ~9.5 | 20–30x | 6–10x | 磨蝕性 + 腐蝕性但脆弱——避免壓力尖峰 >70 PSI |
| 氧化鋁陶瓷(99.5%) | ~9 | 10–20x | 4–6x | 中等磨料,成本敏感,避免熱衝擊 |
經濟損益兩平的例子: 假設不鏽鋼噴嘴價格是15美元,塗層中可使用200小時。碳化鎢噴嘴價格為120美元(8倍),但壽命可達4,000小時(20倍)。每小時成本:不鏽鋼 = $0.075/小時,碳化物 = $0.03/小時。碳化物降低成本60%,而且還能避免19次更換及其相關的停機時間。
不過,如果你的生產時間很短(季節性顏色每100小時就變一次),碳化物噴嘴就不會回報——還是用硬化鋼或鋁材吧。
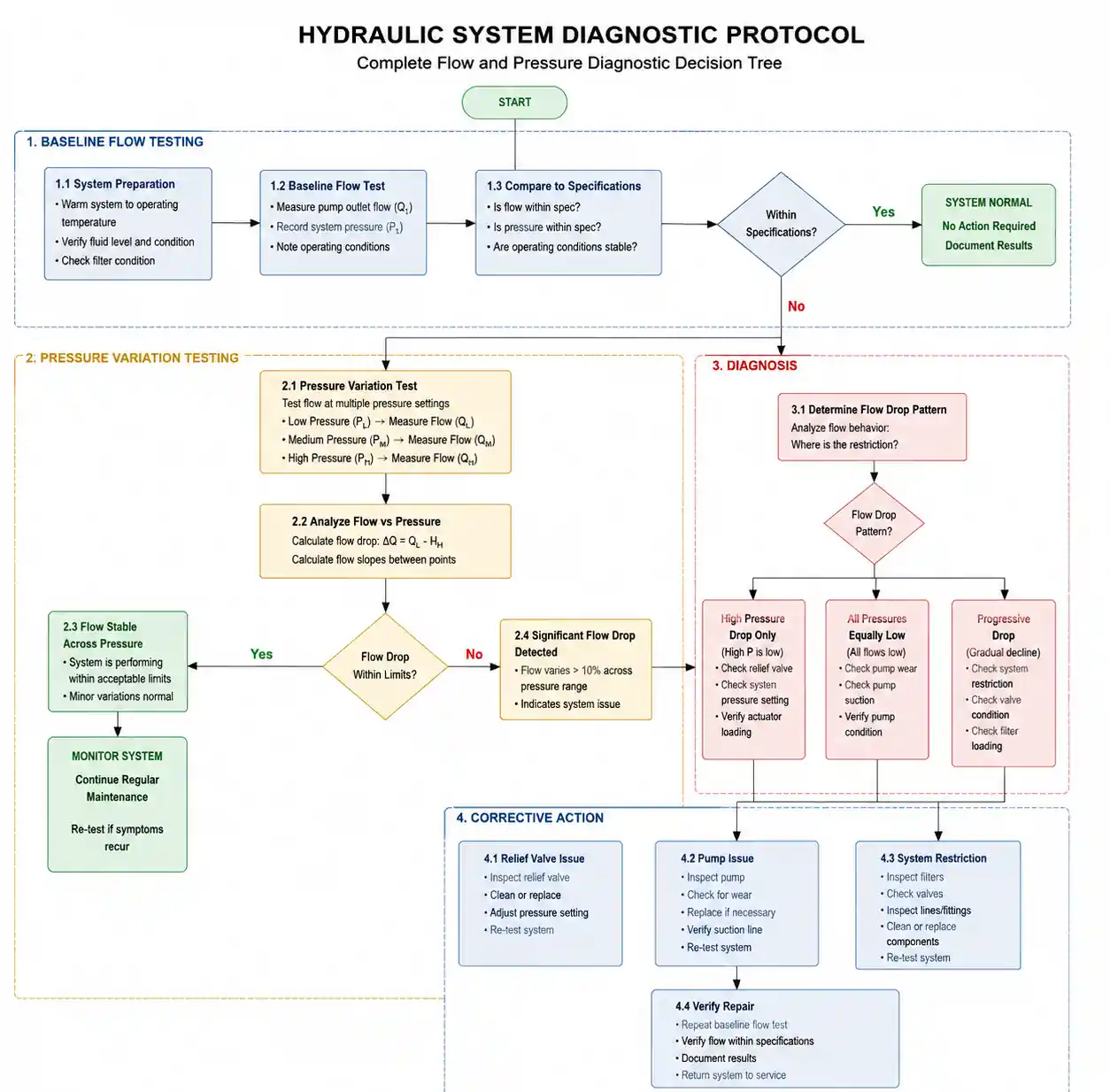
5.診斷方案:隔離壓力與磨損問題
這是核心的故障排除流程。有條不紊地執行,避免追趕鬼魂。
5.1 基線流量測試(新噴嘴)
目標: 在你的操作壓力下,使用已知良好噴嘴建立參考流量。
程序:
- 安裝符合規格的新噴嘴(若有針孔,請用針規確認孔口大小)。
- 利用噴嘴入口處的壓力傳感器,將系統壓力設定為目標設定點(例如 30 PSI)。
- 將噴霧液收集到容器中,持續整整60秒(使用秒錶)。用毫升或盎司來測量體積。
- 計算流量Q₀(LPM)或毛利率(GPM)。
- 在防水紙或測試面板上記錄噴霧圖案——拍照以便日後比較。
資料要記錄:
- 噴嘴零件號、序號(如適用)、安裝日期
- 壓力 P₀ 時測量流量 Q₀
- 噴霧角度(若可能,請用量角器測量)
- 圖案品質(均勻、條紋等)
5.2 在役流量測試(疑似噴嘴)
請用目前使用的噴嘴重複上述流量測試程序。比較Q_current與Q₀。
詮釋:
- Q_current / Q₀ < 0.95: 可能部分堵塞(檢查噴嘴,檢查濾網狀況)。
- 0.95 ≤ Q_current / Q₀ ≤ 1.10: 噴嘴的磨損容忍度在可接受範圍內。
- Q_current / Q₀ > 1.10: 疑似嚴重磨損——進入第5.3步。
- Q_current / Q₀ > 1.25: 嚴重磨損——建議立即更換。
關於堵塞與磨損的注意: 如果流量低於基準線,請拆下噴嘴並在放大檢查孔口。堵塞表示堆積物或纖維;磨損顯示出平滑且放大的幾何形狀。
5.3 壓力變化測試
目的: 判斷僅靠壓力不穩定是否能解釋厚度變化。
程序:
- 在疑似噴嘴仍裝著的情況下,在正常塗層操作中持續承受壓力30分鐘。
