





噴嘴堵塞常見原因與預防性維護檢查清單:現場工程師指南
工業噴嘴堵塞仍是噴霧系統中成本最高但可預防的故障模式之一。根據我們在冷卻、清洗及塗層應用的現場數據,非預期噴嘴阻塞佔噴霧系統停機時間的30–40%,且在操作員尚未察覺性能下降前,製程效率可降低15–25%。本指南綜合現場經驗、耐磨測試數據及維護規範,協助你系統性地消除堵塞事件並延長噴嘴使用壽命。
- 1. 1.為什麼噴嘴堵塞比你想像的還重要
- 2. 2.噴嘴堵塞的五大根本原因
- 2.1. 2.1 顆粒污染
- 2.2. 2.2 化學沉澱與水垢
- 2.3. 2.3 生物生長(生物膜)
- 2.4. 2.4 液體不相容與凝膠
- 2.5. 2.5 異物入侵
- 3. 3.污染類型與過濾要求
- 3.1. 3.1 過濾尺寸規則
- 3.2. 3.2 污染源地圖
- 4. 4.化學沉澱與水垢形成
- 4.1. 4.1 硬水量級
- 4.2. 4.2 鹽水或化學溶液中的鹽沉澱
- 5. 5.循環系統中的生物生長
- 5.1. 5.1 促進生物膜生長的條件
- 5.2. 5.2 殺生物計畫
- 5.3. 5.3 紫外線消毒
- 6. 6.依應用程式分類的預防性維護檢查清單
- 6.1. 6.1 氣體冷卻/蒸發冷卻系統
- 6.2. 6.2 零件清洗/槽體清潔系統
- 6.3. 6.3 塗層與噴漆處理系統
- 7. 7.現場診斷方法:及早發現堵塞
- 7.1. 7.1 桶與碼錶流量測試
- 7.2. 7.2 噴霧圖案視覺化
- 7.3. 7.3 壓力降監測
- 7.4. 7.4 熱成像(用於冷卻應用)
- 8. 8.材料選擇以達到抗堵塞性能
- 8.1. 8.1 阻堵材料比較
- 8.2. 8.2 表面表面影響
- 9. 9.常見問題
- 9.1. Q:即使噴嘴沒有堵塞,我應該多久更換一次?
- 9.2. Q:我可以用壓縮空氣清理堵塞的噴嘴嗎?
- 9.3. Q:即使用了100網篩,我的噴嘴還是一直堵塞。怎麼了?
- 9.4. Q:超音波清潔比酸性清潔更適合去除水垢嗎?
- 9.5. Q:我可以在同一個歧管裡混合使用噴嘴品牌或類型嗎?
- 9.6. Q:我的系統使用循環洗滌水——我應該多積極地過濾?
- 10. 10.結論與後續行動
- 10.1. 優化噴霧系統的下一步:
1.為什麼噴嘴堵塞比你想像的還重要
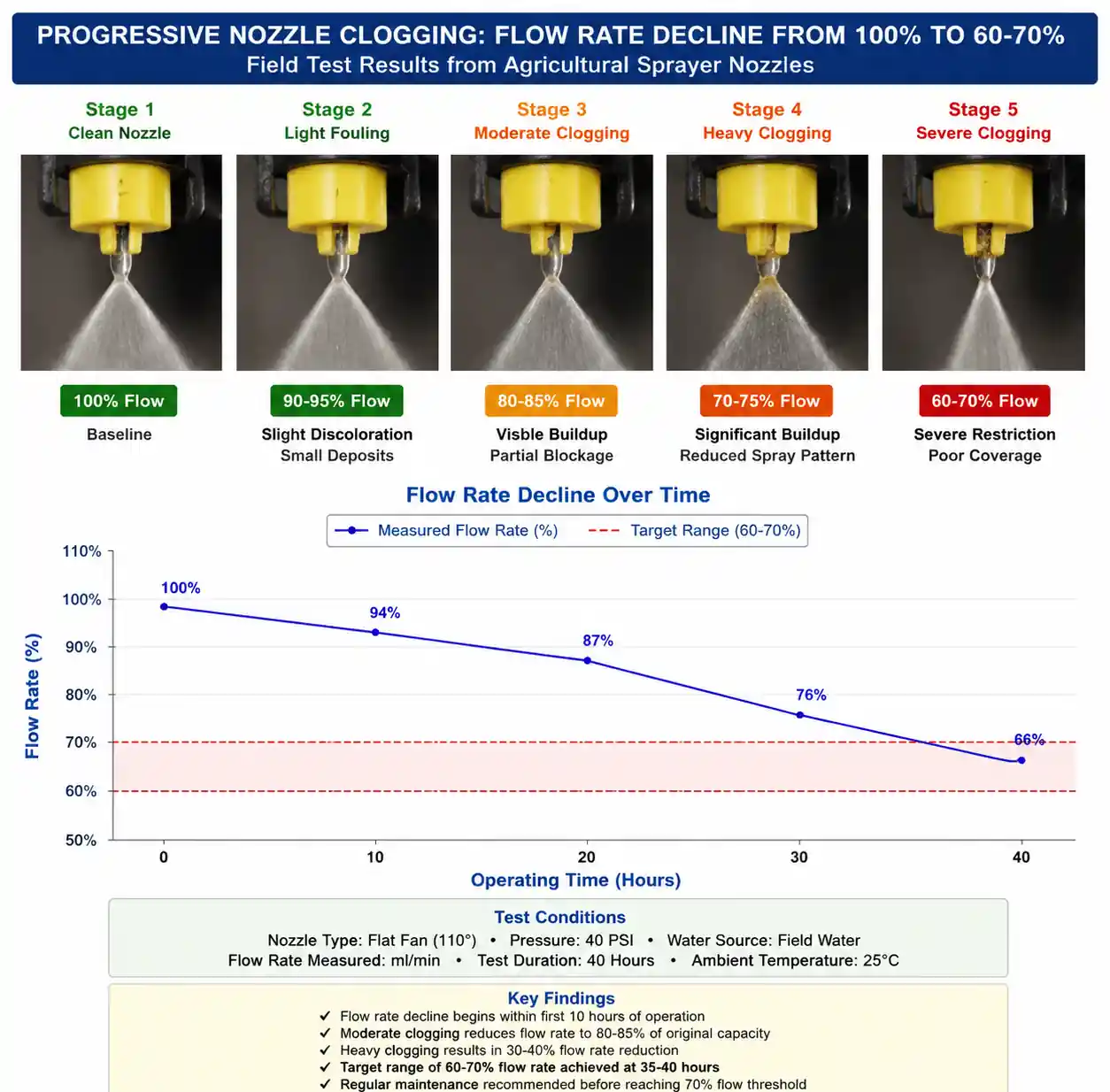
部分噴嘴堵塞很少會完全關閉。相反地,它會默默地降低效能。在氣體冷卻應用中,部分阻塞導致流量減少20%,可能導致局部熱點導致下游設備變形。在零件清洗系統中,噴霧覆蓋不均會留下污染物,成為品質的逃逸來源。在塗層作業中,堵塞的噴嘴會產生條紋,需要昂貴的重新處理。
