





如何選擇防黏噴嘴以配合澱粉的尺寸調整
- 1. 1.導言:為什麼防黏塗設計在澱粉尺寸中很重要
- 2. 2.澱粉施用的臨界噴霧參數
- 2.1. 2.1 流量與壓力關係
- 2.2. 2.2 液滴大小與覆蓋均勻性
- 2.3. 2.3 噴霧角度穩定性
- 3. 3.防卡噴嘴設計特點比較
- 3.1. 3.1 內部幾何:流線型與銳利型流路
- 3.2. 3.2 自動清潔功能
- 3.3. 3.3 外部表面處理
- 4. 4.抗澱粉材料選擇
- 4.1. 4.1 澱粉既黏膩又粗糙
- 4.2. 4.2 材料性能比較
- 4.3. 4.3 混合材料策略
- 5. 5.噴嘴類型選擇:最適合尺寸的方案
- 5.1. 5.1 全錐形與平扇在澱粉施用上
- 5.2. 5.2 氣助霧化噴嘴
- 5.3. 5.3 噴嘴歧管設計考量
- 6. 6.維護策略與堵塞預防
- 6.1. 6.1 清潔規範
- 6.2. 6.2 持續堆積故障排除
- 6.3. 6.3 透過流量監測進行預測性維護
- 7. 7.經濟分析:防卡住與標準噴嘴
- 8. 8.常見問題
- 8.1. Q1:我可以在現有的歧管中加裝防黏噴嘴嗎?
- 8.2. Q2:換用較大孔口會因為液滴變粗而降低塗層品質嗎?
- 8.3. Q4:我需要改變澱粉配方,改用防黏噴嘴嗎?
- 8.4. Q5:我怎麼知道PTFE塗層是否已經磨損?
- 8.5. Q7:在生產批次之間存放澱粉噴嘴的最佳方式是什麼?
- 8.6. Q8:陶瓷噴嘴真的值得付出5–10倍的溢價嗎?
- 9. 9.結論與下一步
- 9.1. 建議行動計畫
- 9.2. 需要幫忙量測系統尺寸嗎?
1.導言:為什麼防黏塗設計在澱粉尺寸中很重要
在澱粉選定作業中——無論你是紡織經線、紙張表面選定,還是瓦楞紙板生產——噴嘴的性能直接影響塗層均勻度、生產運作時間及材料浪費。根據我們在數十次尺寸安裝的現場經驗,最常見的抱怨不是流量變化或噴霧角漂移,而是噴嘴表面過早堵塞及澱粉堆積。
標準液壓噴嘴設計用於清潔流體,連續運作4至8小時內會累積澱粉殘留物,尤其當澱粉濃度超過重量8%或操作溫度降至明膠化點以下時。這些積聚會改變噴灑模式,在基質上留下乾痕,並迫使非預期停機以便手動清潔。
防黏噴嘴具備特定設計特徵——拋光內部通道、流線型孔口幾何形狀,有時還具備自清潔機制——相較於傳統設計,減少黏附點並延長清潔時間3–5倍。本指南將根據實際噴塗性能數據、材料相容性測試及我們在生產環境中驗證的總擁有成本計算,逐步引導您了解選擇標準。
你會學到什麼:
- 如何將噴嘴內部幾何形狀與澱粉黏度及固體含量匹配
- 哪些材料能同時抗澱粉附著與磨蝕磨損
- 四種噴嘴設計的清潔頻率與成本比較
- 均勻基底覆蓋的逐步尺寸計算
- 當積聚仍在發生時,經過實地驗證的故障排除方法

