





2026年造紙業噴嘴採購檢查清單:每位工程師必須了解的5大關鍵指標
您將學到什麼: 如何利用五項經過實地驗證的績效指標,評估用於造紙機濕端、塗層、保濕及清潔應用的工業噴嘴,這些指標直接影響運轉時間、紙張品質及總擁有成本。
- 1. 1.簡介:為何噴嘴選擇仍導致30%的非計畫停機時間
- 2. 2.指示器 #1:變壓下流量穩定性(±5% 容差)
- 2.1. 2.1 為何這在造紙製造中很重要
- 2.2. 2.2 工程實境:壓力下流動≠線性
- 2.3. 2.3 採購規範語言
- 3. 3.指標#2:網寬噴霧圖案均勻度(CV <15%)
- 3.1. 3.1 定義圖案一致性
- 3.2. 3.2 現場資料:非均勻模式的成因
- 3.3. 3.3 部署前如何測試圖案一致性
- 4. 4.指標 #3:耐磨材料與總擁有成本的比較
- 4.1. 4.1 造紙業穿著挑戰
- 4.2. 4.2 總擁有成本(TCO)計算
- 4.3. 4.3 材料選擇表
- 4.4. 4.4 採購規範語言
- 5. 5.指標 #4:高固體白水系統中的抗堵塞性
- 5.1. 5.1 為什麼紙本申請容易堵塞
- 5.2. 5.2 提升防堵塞性的設計特徵
- 5.3. 5.3 現場驗證:堵塞率測試
- 5.4. 5.4 採購規範語言
- 6. 6.指標 #5:蒸汽與化學劑在塗層應用上的相容性
- 6.1. 6.1 為何材料相容性不可妥協
- 6.2. 6.2 材料相容矩陣
- 6.3. 6.3 現實世界失效範例
- 6.4. 6.4 採購規範語言
- 7. 7.採購決策矩陣
- 8. 8.工程師常見的規格錯誤
- 8.1. 錯誤 #1:只指定流量與噴射角度
- 8.2. 錯誤 #2:未經獨立驗證就信任目錄資料
- 8.3. 錯誤 #3:在未進行 TCO 分析的情況下選擇成本最低的噴嘴
- 8.4. 錯誤 #4:忽略多噴嘴陣列中噴嘴間的重疊
- 8.5. 錯誤 #5:未標明安裝方向的容差
- 8.6. 錯誤 #6:僅根據泥漿磨蝕性來指定材料
- 9. 9.常見問題
- 9.1. Q1:我可以在紙張應用中使用一般工業噴嘴嗎?
- 9.2. Q3:我應該在整台機器中統一使用一種噴嘴類型嗎?
- 9.3. Q4:在決定前,測試新噴嘴設計的最佳方式是什麼?
- 9.4. Q5:我可以改裝現有的噴嘴頭段,換裝更高性能的噴嘴嗎?
- 9.5. Q6:我該如何計算升級為碳化物噴嘴的投資報酬率?
- 9.6. Q7:我應該要求噴嘴供應商提供哪些文件?
- 9.7. Q8:空氣霧化噴嘴值得為塗層而花費壓縮空氣的成本嗎?