根據我們在200+工業場址的維護稽核數據,我們一致發現操作員只有在流量減少60–70%後才更換噴嘴,而此時已經發生次級損壞。經濟影響會累積:吞吐量下降、廢棄率上升、意外停機,以及緊急加速更換零件。
好消息是:大多數堵塞會遵循可預測的模式,基於流體特性、系統設計和操作條件。透過系統性過濾、定期檢查間隔及適當選材,您可以將堵塞事件減少80–90%,同時將噴嘴壽命延長2–4倍。
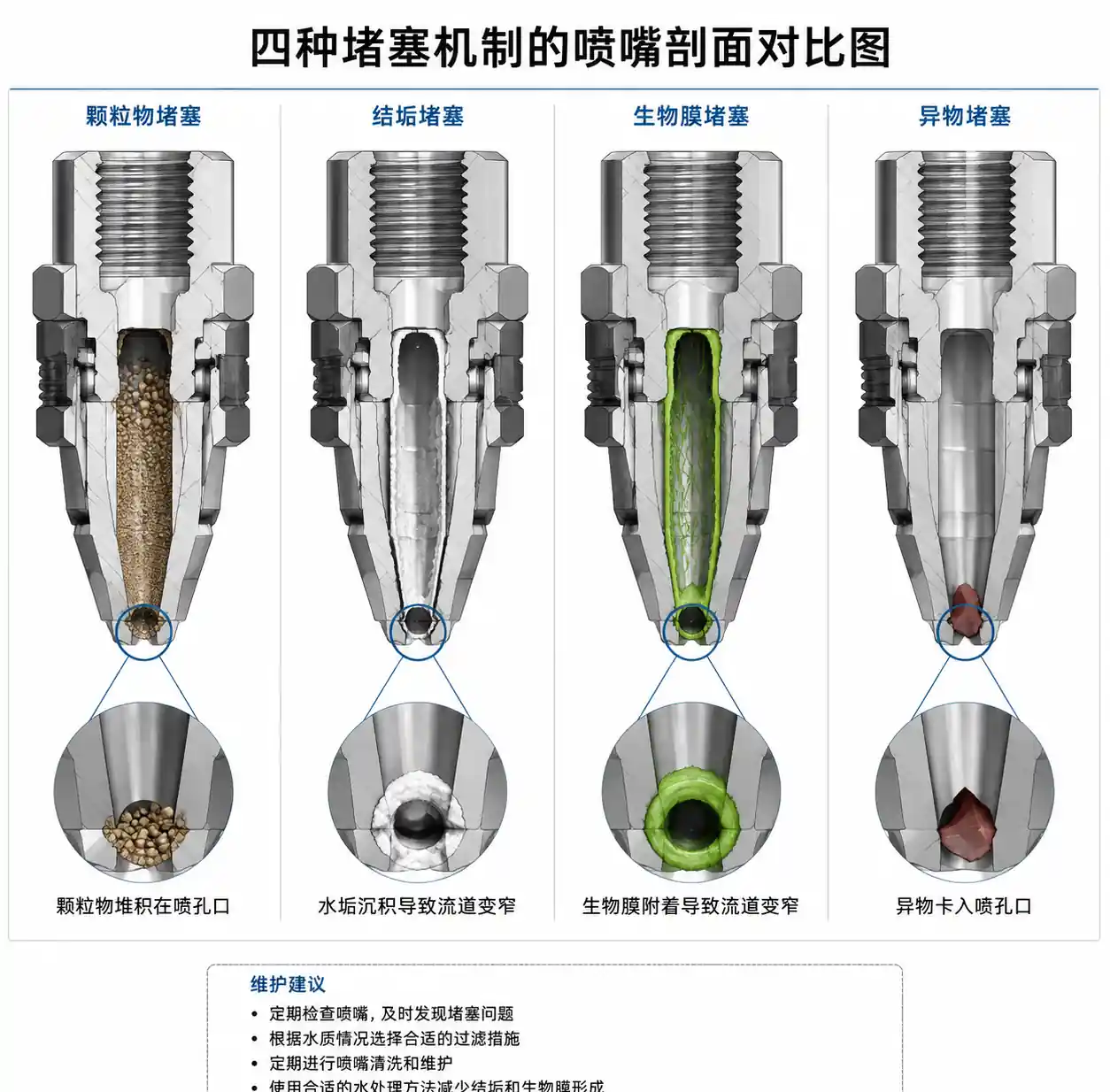
2.噴嘴堵塞的五大根本原因
經過分析來自不同產業超過 1,500 起堵塞事件的故障報告後,我們將根本原因分為五種機制。了解影響您系統的機制,決定正確的預防措施。
2.1 顆粒污染
最常見的原因,佔了50–60%的堵塞事件。固體顆粒——如鏽蝕、焊接渣、管垢、空氣中塵埃或工藝雜物——會聚集在噴嘴孔口。臨界閾值:顆粒超過孔徑的20–25%最終會造成阻塞。
現場範例: 在鋼鐵鋼廠冷卻系統中,使用3.0毫米全錐形噴嘴,過濾不足導致磨尺碎片(0.5–1.0毫米)通過。在800小時內,有35%的噴嘴出現部分阻塞。在上游安裝80網(180微米)濾網後,清潔間隔平均從3週延長至9個月。
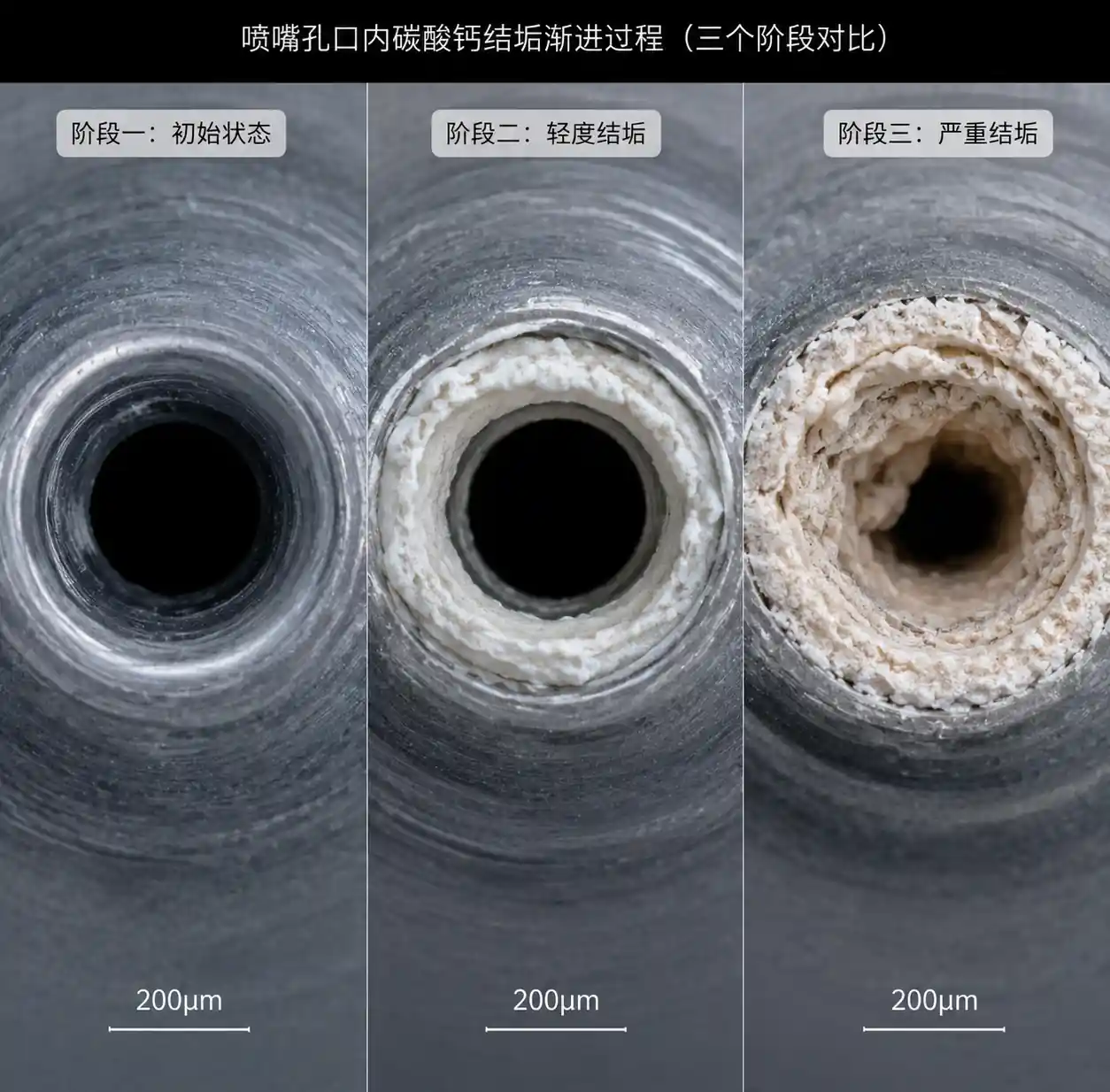
2.2 化學沉澱與水垢
硬度礦物(鈣、碳酸鎂)、溶解鹽或活性化學物質會在溫度、pH值或濃度改變時,在噴嘴通道內沉澱。此機制在蒸發冷卻、水處理及高溫噴霧應用中佔主導地位。
工程洞察: 許多營運商低估了嚴重性,因為規模是逐步累積的。在2.0毫米孔口中沉積0.5毫米的碳酸鈣沉積物,會減少44%的有效面積,而非25%,因為流量限制隨直徑平方而增加。
2.3 生物生長(生物膜)
在循環水系統中——尤其是冷卻塔、洗滌系統和零件清潔槽——細菌、藻類和真菌會在噴嘴內部定殖。生物膜會造成黏滑的阻塞,難以簡單地反沖洗。
2.4 液體不相容與凝膠
若更換流體時未正確沖洗、混合不相容添加劑,或超出流體的熱穩定性範圍,會導致聚合物形成、凝膠或相分離堵塞孔洞。
2.5 異物入侵
墊片碎片、聚四氟乙烯膠帶碎片、焊接飛濺,或昆蟲從開放管路進入。雖然統計上較少發生(佔事件的5–10%),但這些事件會造成突發且完全的阻塞。
表1:根本原因識別矩陣
| 症狀 | 可能原因 | 第一步診斷 | 典型故障時間 |
|---|---|---|---|
| 數週內逐漸減少流量 | 化學縮放或生物膜 | 拆解噴嘴,檢查內部表面 | 4–12週 |
| 突然完全阻塞 | 異物入侵 | 反沖洗測試,目視檢查 | 分鐘到小時 |
| 間歇性流量變化 | 軟質碎片或生物膜碎片 | 檢查循環回流、水質 | 2–6週 |