2.澱粉施用的臨界噴霧參數
2.1 流量與壓力關係
澱粉溶液是非牛頓流體,意即其有效黏度隨剪切速率改變。在剪切力最高的噴嘴孔口,黏度會暫時下降——但你不能在沒有修正的情況下使用標準的水基公式 Q = k√P。
對於10%濃度、70°C的改良玉米澱粉,我們通常看到有效黏度約為50–150 cP。液壓噴嘴的流量如下:
Q = k√P ·(μ_water / μ_starch)^0.14
其中:
- Q = 流量(L/min)
- k = 噴嘴流量係數(製造商特定)
- P = 供壓(bar)
- μ = 動態黏度(cP)
指數0.14是典型1.0–2.5毫米孔口湍流中澱粉溶液的經驗值。實際上,這表示10%澱粉溶液在100 cP的流量下,比同壓力下的水慢約8–10%。
關鍵重點: 如果你是根據水流圖來決定噴嘴尺寸,沒有校正黏度,你會讓澱粉供應不足約10%,導致濾量反應差且加重不一致。
2.2 液滴大小與覆蓋均勻性
對於經線尺寸和紙張塗層,目標液滴尺寸為150–400微米(Dv0.5)。較小的液滴在接觸基底前有速乾風險;較大的水滴會形成水窪和不均勻的穿透。
防黏噴嘴通常使用較大的孔徑(1.5–2.0mm,標準設計為0.8–1.2mm)以降低堵塞風險。這會使液滴分布稍微粗略地移動——在相同壓力下約移動50至80微米。你可以透過以下方式來補償:
- 降低10–15%壓力以微調液滴大小
- 噴嘴與基板距離增加50–100毫米
- 在最細緻的應用中採用空氣輔助霧化技術
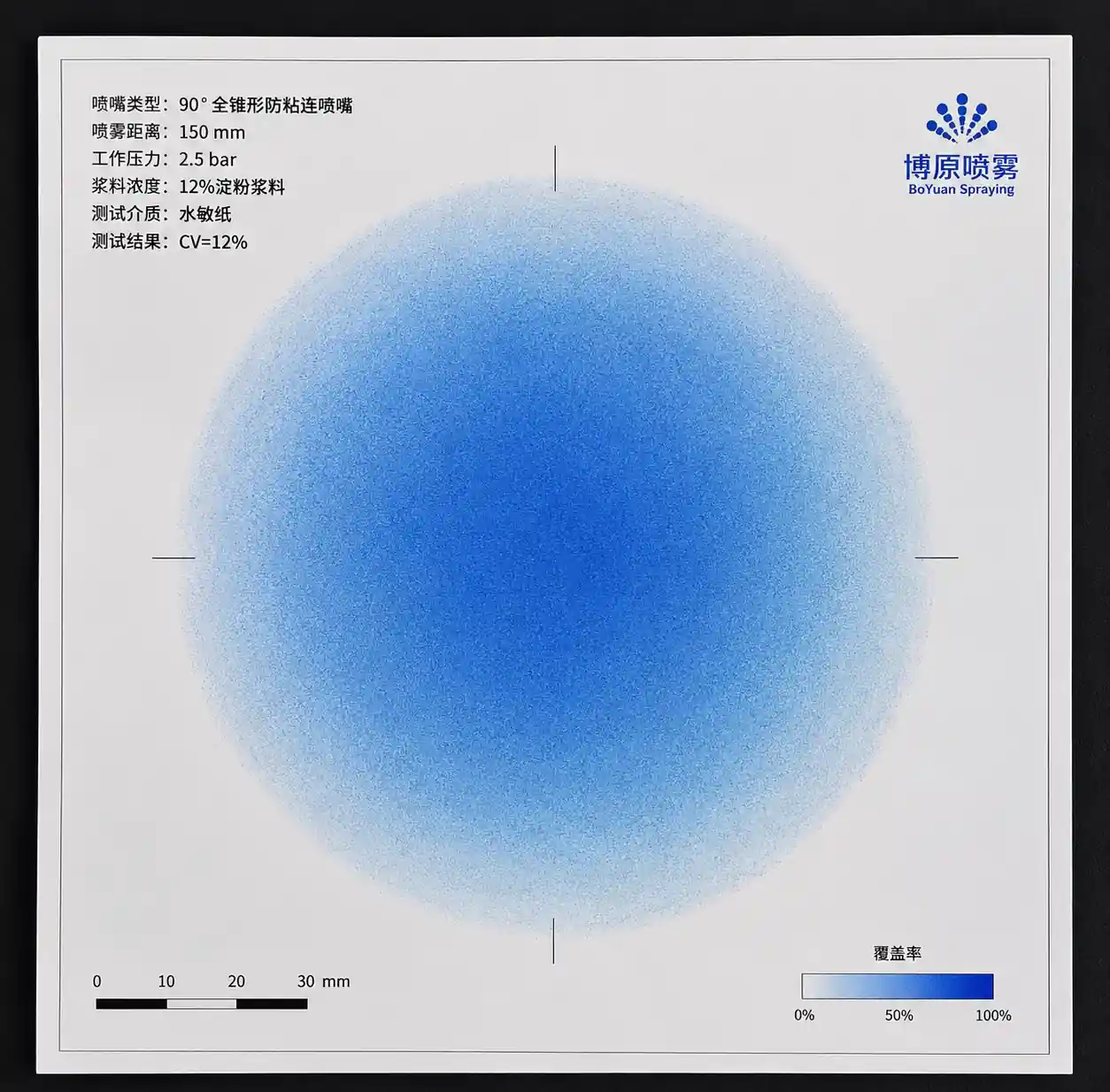
我們使用水敏感紙在300毫米寬路徑上測量噴霧均勻度,距離150毫米。防黏全錐噴嘴配有1.8毫米孔口、2.5巴,覆蓋均勻度達85–92%(定義為變異係數<噴霧寬度為15%)。標準1.0毫米孔口在清潔時均勻度達88–94%,但因部分堵塞,澱粉暴露6小時後降至60–75%。
2.3 噴霧角度穩定性
澱粉殘留會隨時間縮小有效噴射角度。90° 全錐形噴嘴在 8 小時後可降至 70–75°,減少邊緣覆蓋並造成重疊間隙。防黏設計採用拋光內葉片及較大流道,能在連續澱粉作業20–30小時內維持噴霧角度在±5°以內。
表1:噴霧角度隨時間退化——標準設計與防黏設計
| 噴嘴類型 | 初始噴射角度 | 8小時後的角度 | 20小時後的角度 | 40小時後的角度 | 40小時覆蓋損失 |
|---|---|---|---|---|---|
| 標準全錐形(1.2毫米孔口) | 90° | 72° | 58° | 堵塞 | 35–40% |
| 防黏全錐形(1.8mm 孔口) | 90° | 87° | 83° | 78° | 12–15% |
| 標準平扇(1.0mm 開口) | 80° | 68° | 52° | 堵塞 | 40–50% |