- 10. 10.結論與後續行動
- 10.1. 立即行動項目
- 10.2. 我們能如何幫忙
1.簡介:為何噴嘴選擇仍導致30%的非計畫停機時間
在我們與北美及歐洲造紙廠合作時,我們記錄到噴嘴故障——無論是因磨損、堵塞或噴霧模式不一致——約佔意外濕端停機時間的30%。根本原因很少是噴嘴本身;這是操作條件與採購時噴嘴規格不匹配的問題。
本指南綜合塗層線、舊段及洗滌系統的現場數據,呈現五項可測量指標,以預測造紙製造環境中噴嘴的性能。與一般工業噴霧指南不同,我們專注於紙張特有的挑戰:白水循環穩定性達2–8%、高速網速(1,200–2,000公尺/分鐘)、嚴格的濕度曲線容差(±2% CD),以及等級間快速更換的需求。
這些指標的不同之處: 每個指標都有根據實際紙機性能數據得出的門檻,而非製造商的行銷宣稱。你將了解如何在全面部署前測試這些指標,以及如何撰寫採購規範以讓供應商負責。
最後,你將擁有一個決策矩陣,能立即應用於2026年的資本與維修預算。
2.指示器 #1:變壓下流量穩定性(±5% 容差)
2.1 為何這在造紙製造中很重要
造紙機液壓系統很少能維持恆定壓力。泵浦磨損、其他區域的同時需求,以及白水固體含量波動,導致壓力波動±10–20 PSI。如果噴嘴流量在這個壓力範圍內變化超過±5%,你會看到:
- CD濕度條紋(塗層重量變化>3%)
- 線材上不均勻的纖維墊形成
- 新聞版的補濕或乾地
根據我們的現場測量,40–60 PSI 運作、流量穩定性±5%的塗層噴嘴,能提供不超過±2 g/m²的CD塗層重量輪廓。噴嘴流量變化超過±8%時,產生的輪廓數超過±4 g/m²,觸發品質保齡。
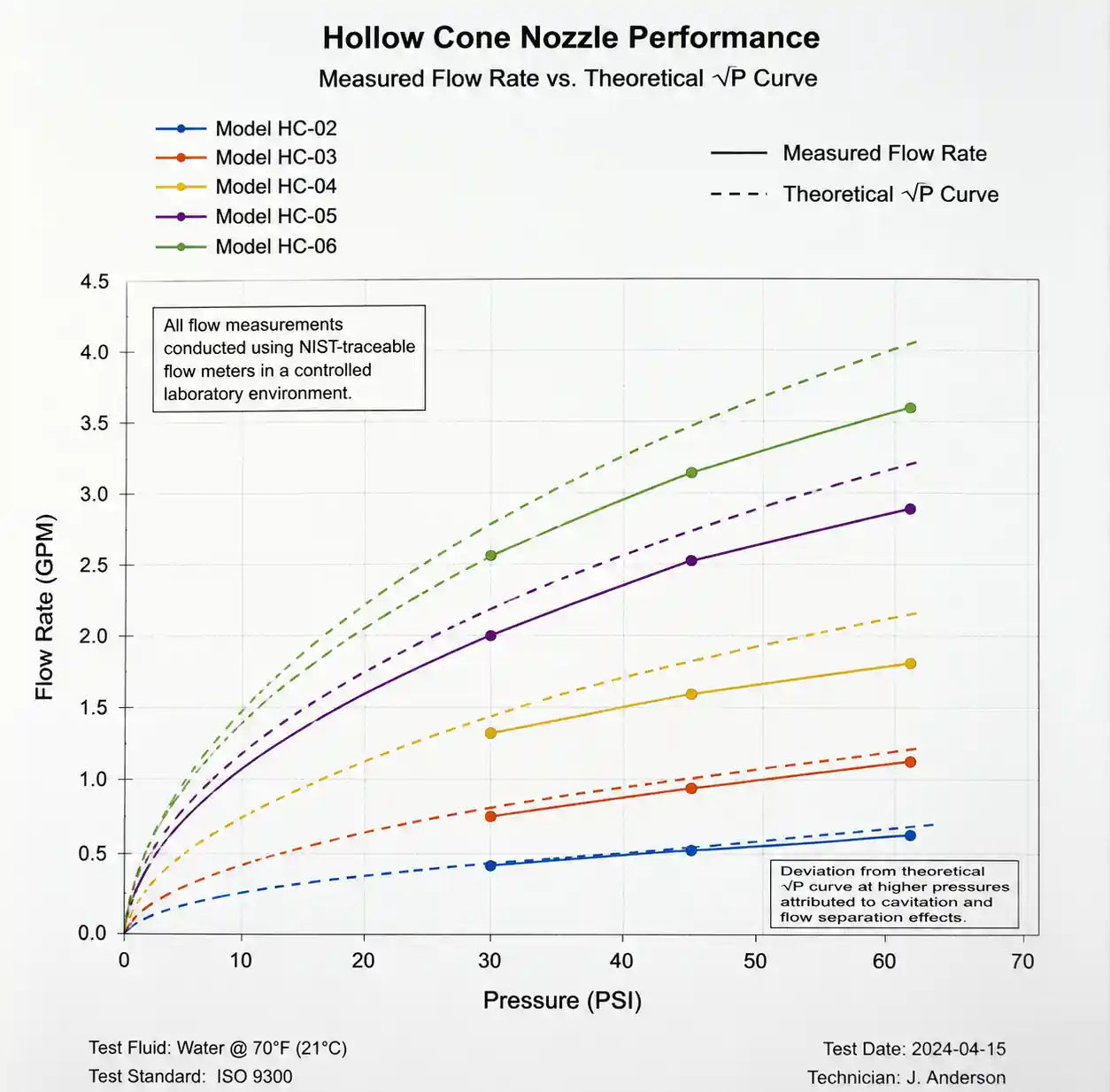