| 流量正常,但噴霧模式失真 | 部分孔口阻塞(不對稱) | 防水紙上的噴霧圖案測試 | 1–8週 |
| 多個噴嘴同時堵塞 | 上游污染事件 | 檢查濾網,檢查上游的管線 | 從小時到幾天 |
| 只有特定類型的噴嘴會堵塞 | 設計靈敏度(小孔口、內部過濾器) | 比較孔口大小與粒子分布 | 變化 |
每種機制都需要不同的預防策略。顆粒問題會對過濾改良做出反應;水垢需要水處理或週期酸清洗;生物生長需要生物殺滅計畫。誤診根本原因會浪費維護資源,並延遲有效的矯正行動。
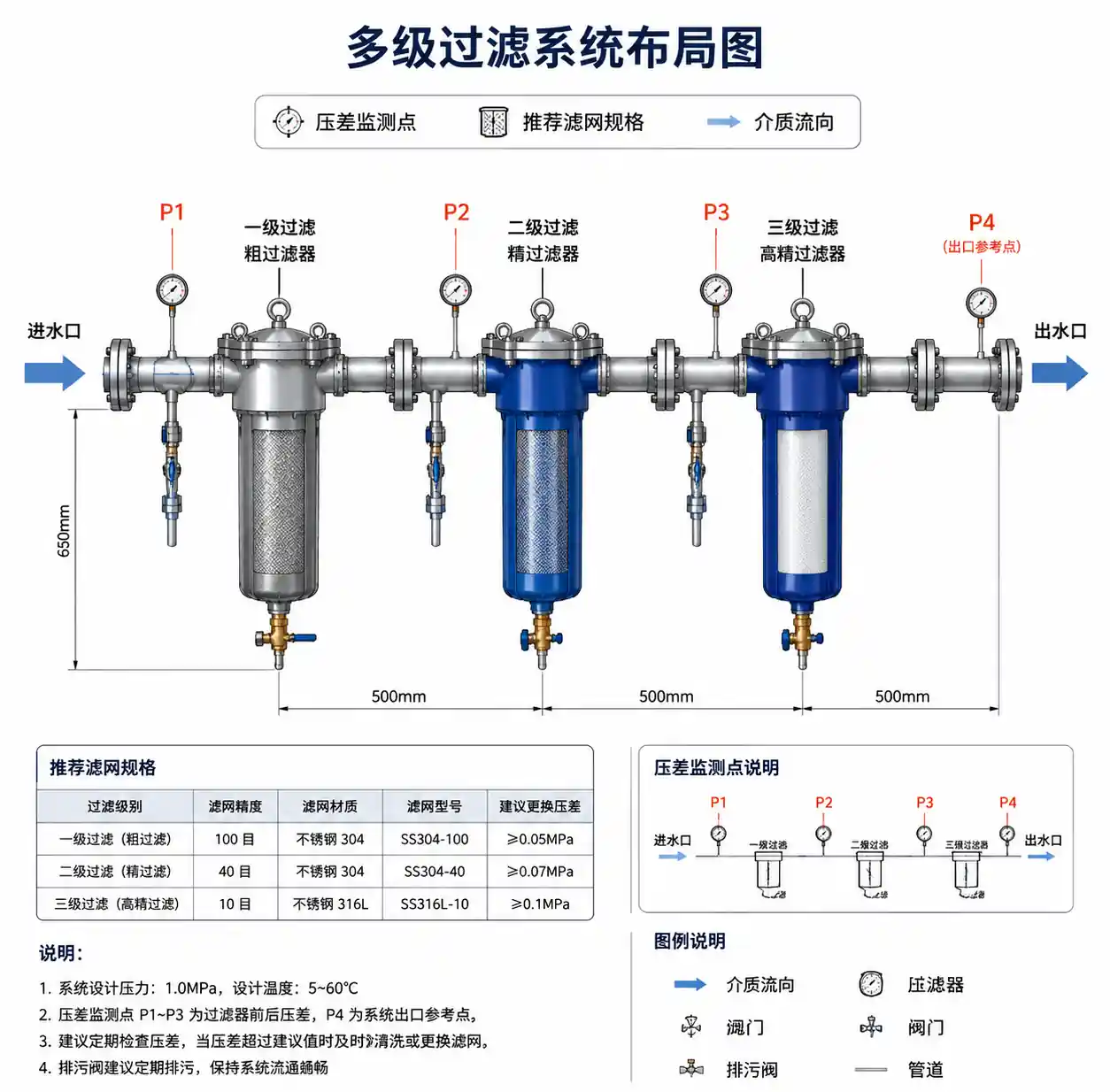
3.污染類型與過濾要求
有效的過濾是第一道防線,但錯誤的網格尺寸或過濾器類型卻意外地常見。標準指引——濾網使用至孔徑的20%——適用於大多數應用,但我們的現場經驗揭示了重要的細節。
3.1 過濾尺寸規則
對於液壓噴嘴,請套用以下決策樹:
- 口徑≥3.0毫米: 使用40–60網(250–420微米)濾網。更細的過濾會增加壓降,卻無法有效減少堵塞。
- 孔徑 1.5–3.0 毫米: 使用80–100網目(150–180微米)濾網。此範圍涵蓋大多數工業用全錐形、扁扇及中空錐形噴嘴。
- 孔徑 0.5–1.5 毫米(細噴塗): 使用 200 網目(74 微米)或更細。可以考慮使用直列式濾網,而非濾網濾網。
- 孔徑<0.5毫米(噴霧、加濕): 必須過濾至10微米或更高,通常需多階段過濾。
我們反覆看到的重大錯誤: 操作員安裝過濾器卻從未維護。堵塞的濾網會產生壓力差,若有旁通閥,壓力會繞過濾網,或產生壓力尖峰,損害噴嘴。我們建議在濾網上安裝差壓計,並設定10–15 psi的警報設定點。
3.2 污染源地圖
不同應用會引入來自不同來源的污染物:
循環洗水系統: 金屬細粉、工藝殘留物、清潔劑沉澱物。解決方案:沉降槽+100網過濾+磁性分離器以防鐵污染。
冷卻塔系統: 空氣中的塵埃、花粉、礦物結垢、系統冶金產生的腐蝕產物。解決方案:側流過濾,連續處理總流量的5–10%+水處理計畫。
塗料與塗層系統: 顏料凝集物、乾燥塗層顆粒、溶劑蒸發殘留物。解決方案:噴嘴上游立即安裝200+網狀過濾+每日溶劑沖洗。
高純度應用(半導體、製藥): 亞微米顆粒。解決方案:0.2–1.0微米絕對額定濾芯濾網+使用點過濾。
4.化學沉澱與水垢形成
化學堵塞與顆粒污染不同,因為它是在噴嘴內透過結晶、聚合或沉澱反應形成的。本節涵蓋基於水質化學與製程條件的實務預防策略。
4.1 硬水量級
當水硬度超過150 ppm(CaCO₃)且溫度超過60°C(140°F)時,鈣和鎂鹽會沉澱。在蒸發應用中,當濃度在液滴形成區附近增加時,問題會加劇。