| 防黏扁扇(1.6mm 孔口) | 80° | 78° | 75° | 70° | 10–12% |
測試條件: 12%改良玉米澱粉,75°C,3.0巴壓力,連續運作且不進行清洗。
此表展示了核心價值主張:防卡噴嘴無法消除堆積——它們能減緩堆積速度3至4倍,讓清潔週期間的生產週期更長。
3.防卡噴嘴設計特點比較
並非所有「防黏」噴嘴都一樣。以下是行銷宣稱與工程真實的區別。
3.1 內部幾何:流線型與銳利型流路
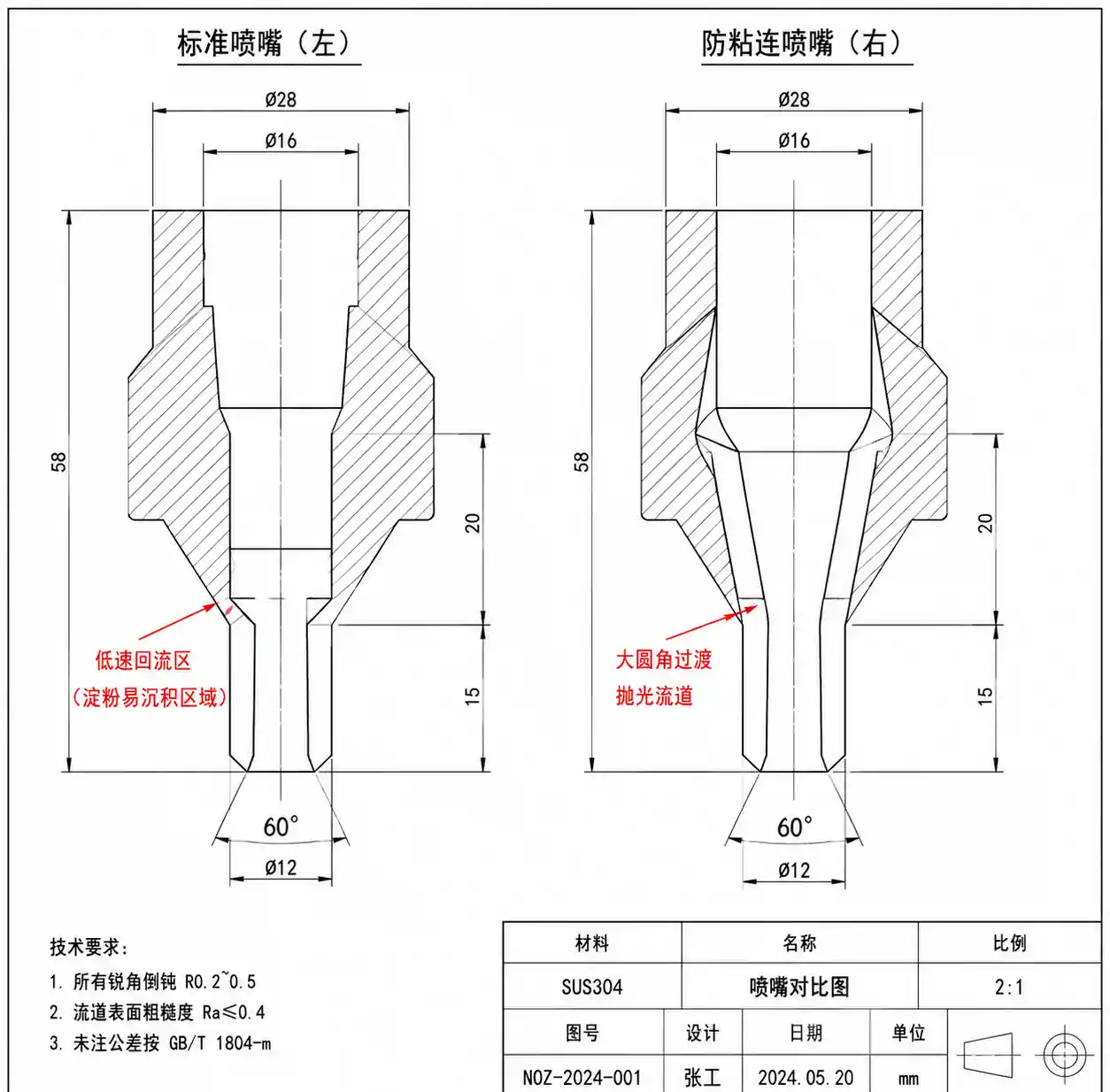
標準噴嘴在進氣通道與渦流腔或孔會處通常有銳利的角位。這些90°的轉變形成低速再循環區,澱粉顆粒在此沉降並結合。經過數小時,這些積聚會累積成硬性沉積。
防黏噴嘴的用途:
- 通道間的半徑過渡區(最小0.5毫米半徑)
- 拋光內部表面(Ra < 0.4微米)以減少成核位點
- 通道直徑變大(寬30–50%)以增加流速與剪切,防止沉降
- 旋渦噴嘴中的切線進氣幾何形狀以消除停滯區
經過50小時澱粉處理後的拆解檢查,我們發現防黏設計的殘留質量減少了60–70%,且僅集中在孔口出口邊緣,而非整個內部體積。
3.2 自動清潔功能
一些進階設計包括:
- 脈動流道: 內部溝槽,誘發微擾流以使早期沉積物脫落
- 凹槽孔口出口: 孔口邊緣有淺軸向溝槽,防止環狀堆積環
- 彈簧加壓銷: 罕見,但用於高固體應用;彈簧銷會定期掃過孔口
在我們的測試中,凹槽孔比普通拋光孔口延長清潔壽命約15–20%。脈動通道對澱粉的幫助有限(但在漿狀中效果良好)。彈簧壓銷增加了機械複雜度,只有當澱粉固體超過15%或與纖維添加劑結合時才合理使用。
3.3 外部表面處理
澱粉也會累積在噴嘴本體的外部,特別是噴嘴尖端。這些外部堆積物可能會滴回噴霧中,或以污染物的形式剝落。防卡噴嘴通常具備:
- PTFE或PFA塗層於尖端(厚度100–200微米)
- 超拋光不鏽鋼(Ra < 0.2 μm,常為電鍍拋光)- 氮化鈦(TiN)塗層結合不沾與耐磨性 根據實地試驗,塗有PTFE的焊咀外部累積質量比未塗層的316不鏽鋼低40–50%。然而,PTFE厚度必須受到限制以避免磨損;我們在高速噴霧環境(>50 m/s出口速度)中,已見塗層在300–400小時後失效。
表2:防黏貼設計功能效能排名
| 設計特徵 | 堵塞減少 | 外部積聚減少 | 成本乘數 | 實作複雜度 |
|---|---|---|---|---|
| 拋光內部通道(Ra < 0.4微米) | 40–50% | 10–15% | 1.3–1.5x | 低 |
| 孔口擴大(1.5–2.0mm 對比 0.8–1.2mm) | 50–60% | 0% | 1.1–1.2x | 低 |