- 每5分鐘同時測量網寬中10個均勻分布點的塗層厚度(共60個數據點)。
- 計算壓力與厚度的相關係數。
詮釋:
- 相關性> 0.7: 壓力變化是主要驅動因素——重點在於穩定供應壓力(止回泵、調節器、過濾器)。
- 相關係數< 0.4: 厚度變化很可能是因為噴嘴磨損或模式變形——壓力足夠穩定。
- 0.4 < 相關係數 < 0.7: 這兩個因素都有影響——先處理壓力(更便宜且更快),然後重新評估噴嘴。
5.4 噴灑模式評估
目視檢查能發現單靠流量無法察覺的問題:
- 將噴嘴噴射到設計距離的水敏感紙上,噴射2秒。
- 與步驟5.1的基線模式比較。
- 尋找:
- 不對稱或「尾部」 – 表示孔口磨損不均或葉片內部受損。
- 噴霧角度變窄 – 常見於磨損的扁平風扇噴嘴;減少邊緣覆蓋。
- 粗滴或「噴射」 – 擴大的孔口會降低原子化能量。
錄取標準: 若噴霧角度變化超過±5°或出現明顯條紋,無論流量測試結果如何,都應更換噴嘴。圖案缺陷會直接造成塗層缺陷,這些缺陷在平均厚度測量中可能看不出來。
5.5 決策矩陣
| 流量增加 | 壓力CV | 紙樣品質 | 診斷 | 行動 |
|---|---|---|---|---|
| <10% | <2% | 良好 | 正常運作 | 持續監控 |
| >15% | <2% | 變形 | 噴嘴磨損嚴重 | 立即更換噴嘴 |
| >25% | 任何 | 任何 | 嚴重磨損 | 緊急更換噴嘴,檢查加速磨損的根本原因 |
6.材料選擇與使用壽命經濟性
選擇合適的噴嘴材料是一個經濟優化問題,而不僅僅是性能問題。
6.1 總擁有成本(TCO)計算

TCO 包括:
- 初始噴嘴成本 – 每單位購買價格
- 替代人工成本 – 停工時間 + 技術人員時間(通常每次更換 50–150 美元)
- 啟動時塗層廢料 – 更換噴嘴後流量穩定時產生的超規格生產
- 品質損失風險 – 因噴嘴磨損而未能通過檢查所產生的缺陷
範例計算:
假設一條塗層線每年運行6,000小時。停機成本為每小時200美元。更換噴嘴的人工為0.5小時,時薪80美元。
| 材料 | 噴嘴成本 | 生命(小時) | 變動/年度 | 勞動/年 | 休整時間/年 | 噴嘴每年成本 | 總年度TCO(總TCO) |
|---|---|---|---|---|---|---|---|
| 不鏽鋼 | 15美元 | 300 | 20 | 800美元 | $2,000 | 300美元 | $3,100 |
| 硬化鋼 | 25美元 | 750 | 8 | $320 | 800美元 | $200 | $1,320 |