現場數據: 我們在氣體淬火應用中追蹤了40個噴嘴,使用硬度280 ppm的井水。若未處理,噴嘴需每2至3週清潔一次。安裝軟水器(硬度降至<50 ppm)後,清潔間隔延長至9+個月,流量變化仍維持在±5%以內。
依成效排名的預防選項:
- 水軟化(離子交換): 在硬度到達噴嘴前將其移除。最適合閉環或低容量應用。需要再生鹽和污水處理。
- 多磷酸鹽注射: 將礦物質固存於溶液中。硬度最高可達300 ppm。需要精確的劑量;過量服用會導致磷酸鹽脫屑。
- pH控制: 微酸性pH值(6.0–6.5)會增加碳酸鈣溶解度。必須在系統冶金過程中平衡腐蝕風險。
- 週期酸清潔: 檸檬酸或鹽酸能溶解碳酸绘。使用5–10%檸檬酸溶液,循環30–60分鐘,然後徹底沖洗。
4.2 鹽水或化學溶液中的鹽沉澱
當溫度下降或孔口蒸發時,高濃度鹽溶液(>20%)或飽和化學流可能會結晶。常見於食品加工、石油與天然氣及海水淡化。
工程解決方案: 在管線及噴嘴本體中,維持流體溫度高於結晶點10–15°C。在鹽水冷卻應用中,使用絕緣或熱追蹤噴嘴歧管。我們成功消除鋅氯二淬火系統中的鹽堵塞,方法是將溶液溫度維持在75°C,而非結晶點為60°C。
表2:無堵塞作業的水質限制
| 參數 | 低風險範圍 | 中等風險範圍 | 高風險範圍(需緩解) |
|---|---|---|---|
| 總硬度(ppm CaCO₃) | 0–75 | 75–200 | >200 |
| 總懸浮固體(ppm) | 0–25 | 25–100 | >100 |
| 鐵(ppm Fe) | 0–0.3 | 0.3–2.0 | >2.0 |
| 總溶解固體(ppm) | 0–500 | 500–2000 | >2000 |
| pH | 6.5–8.5 | 6.0–6.5 或 8.5–9.5 | <6.0 或 >9.5 |
| 生物計數(CFU/mL) | 0–1000 | 1000–10,000 | >10,000 |
超過高風險門檻並不保證堵塞,但會大幅增加阻塞的機率。該表格有助於優先決定應先測試與控制哪些水質參數。
5.循環系統中的生物生長
生物膜的形成常被低估,因為它發展緩慢,且直到嚴重時才會察覺。細菌、藻類和真菌會在濕潤表面定殖,形成黏滑的矩陣,捕捉顆粒,最終阻塞流動通道。
5.1 促進生物膜生長的條件
- 溫度20–45°C(68–113°F): 細菌生長的最佳溫度。
- 停滯或低流量區域: 停機期間管線、噴嘴內部的死腿。
- 營養素含量: 來自製程流體、冷卻塔空氣中殘渣、食品加工中的糖或蛋白質的有機污染。
- 陽光曝曬(用於藻類): 戶外冷卻系統、半透明槽的水槽清潔頭段。
5.2 殺生物計畫