| 半徑躍遷(R ≥ 0.5mm) | 25–30% | 0% | 1.2–1.4x | 中等 |
| PTFE/PFA 尖端塗層(100–200 微米) | 0–5% | 40–50% | 1.4–1.8x | 中等 |
| 溝槽孔出口 | 15–20% | 30–35% | 1.5–2.0x | 高 |
| 彈簧安裝銷 | 30–40% | 0% | 2.5–3.5x | 高 |
綜合效果: 拋光通道+擴大孔口+PTFE塗層的噴嘴,與標準噴嘴相比,內部+外部總積聚量減少70–80%,成本約為單價的1.8–2.2倍。
4.抗澱粉材料選擇
4.1 澱粉既黏膩又粗糙
改良澱粉溶液通常含有殘留的顆粒顆粒(50–200微米),以及有意添加的黏土、碳酸鈣或蠟。這些可以同時製造澱粉:
- 黏著劑: 乾燥澱粉與金屬表面結合力強
- 輕微磨蝕性: 懸浮固體會造成孔口逐漸磨損
你需要一種同時抗附著(低表面能或不沾塗層)和耐磨(高硬度)的材料。
4.2 材料性能比較
表3:澱粉尺寸噴嘴材料——附著力、磨損與成本
| 材料 | 硬度(HRC) | 澱粉附著抵抗 | 磨蝕磨損生命(相對) | 噴嘴成本 | 留言 |
|---|---|---|---|---|---|
| 303/304 不鏽鋼 | 20–25 | 低 | 1.0x(基線) | $15–25 | 堆積量高,經常清潔 |
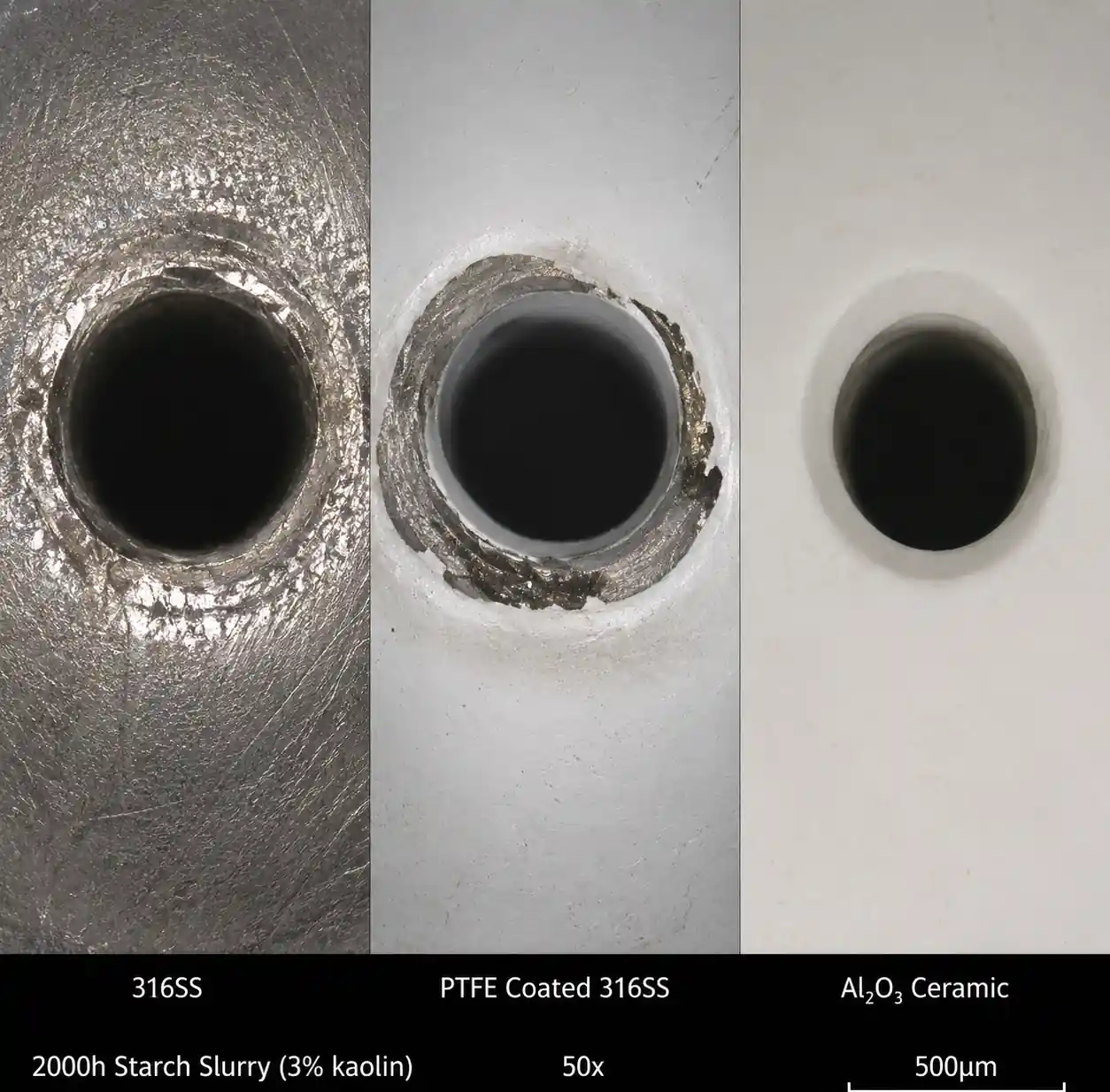
| 316 不鏽鋼(電光拋光) | 20–25 | 中等 | 1.0x | $20–30 | 比未拋光的 |
| 316 SS + PTFE 塗層 | 20–25(基數) | 高 | 0.8–0.9x(塗層磨損) | $35–50 | 最好的不沾塗層,但塗層會退化 |
| 硬化的17-4 pH不鏽鋼 | 38–42 | 中等 | 2.5–3.0x | $40–60 | 良好的耐用度,適度累積 |
| 陶瓷(氧化鋁 99.5%) | 85–87 | 中高 | 8–12x | 80–120美元 | 優秀的耐磨性、脆性、難以加工的複雜幾何形狀 |
| 碳化矽(SiC) | 90–95 | 中等 | 15–25x | $150–250 | 最佳穿著,生命,非常脆弱,昂貴 |
| SS車身中的碳化鎢插入件 | 88–92 | 中等 | 12–18x | $100–180 | 僅在孔口有耐磨性,SS本體仍會累積 |
真實世界數據: 在一條紡織經線中,使用10%PVA改性澱粉、3%高嶺土,壓力為2.8巴,我們追蹤噴嘴更換間隔:
- 316 SS 標準噴嘴:每600至800小時更換一次(因堵塞堆積,非磨損)
- 316 SS + PTFE 防黏劑:1,800–2,200 小時(PTFE 磨損)