2.2 工程實境:壓力下流動≠線性
大多數工程師都知道平方根關係:Q = k√P。但在紙本應用中,噴嘴內部幾何(尤其是中空錐形設計中的渦旋室)會產生非理想行為。我們測試了五款中空錐形噴嘴,壓力分別為30、45和60 PSI。其中三顆顯示出因低壓流分離及高壓空蝕而產生的流動偏差>12%)。
實務測試: 需求流量數據,涵蓋最低、名義及最大操作壓力。計算變異係數(CV)。除非你的製程能接受這種變化,否則拒絕CV>5%的噴嘴。
2.3 採購規範語言
請在您的RFQ中包含以下內容:
「供應商應提供經認證的流量測試數據,適用於30、45及60 PSI(或操作範圍±20%),使用20°C水。 全範圍流量變化不得超過標稱值的±5%。測試報告必須包含孔徑、測試液黏度,以及可追溯至NIST或同等機構的流量測量設備校準證書。」
這迫使供應商提供真實數據,而非目錄曲線。
3.指標#2:網寬噴霧圖案均勻度(CV <15%)
3.1 定義圖案一致性
噴霧圖案均勻度衡量液體在噴霧錐或風扇內的均勻分布情況。在紙本應用中,均勻性差會導致:
- 日曆卡住(高密度區域塗層堆疊)
- 可運行性問題(網在濕度不足邊緣斷裂)
- 不透明度變化(噴灑不足區域的纖維絮凝)
我們以目標距離噴霧寬度下測量的衝擊壓力變異係數(CV)來定義均勻性。CV <15% 對大多數塗層和保濕應用來說是可接受的。CV >20% 則不可接受。
3.2 現場資料:非均勻模式的成因
透過噴霧測試和水敏感紙張分析,我們找出三個主要原因:
-
加工孔口邊緣的公差: 毛刺或橢圓形孔口可偏轉噴霧。加工至<0.005毫米公差的孔徑顯示8–12%的CV。具有>0.015毫米的孔徑顯示18–25%的孔徑。
-