氧化性生物殺滅劑(氯、溴、二氧化氯):適用於連續或衝擊投藥。維持游離氯殘留在0.5–1.0 ppm以持續控制。電擊治療時,每週增加至5至10 ppm,每次2至4小時。注意事項:氯會加速某些合金(300系列不鏽鋼在某些條件下)的腐蝕。
非氧化性生物殺滅劑(異噻唑酮類,季銨化合物):用於氧化劑導致腐蝕或分解工藝流體的系統。通常間歇性服用。遵循製造商指引;有些則需要輪換以防止細菌抗藥性。
現場實用小撇步: 如果你打開噴嘴看到綠褐色黏液或聞到霉味,那就是生物膜。需要物理清潔(刷牙、超音波清潔)並結合生物殺滅劑處理。單靠殺菌劑無法去除已建立的生物膜。
5.3 紫外線消毒
對於處理<50 GPM的冷卻或沖洗水系統,線上紫外線滅菌器提供無化學物質的生物防治。尺寸單元可輸出30–50 mJ/cm²的紫外線劑量。對細菌和藻類有效,但無法去除顆粒或介殼——可搭配過濾。
6.依應用程式分類的預防性維護檢查清單
以下檢查清單綜合了多個產業維護計畫的最佳實務。根據您的營運嚴重程度及過去堵塞率調整頻率。
6.1 氣體冷卻/蒸發冷卻系統
每日:
- 目視檢查噴霧模式(若可取得);注意是否有缺失或失真噴霧。
- 檢查系統壓力;>10%的增加表示部分堵塞造成背壓。
每週刊:
- 使用桶子與碼錶法測試10–20%噴嘴的流量測試(與基準比較)。
- 檢查並清潔直列濾網;記錄碎片種類與數量。
- 檢查水質:pH值、導電性、懸浮固體。
每月刊:
- 拆下並檢查2至3個代表噴嘴;用針量尺測量孔徑。
- 使用水敏紙或雷射測量來驗證噴霧角度。
- 分析水樣的硬度、鐵質、生物計數。
季刊:
- 完整的噴嘴清潔循環(酸洗或超音波清洗)。
- 更換噴嘴,噴嘴流量減少>15%或噴霧角度縮小>5°。
- 校準流量計與壓力表。
每年:
- 在關鍵應用中更換所有噴嘴(替代:旋轉整個歧管組件,並預清理備用件)。
- 系統沖洗及內部管路檢查。

6.2 零件清洗/槽體清潔系統
每次生產後(批次系統):
- 用乾淨的溶劑或水沖洗噴嘴。
- 若使用化學清潔劑,請先使用中和水沖洗。
每日:
- 檢查儲槽過濾器與濾網;如果壓力差>5 psi,則是乾淨的。
- 檢查槽底是否有沉積物。
每週刊:
- 手動拆卸、拆卸並檢查噴嘴。
- 測試廢料零件噴塗圖案;確認保險覆蓋範圍是否一致。
- 檢查生物生長(若為水基)。
每月刊:
- 更換洗滌液或深度清潔循環槽。
- 以超音波清洗噴嘴,在適當溶劑中清洗15至20分鐘。
- 檢查噴嘴安裝螺紋與密封;如果損壞就換掉。
季刊:
- 更換所有噴嘴或更換清潔過的備用噴嘴。
- 若使用硬水,則使用除垢槽及管線。
6.3 塗層與噴漆處理系統
每班前:
- 在塗層材料前用溶劑沖洗噴嘴。
- 使用測試面板驗證噴霧模式。