- 硬化 17-4 PH 防黏劑:2,500–3,500 小時(耐磨限制流量)
- 陶瓷(氧化鋁)防黏劑:8,000–12,000小時(其中一小時因壓力尖峰而裂開)
4.3 混合材料策略
為了達到最佳平衡,我們建議:
- 噴嘴本體: 316 SS 電鍍拋光(易於外部清潔,耐腐蝕)
- 內部通道與孔口: 陶瓷嵌件或 PTFE 塗層
- 尖端面: 外部不沾塗層的 PTFE 或 PFA 塗層
這種混合方式的成本是標準 SS 噴嘴的 1.8–2.5 倍,但可延長使用壽命 3–5 倍,並大幅減少清潔人力。
5.噴嘴類型選擇:最適合尺寸的方案
5.1 全錐形與平扇在澱粉施用上
全錐形噴嘴產生圓形噴霧圖案,液滴均勻分布於錐體上。它們的理想用途:
- 在歧管內擁有多個噴嘴,覆蓋廣泛的基板
- 三維應用(例如紗線或線束尺寸)
- 當距離變化且需要穩定的覆蓋時
扁平風扇噴嘴產生橢圓形或矩形噴霧圖案。它們的理想用途:
- 窄網塗層(紙張、無紡布、窄幅紡織品)
- 精確的端對端控制
- 每噴嘴流量較低(更適合精細控制)
在防黏性方面,全錐形設計有其優勢:其內部渦流腔可設計更大且流線型的通道,同時不犧牲噴霧品質。平面風扇噴嘴需要更嚴格的內部公差來產生風扇形狀,減少了防黏幾何優化的空間。
現場觀察: 在紙張表面尺寸(120 g/m²牛皮)中,我們達成了等效的覆蓋均勻性:
- 6 個平扇防黏噴嘴(80° 噴霧,1.5mm 孔口,150mm 重疊)
- 4 個全錐形防黏噴嘴(90° 噴霧,1.8mm 孔口,200mm 重疊)
完整錐筒設計的清潔頻率降低了25%,總安裝成本也降低了15%。
5.2 氣助霧化噴嘴
對於非常細緻的澱粉塗裝(紙張塗層、紡織品後面),氣助噴嘴透過將壓縮空氣與澱粉流混合,產生50–150微米的液滴。這裡的防卡住挑戰則不同:
- 內部混合設計(噴嘴內空氣與液體混合)較容易在混合室堆積
- 外部混合設計(空氣與液體在室外相遇)內部積聚較少,但外部混合區會累積澱粉
如果必須使用空氣霧化,請選擇外部混合,使用大型(≥3.0mm)液體孔口和塗有PTFE的氣蓋。無論防黏設計如何,預計每8到12小時清潔一次——空氣霧化只會增加黏附的表面積。
5.3 噴嘴歧管設計考量
在澱粉尺寸測定中,當流速低於~0.5 m/s時,噴嘴歧管內部會累積澱粉。設計技巧:
- 歧管管 ID: 全流量時最小 0.8–1.2 公尺/秒速度的尺寸
- 死胡同流形: 避免;使用流通式或環形設計搭配回流線
- 噴嘴連接: 直接螺紋連接比帶刺接頭(無縫隙)更好
- 清潔口: 每隔1–2公尺安裝平洗口,進行定期反沖
一個常見錯誤是為了「降低壓降」而將歧管管尺寸過大。在澱粉服務中,這反而適得其反——澱粉會沉積在低速區域並堵塞。
6.維護策略與堵塞預防
6.1 清潔規範