渦流室不對稱性: 空心錐形與全錐形噴嘴依賴切向進氣口。如果進氣口的距離不等或大小不相同,渦流就會失衡。我們測量了一個22°不對稱的離岸噴嘴,產生31%的CV。
-
下游干擾: 將噴嘴安裝得太靠近網狀或其他噴嘴會扭曲噴霧。保持噴霧角度距離至少1.5倍於蜘蛛網。
3.3 部署前如何測試圖案一致性
水敏紙法: 將防水紙垂直於噴霧的操作距離安裝。噴霧0.5至1秒。掃描紙張並使用 ImageJ 或類似工具分析像素強度。計算標準差和CV。
圖案器方法: 使用分段收集盤(噴霧寬度為20–40段)。收集噴霧30秒,測量每段體積,計算CV。
接受標準: CV <塗層與濕潤為15%;CV <用於洗滌與清潔(此處絕對均勻性較不為關鍵)。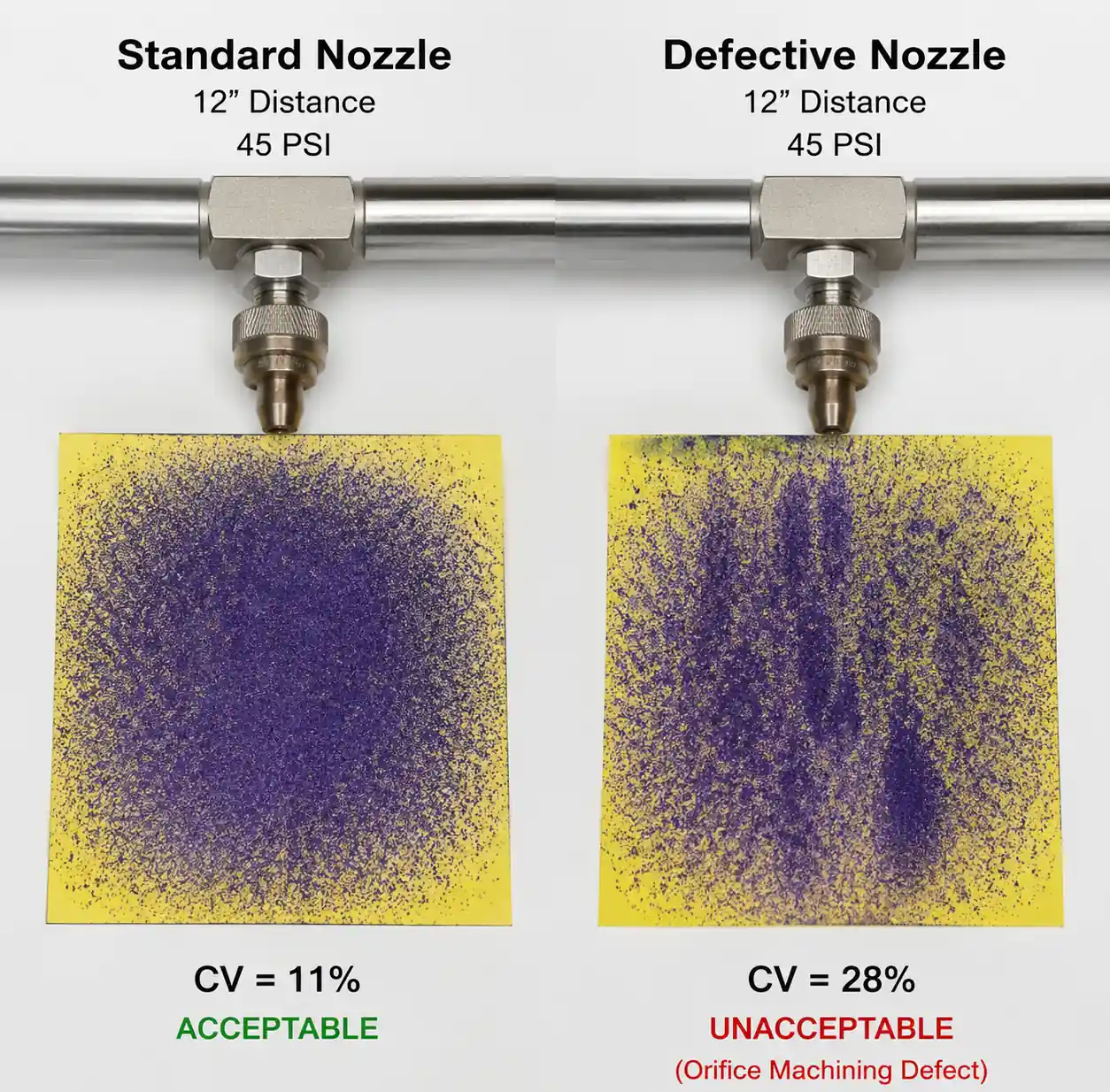 ### 3.4 採購規範語言>「噴嘴噴霧模式均勻性應達到變異係數(CV)使用圖案器測量時,在指定安裝距離下,使用至少20個收集段的圖案器測量。<供應商應提供包含原始數據及計算方法的測試報告。」
4.指標 #3:耐磨材料與總擁有成本的比較
4.1 造紙業穿著挑戰
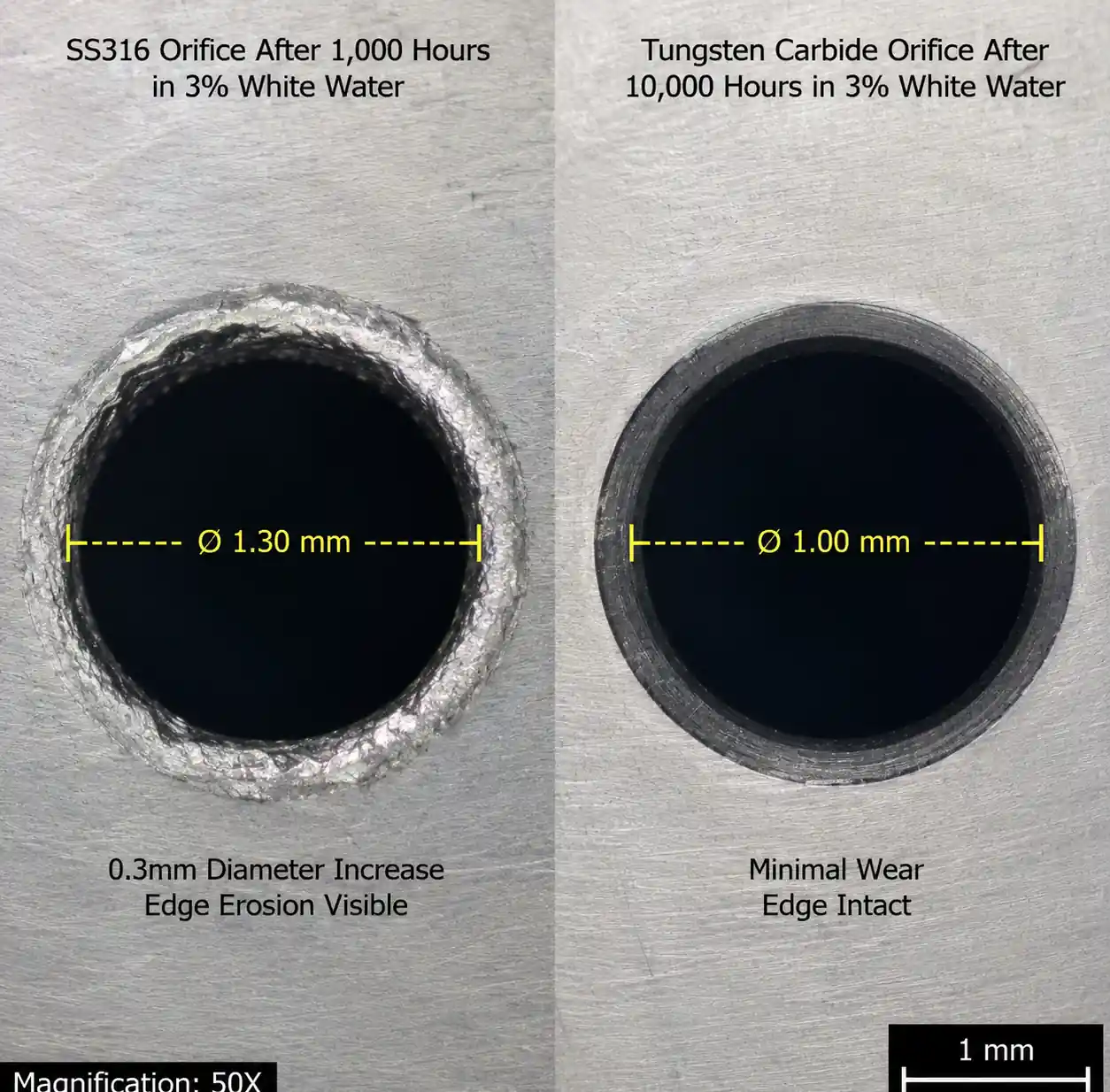
白水系統含有碳酸鈣填充物、斷裂纖維,以及作為磨蝕性漿液的塗層顏料。即使在中等速度(孔口5–8公尺/秒)下,這些粒子也會侵蝕噴嘴內部結構。隨著孔口擴大,流量增加,噴霧角度變窄,圖案均勻性下降。
從三座磨坊的維護紀錄中,我們發現:
- 不鏽鋼316噴嘴: 800–1,200 小時的運作時間,流量漂移超過+10%
- 硬化鋼(HRC 60+): 2,000–3,000小時
- 碳化鎢: 8,000–12,000小時
- 碳化矽: 10,000–15,000 小時(但脆弱;易因壓力尖峰而裂開)