每班結束後:
- 立即溶劑沖洗(臨界——乾燥塗層難以去除)。
- 將噴嘴浸泡在溶劑中過夜,適用於低溶劑或水性塗層。
每週刊:
- 拆解並清潔噴嘴尖端、漩渦室及氣蓋。
- 檢查乾燥塗層堆積;使用黃銅或尼龍刷(絕不要用鋼刷——會刮傷精密表面)。
每月刊:
- 更換噴嘴上游的一次性過濾元件。
- 更換出現圖案變形的噴嘴(塗層堆積常無法完全清除)。
表3:依操作嚴重度調整的維護頻率倍增器
| 因數 | 低嚴重度(基線的1.0倍) | 中度嚴重度(基線0.5–0.7倍) | 嚴重度高(0.3–0.5x 基線) |
|---|---|---|---|
| 水硬度 | <100 ppm | 100–250 ppm | >250 ppm |
| 懸浮固體 | <50 ppm | 50–150 ppm | >150 ppm |
| 營運時間/日 | <8 | 8–16 | >16 連續 |
| 流體溫度 | <60°C | 60–90°C | >90°C |
| 循環率 | 低(<5倍/小時) | 中等(5–15倍) | 高(>15倍) |
範例: 如果基準要求每月檢查噴嘴,但你的操作硬度為>250 ppm(0.5倍倍數)>且每天16小時(0.4倍數),則改為每2至3週檢查一次。
7.現場診斷方法:及早發現堵塞
早期偵測可防止次級傷害。這些現場測試所需設備極少,且可由維修技術人員執行。
7.1 桶與碼錶流量測試
程序: 在恆定系統壓力下(使用歧管處的壓力表),將噴嘴全流量放入刻度容器中,持續60秒。與基準流量(來自製造商資料表或調試測試)比較。
驗收標準: 流量低於基準±10%表示正常運作。流量減少10–20%暗示部分堵塞;>20%需要立即清潔或更換。
現場提示: 在3–4個代表壓力(50%、75%、100%操作壓力)下測試,以產生流量與壓力曲線。堵塞的噴嘴顯示坡度減緩。
7.2 噴霧圖案視覺化
方法一(水敏感紙): 噴灑在設計撞擊距離垂直於噴霧軸線上的黃色感水紙上。藍點表示飛沫撞擊。均勻的覆蓋證明操作正確;裸露的斑點或條紋表示部分阻塞。
方法二(背光觀察): 將噴嘴置於暗色背景上,搭配強烈逆光。觀察噴射錐的對稱性與邊界銳利度。部分阻塞會造成錐狀邊緣的不對稱或羽毛狀現象。
7.3 壓力降監測
在噴嘴歧管的上下游立即安裝壓力表。進氣歧管壓力逐漸增加(流量保持不變)表示多個噴嘴累積堵塞,降低系統容量。
診斷邏輯:
- 壓力增加 + 個別噴嘴流量減少 = 部分堵塞。
- 壓力常數 + 個別噴嘴流量減少 = 噴嘴磨損或侵蝕(不同失效模式)。
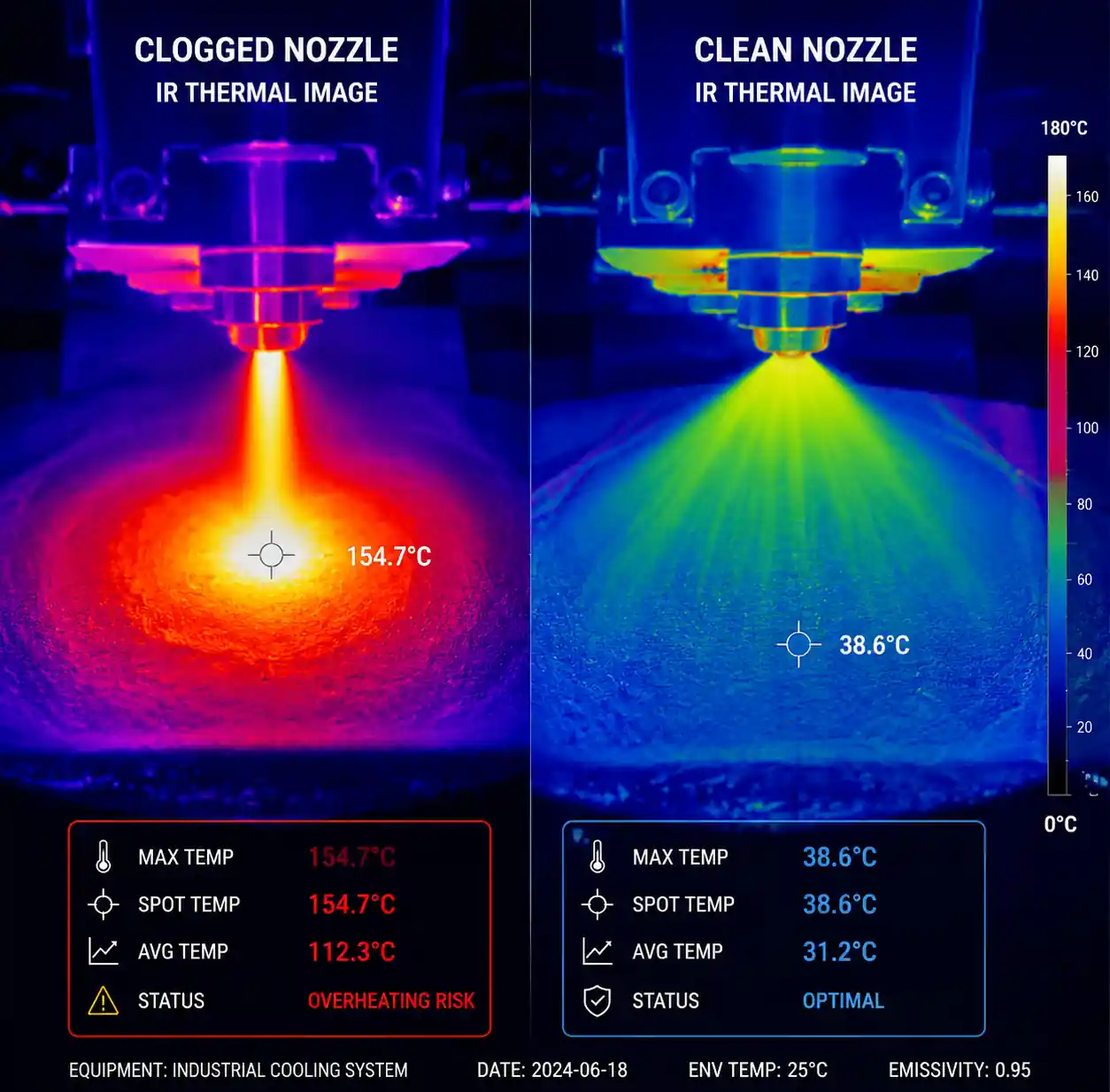
7.4 熱成像(用於冷卻應用)