即使有防黏噴嘴,仍需定期清潔。根據我們對40+尺碼系列的維護稽核:
手動拆解清潔(離線):
- 熱水浸泡(80–90°C,15–30分鐘)+ 軟刷
- 頻率:防黏噴嘴每 30–60 小時一班,標準每 8–16 小時一班
- 人工時間:每噴嘴約5分鐘
- 停機時間:30–90 分鐘(視多管設備可達而定)
原位化學清潔(CIP風格):
- 循環稀釋苛性鈉(1–2% NaOH,60°C,20分鐘),然後用熱水沖洗
- 頻率:每80至120小時一班
- 無需拆組,但在尺寸系統設計中需要 CIP 迴路
- 化學成本:20噴嘴系統每清洗循環約3–5美元
超音波清洗(離線批次處理):
- 拆除噴嘴,在超音波槽中批量清洗(40 kHz,洗滌劑溶液,10–15分鐘)
- 頻率:深層清潔時每200至300小時一次
- 每噴嘴最快方法(含操作時間約2分鐘)
- 需投入超音波槽($800–3,000)
成本效益: 如果您目前每8小時手動清潔標準噴嘴,改用防黏噴嘴+每50小時進行超音波批次清洗,可降低60–70%的人工成本,並提升有效運作時間12–18%。
6.2 持續堆積故障排除
如果防黏噴嘴還是比預期更快堵塞:
| 症狀 | 根本原因 | 解答 |
|---|---|---|
| 僅在孔口出口處積聚,內部不存在 | 外層尖端表面的澱粉乾燥 | 加裝PTFE塗層或提高環境濕度 |
| 所有噴嘴快速堵塞(<4小時) | 澱粉固體過高或溫度過低(預凝膠) | 降低澱粉濃度或增加加熱 |
| 堵塞噴嘴中只有2–3個,共10+個 | 流量分布不均;部分噴嘴以低速運轉 | 重新平衡流形或增加流量平衡孔口 |
| 硬晶體沉積物 | 澱粉過度煮或鹽分沉澱 | 較低的烹調溫度;檢查水硬度 |
| 纖維堵塞 | 供應中未溶解澱粉或纖維污染 | 在噴嘴上游安裝100網格直列過濾器 |
6.3 透過流量監測進行預測性維護
安裝壓力與流量感測器,以便在噴霧品質下降前及早偵測堵塞:
- 固定壓力下的基準流量(例如3.0巴時2.0公升/分鐘)
- 當流量下降8–10%時觸發清潔(通常在可見噴霧缺陷前15–25小時)
- 透過PLC自動警示減少報廢及非預期停機時間
我們已經在四條紙張塗層產品線上實施了這個設計;平均報廢率從3.2%降至0.8%,因早期發現部分堵塞。
7.經濟分析:防卡住與標準噴嘴
讓我們計算典型紡織經線12個月的總擁有成本(TCO):8個噴嘴,12%澱粉,每天16小時運作,300天/年=4,800個操作小時/年。
表4:12個月總使用成本比較-標準與防卡住噴嘴
| 成本類別 | 標準 316 SS 噴嘴 | 防黏(拋光+擴大孔口) | 防黏劑(PTFE塗層) | 防黏劑(陶瓷插片) |
|---|---|---|---|---|
| 初始噴嘴成本(8件) | 160美元 | $320 | $400 | 800美元 |