| 碳化鎢 | 120美元 | 5,000 | 1.2 | $48 | 120美元 | $144 | $312 |
結果: 碳化鎢雖然每件價格高出8倍,卻能降低90%的總使用成本(TCO)。僅營運1,500小時後就達到收支平衡。
6.2 何時選擇低成本材料
碳化物並非總是最佳:
- 短戰役長度: 若每200小時更換顏色或配方,噴嘴壽命將無法達到使用壽命——使用硬化鋼。
- 機械損壞風險: 在頻繁接觸噴嘴或高振動環境的自動化系統中,脆性陶瓷可能開裂——不鏽鋼可能較安全。
- 多噴嘴陣列的預算限制: 一根50噴嘴噴桿,碳化物前期需6,000美元,不鏽鋼則需750美元,可能超出資本支出核准——建議先考慮在磨損最高位置進行分階段升級。
7.預防性維護時程與驗收標準
反應式噴嘴更換(等待可見缺陷)成本較高。轉向預測性維護。
7.1 建議檢查間隔
| 塗層類型 | 檢查頻率 | 流量測試頻率 | 替換扳機 |
|---|---|---|---|
| 水基低固體 | 每500小時 | 每1,000小時 | 流量增加 >15% |
| 溶劑基中等固體 | 每300小時 | 每600小時 | 流量增加 >12% |
| 高固體、磨料(TiO₂,金屬片) | 每200小時 | 每400小時 | 流量增加>10%或模式失真 |
| 腐蝕性或高溫 | 每250小時 | 每500小時 | 可見腐蝕或流量增加 >12% |
檢查程序:
- 目視檢查是否有裂縫、腐蝕或堆積物。
- 標準壓力下的流量測試(與基準 Q₀ 比較)。
- 在水敏感紙上進行噴霧圖案測試。

7.2 文件與可追溯性
請維護噴嘴日誌(數位或紙本),內容包括:
- 噴嘴編號(噴管位置,例如「區域2,噴嘴5」)
- 安裝日期與工時讀數
- 安裝時基準流量Q₀
- 檢查結果(日期、流量、圖案品質)
- 移除日期及總服務時數
- 移除原因(預定更換、過早故障、活動結束)
這些數據能讓你計算出針對特定塗層化學的實際磨損率,並優化更換間隔。
7.3 持續使用的接受標準
如果有以下情況,請勿繼續操作噴嘴:
- 流量較基線增加>15%(關鍵應用為>10%)
- 噴射角度變化了>±5°
- 可見的圖案變形(條痕、尾痕或不對稱)
- 在10倍放大下可見的任何裂縫或腐蝕
- 塗層厚度變化超過製程能力限制
即使噴嘴「仍能運作」,超出這些限制操作仍會增加報廢率,並有生產中期災難性模式故障的風險。
8.常見問題
Q1:我可以直接增加壓力來補償磨損的噴嘴嗎?