使用紅外線相機來繪製冷卻表面的溫度。熱點表示噴嘴堵塞導致噴霧覆蓋不足。這種非接觸式方法可在系統關閉前進行診斷。
8.材料選擇以達到抗堵塞性能
噴嘴材料透過三種機制影響堵塞敏感性:抗侵蝕性(維持設計孔徑)、耐腐蝕性(防止內部粗糙度捕捉顆粒)及表面表面處理(較光滑的表面抗氧化及生物膜附著)。
8.1 阻堵材料比較
黃銅(360 合金): 經濟實惠,在乾淨水中具有良好的耐腐蝕性。磨蝕性低(相對磨損率:基準線的1.0倍)。用於低於100 psi的清潔水應用。
不鏽鋼(303, 316): 具有優異的耐腐蝕性,中等抗侵蝕性(相對磨損率:0.3–0.5倍黃銅)。316 首選用於含氯液體。我們的現場數據顯示,在典型冷卻水應用中,其使用壽命比黃銅長3至5倍。可經電鍍拋光,獲得更優越的表面光度(Ra < 0.4微米),抗鈣化。
陶瓷(氧化鋁、氧化鈉): 非常高的抗侵蝕性(相對磨損率:0.05–0.10倍黃銅),能維持磨料漿液中的孔徑大小。缺點:脆弱,容易受到壓力尖峰和熱衝擊影響。建議用於高固體應用,因為磨損是主要失效模式。
碳化矽或碳化鎢: 最大抗侵蝕性(相對磨損率:0.02–0.05x 黃銅),適用於最嚴苛的磨料條件(如飛灰漿、採礦應用、煤氣化)。雖然很貴,但超長維修週期很划算。
PTFE或PFA襯裡: 用於高度腐蝕性的化學應用(濃酸、強鹼)。具有優異的化學抗性,但機械強度較差——需要堅固的支撐設計。光滑的氟聚合物表面抗氧化與生物膜附著。
表4:易堵塞應用材料選擇指南
| 應用特徵 | 推薦資料 | 第二選擇 | 避免 |
|---|---|---|---|
| 乾淨水,<150 psi | 不鏽鋼316% | 黃銅 | 陶瓷(過度設計,易脆) |
| 腐蝕性化學物質(pH<3 或 >11) | PFA/PTFE 內襯 | 稀有合金(Hastelloy) | 黃銅、碳鋼 |
| 易生膜(循環有機物) | 電光 316 SS | 黃銅(頻繁清潔) | 粗糙成品材料 |
| 高溫(>200°C) | 316 SS 或陶瓷 | 303 SS | 塑膠、PTFE |
8.2 表面表面影響
Ra(平均表面粗糙度)對污垢率有顯著影響。我們在硬水(硬度250 ppm,70°C)中的比較測試顯示:
- 粗加工黃銅(Ra 1.6–3.2微米): 200小時內進行重度刻度。
- 標準加工316 SS(Ra 0.8–1.6微米): 500小時內進行中等比例縮細。
- 電鍍拋光316 SS(Ra 0.2–0.4微米): 2000+小時後縮放極小。
較光滑的表面能提供較少的成核位點,使生物膜附著更困難。對於已知有縮放或生物學挑戰的應用,應指定電鍍拋光或機械拋光的內部結構。
9.常見問題
Q:即使噴嘴沒有堵塞,我應該多久更換一次?