| 替換頻率 | 每800小時(每年6次) | 每2,500小時(每年兩次) | 每2,000小時(每年2.4次) | 每10,000小時(每年0.5次) |
| 每年更換成本 | 960美元 | $256 | $480 | $400 |
| 清潔頻率 | 每8小時(每年600次) | 每30小時(每年160次) | 每40小時(每年120次) | 每35小時(每年137次) |
| 人工成本(@ $40/小時,0.5小時/清潔) | $12,000 | 3,200美元 | $2,400 | $2,740 |
| 停機成本(@ $300/小時) | 3,000美元 | 800美元 | 600美元 | 685美元 |
| 總計一年 | $16,120 | 4,576美元 | $3,880 | $4,625 |
| 總計2+ | 每年$15,960 | 每年4,256美元 | 每年3,480美元 | 每年3,825美元 |
| 5年TCO | 79,960美元 | $21,600 | $17,720 | $20,125 |
反黏著投資的回收期:
- 拋光+擴大孔口設計:1.4–2.0個月
- PTFE塗層設計:1.8–2.5個月
- 陶瓷插入設計:2.5–3.5 個月
PTFE塗層設計提供最佳的五年總使用成本($17,720),比標準噴嘴節省$62,240(78%)。陶瓷設計的總使用成本略高於 PTFE,因為初期成本較高,但如果你遇到壓力峰值或想減少更換介入(每年 0.5 倍對比 2.4 倍),這是最佳選擇。

8.常見問題
Q1:我可以在現有的歧管中加裝防黏噴嘴嗎?
大多數情況下,是的。防卡噴嘴通常使用標準螺紋連接(常見的1/8吋NPT、1/4吋NPT或M10x1.0)。主要考量是孔口尺寸較大——你可能需要將操作壓力向下調整10–20%,以維持相同的流量和液滴大小。後裝完一定要確認噴霧重疊,確保沒有乾痕。
Q2:換用較大孔口會因為液滴變粗而降低塗層品質嗎?
在我們的測試中,將孔口從1.2毫米擴大到1.8毫米,恆壓下可使中位數液滴尺寸(Dv0.5)增加約60–80微米。對於大多數針對200–350微米液滴的澱粉定型應用,這在可接受範圍內。若製程需<200微米微米液滴,則可降低壓力20–30%,或採用空氣助推霧化(採用外部混合設計)。### Q3:液壓噴嘴的澱粉濃度過高? 固體重量超過15%時,澱粉黏度呈指數增加(低剪切時常>500 cP),液壓噴嘴即使在防黏設計中也難以有效霧化。你會看到的是長長、細長的噴霧,而不是零散的水滴。對於>15%澱粉,可以考慮縫隙模具塗層、凹槽塗層或空氣輔助霧化。在12%到15%之間,你就已經接近邊緣——要密切監控噴霧品質。
Q4:我需要改變澱粉配方,改用防黏噴嘴嗎?