不。雖然壓力增加會稍微減少流量(記得是Q∝ √P,不是Q∝P),但同時也會改變噴霧角度、液滴大小和衝擊力。你是在掩蓋症狀,而不是解決根本原因。此外,較高的壓力會加速進一步的磨損。
Q2:我怎麼知道我的血壓波動是否「正常」?
對於需要±5%厚度控制的塗層應用,壓力CV(變化係數)應為<2%。任何超過5%的CV都會有問題。請使用數據記錄壓力傳感器,而非針式壓力計,以準確測量此數據。
Q3:我的噴嘴100小時就會磨損,但製造商說應該能用500小時。為什麼?
大多數製造商規格假設使用乾淨水或低磨蝕性流體。如果你噴塗20%的TiO₂顏料,磨損速度可能快5到10倍。也要檢查是否有壓力尖峰、空蝕或化學不相容。
Q4:有沒有辦法翻新磨損的噴嘴?
對於大口徑噴嘴(>2毫米孔徑),部分製造商提供孔口重新加工服務。對於精密噴霧噴嘴(<1毫米)來說,通常成本效益不高——更換比翻新便宜。
Q5:我該如何在碳化鎢和碳化矽之間做選擇?
兩者都具備優異的耐磨性。碳化鎢較堅韌(較不脆),更適合高壓應用或有壓力尖峰的系統。碳化矽在酸性介質中具有較佳的耐腐蝕性。若同時擔心磨損與腐蝕,則偏好碳化矽;如果只有磨損,碳化鎢會更堅固。
Q6:噴嘴磨損會造成安全問題嗎?
是的。在高壓系統(>1,000 PSI)中,嚴重磨損的噴嘴可能會發生災難性故障,釋放高速流體噴射。在易燃塗層中,這可能造成點火源或霧狀爆炸的危險。噴嘴一定要在快到壽命結束前更換。
9.結論與下一步
塗層厚度不一致很少是單一變數的問題。壓力波動與噴嘴磨損會以一種方式相互作用,使得簡單的故障排除效果不佳。遵循此處描述的診斷流程——基線流量測試、壓力測井、模式評估及物料 TCO 分析——你能系統性地找出根本原因,並做出有數據支持的維護決策。
重點摘要:
- 流量隨壓力的平方根而非線性成長——誤解會導致錯誤診斷。
- 流量增加10–15%通常表示噴嘴磨損顯著,即使噴霧看起來「沒問題」。
- 壓力CV低於2%對於需要±5%厚度控制的塗層操作至關重要。
- 儘管初期成本較高,碳化鎢噴嘴在磨料塗層應用中可降低60–90%的總擁有成本。
- 預測性維護(每200至500小時進行一次流量測試)可防止運行中途故障並減少廢料。
建議下一步行動:
- 在噴嘴歧管入口安裝資料記錄壓力傳感器——持續監測勝過定期的壓力計檢查。
- 建立目前配置中所有噴嘴的基準流量;每 500 小時重新測試一次。
- 計算升級為碳化物或陶瓷噴嘴時,磨損最高處的總得油(TCO)。
- 記錄每次噴嘴更換,包含安裝日期、基準流量及故障時間——利用這些資料精細更換間隔。
- 若壓力CV超過5%,應優先進行泵浦與調節器診斷,再更換噴嘴。
如需針對特定噴嘴選擇的協助、耐久測試或現場流量診斷,請聯絡我們的現場應用工程團隊。我們提供免費的基線流量繪圖,適用於反覆出現厚度變化問題的塗層線。