答:根據磨損標準更換,而非隨意的時間間隔。對於乾淨水應用中的液壓噴嘴,每2000至5000小時檢查一次。當流量增加>10%(表示磨損使孔口變大)或噴霧角度變窄>5°時更換。對於磨蝕或腐蝕應用,初期將間隔縮短至500至1000小時,然後根據觀察到的磨損速率進行調整。準備2到3個噴嘴作為「見證樣本」,經常測量,以預測大宗族群何時需要更換。
Q:我可以用壓縮空氣清理堵塞的噴嘴嗎?
答:逆流空氣清洗(150–200 psi)有時能清除軟阻塞(生物膜碎片、鬆散顆粒),但很少能清除硬質介殼或卡住的異物。風險:過壓可能損壞內部零件(如旋渦葉片、過濾網)或脫落密封元件。更好的做法是:拆除後目視檢查,徹底清潔。若必須嘗試原地清除,將氣壓限制在<100 psi,並僅排2至3秒。如果堵塞沒有立即清除,請移除噴嘴。
Q:即使用了100網篩,我的噴嘴還是一直堵塞。怎麼了?
答:有幾種可能:(1) 安裝了濾網但未定期維護——檢查壓差並清潔;(2) 粒子在濕潤時會變形並通過網格,然後在噴嘴孔內膨脹;(3) 你遇到的是化學氧化或生物生長,而非顆粒堵塞——需要不同的修復方法;(4) 孔徑對100網格來說太小——改用200網或更細;(5) 從疏通器下游引入的污染(死腳、歧管腐蝕)。進行根本原因分析:在投資過濾升級前,先拆解堵塞的噴嘴並分析雜物種類。
Q:超音波清潔比酸性清潔更適合去除水垢嗎?
答:每種方法最適合不同的存款。超音波清洗(頻率35–50 kHz,適合沉積類型清潔劑,15–30分鐘)在去除顆粒堆積、生物膜及軟有機沉積物方面表現優異。它對噴嘴內部很溫和。硬礦物介度(碳酸鈣、氧化鐵)需進行酸性清洗(5–10% 檸檬酸或鹽酸,浸泡30–60分鐘並攪拌)。對於混合污垢,順序是:先用超音波去除鬆散的碎屑,再用酸溶解硬鱗,最後用超音波沖洗去除酸和溶解的鹽分。安裝前務必用清水徹底沖洗並乾燥。
Q:我可以在同一個歧管裡混合使用噴嘴品牌或類型嗎?
答:如果你需要均勻的覆蓋範圍或流量分布,不建議使用。不同製造商的流量係數即使相同標稱容量也會有±5–15%,噴霧角度也可能相差±5–10°。這造成覆蓋不均,也讓故障排除變得困難。例外:如果你刻意創造不均勻的圖案(例如特定區域密度較高),混合是可以接受的,但請清楚記錄設計。為了維護簡單及減少備件庫存,建議統一單一製造商,並盡量減少噴嘴種類。
Q:我的系統使用循環洗滌水——我應該多積極地過濾?
答:這取決於噴嘴孔口大小和土壤負載。對於具有>2.0毫米孔徑且土壤(金屬片、加工油)的洗滌系統,採用兩階段方法:在槽後放置粗篩(20–40格)以捕捉重物,接著在噴嘴歧管前使用細篩(80–100網格)。若土壤負荷較高(如研磨作業、嚴重生鏽),可在第一階段前加裝沉澱槽或旋風分離器,以減少過濾清潔頻率。監控濾網壓差,當 ΔP 達到 10 psi 時清潔或更換元件。對於孔徑<1.5毫米,建議使用布袋式過濾器或額定為50–75微米的濾芯過濾器。
10.結論與後續行動
噴嘴堵塞並非隨機事件,而是遵循由流體性質、系統設計及操作條件所決定的可預測模式。透過系統性處理五大根本原因(顆粒污染、化學沉澱、生物生長、流體不相容及異物入侵),您可以實現堵塞事件減少80–90%,同時將噴嘴使用壽命延長2–4倍。
優化噴霧系統的下一步:
- 利用第7節的診斷方法,對您三個最棘手的應用進行堵塞根本原因分析。
- 依據第3節的尺寸規則審核您目前的過濾系統;在有缺口的地方升級。
- 針對您最高風險系統實施第 6 節的專用預防性維護檢查清單。
- 若您遵循這些指引仍持續堵塞,請申請現場施用審核——經驗豐富的噴灑工程師常能找出遠端診斷無法察覺的不明顯原因(如流量停滯區、局部腐蝕、熱循環效應)。
工業噴嘴系統對製程性能、品質與效率至關重要。此處所述的預防方法——結合妥善設計、系統性維護與數據驅動決策——將噴嘴從長期的維護頭痛轉變為可靠且可預測的營運組成部分。