不需要更改食譜。防黏噴嘴處理的澱粉配方與標準噴嘴相同,但抗積聚性更好。不過,如果你目前使用非常高黏度(>200 cP)或高固體(>13%),因為你的噴嘴容易堵塞,改用防黏設計可能能優化配方以提升效能——可能稍微降低澱粉濃度以提升滲透力,或降低黏度修正。
Q5:我怎麼知道PTFE塗層是否已經磨損?
肉眼檢查:PTFE通常為白色或半透明;磨損區域會露出底層金屬不鏽鋼。功能測試:如果清潔頻率突然增加(例如從每40小時增加到每15小時一次),則塗層很可能已經失效。PTFE厚度為100–200微米;在高速應用(出口速度>50 m/s)中,塗層壽命可達 300–500 小時。在中速尺寸(<30 m/s)下,PTFE 可維持 1,500 至 2,500 小時。### Q6:我可以用腐蝕性溶液清潔塗有 PTFE 的噴嘴嗎? 可以,PTFE 具有化學惰性,能抵抗腐蝕性、酸性及溶劑。但請避免使用磨料刷或高功率(>60W/L)的超音波清洗,因為這些可能會使塗層剝離。對於塗有PTFE的噴嘴,我們建議熱水浸泡(85°C,20分鐘)+軟尼龍刷,或溫和超音波(40 kHz,30W/L)。
Q7:在生產批次之間存放澱粉噴嘴的最佳方式是什麼?
千萬不要讓澱粉在噴嘴裡乾掉。關閉後,立即用熱水(70–80°C)沖洗噴嘴2–3分鐘,然後用壓縮空氣吹乾。噴嘴則用密封塑膠袋和乾燥劑一起存放。如果澱粉內部乾燥,可能會硬化成類似水泥的沉積物,需要浸泡數小時或更換。停機>1週後,將噴嘴拆開並浸泡在1%苛性溶液中30分鐘,沖洗、乾燥後儲存。
Q8:陶瓷噴嘴真的值得付出5–10倍的溢價嗎?
這要看你的營運方式。對於連續24小時運作或噴嘴更換人工成本高昂(例如歧管難以進入、無塵室環境),陶瓷噴嘴可透過減少更換頻率在6至12個月內回收。對於批次作業或你本來就經常清潔,回收期可達18至36個月——較難合理化。在第7節中計算總成本,並包含實際的人工費率和停機時間成本。
9.結論與下一步
選擇適合澱粉尺寸的防黏噴嘴,關鍵在於三個關鍵:內部幾何結構、材料選擇與維護策略。根據我們在紡織、紙張及瓦楞尺碼應用上的實地數據:
大多數作業(8–12%澱粉,中等固體,壓力2–4巴):
- 起始為拋光316 SS,孔口加大(1.5–1.8mm)+PTFE尖端塗層
- 清潔間隔約為標準噴嘴的3–5倍
- 回收期:2–3個月
高磨蝕環境(>3%礦物填充劑,高速噴霧):
- 升級為陶瓷或鎢合金內襯件設計
- 接受初始成本增加3–4倍,但耐用度延長8–15倍
- 回收期:連續營運時6至12個月
用於空氣輔助精細霧化:
- 採用外部混合設計,配備大型液體孔口(≥3.0mm)及塗有PTFE的氣蓋
- 無論防黏功能如何,都計劃每8至12小時清潔一次
- 若全天候運作,請考慮自動化CIP系統
建議行動計畫
- 稽核目前績效: 追蹤實際清潔頻率、更換間隔及相關人工/停機成本,持續4週
- 用你的實際數字在第7節執行總成本計算
- 從導火器開始: 在你最棘手的區域改裝2–3個防黏噴嘴;測量積聚減少與噴霧穩定性
- 經驗證後擴大規模: 全面歧管改裝通常可在2至4個月內回本
- 實施流量監控: 自動警示能及早偵測堵塞,減少60–75%的廢料
如果您的澱粉選漿作業面臨頻繁堵塞、覆蓋不均或高維護勞動,防黏噴嘴能帶來可衡量的投資報酬率——不是靠行銷承諾,而是透過工程設計解決根本原因:流轉點及外部表面的澱粉附著。
需要幫忙量測系統尺寸嗎?
若您希望根據您的澱粉黏度、基材寬度、塗層重量目標及生產時程,針對應用選擇噴嘴,請聯絡噴塗工程師並提供您的製程參數:
- 澱粉種類與濃度(固體百分比)
- 操作溫度
- 基材材料與寬度
- 目標塗層重量(g/m²)
- 目前噴嘴配置與壓力
大多數噴嘴製造商提供自由流量模擬,並可在正式承諾前提供樣品噴嘴供現場測試。