4.2 總擁有成本(TCO)計算
購買價格僅為總營運成本的20–30%。實際成本是:
TCO = (購買價格 + 安裝人工) + (更換頻率×停機成本) + (因性能下降造成的品質損失)
讓我們比較兩種塗層噴嘴40個噴嘴、全年運作340天、每天20小時的塗層系列:
| 材料 | 單價 | 服役年限(小時) | 替換球員/年度 | 停機/替換 | 年度總成本 |
|---|---|---|---|---|---|
| SS316 | 35美元 | 1,000 | 6.8 | 30分鐘 | $2,380 + $8,160 = $10,540 |
| 碳化鎢 | $185 | 10,000 | 0.68 | 30分鐘 | $12,580 + $816 = $13,396 |
分析: 在這種情況下,SS316 雖然更換更頻繁,但價格似乎更便宜。然而,此模型省略了品質損失。在 800 至 1,000 小時內,磨損的 SS316 噴嘴會產生塗層重量變化,導致浪費增加 0.3%。對於一條每天產300噸、每噸800美元生產的生產線來說,68天×720美元 = 48,960美元的品質相關損失。
調整後的 TCO:
- SS316:$10,540 + $48,960 = $59,500
- 碳化鎢:$13,396 + $4,896(曝露的10%)= $18,292
碳化物每年節省41,208美元。
4.3 材料選擇表
| 材料 | 硬度 | 相對磨損壽命 | 成本倍數 | 最佳應用 | 限制 |
|---|---|---|---|---|---|
| SS316 | HRC 25 | 1× | 1× | 乾淨的水,低固體(<0.5%) | 激流中的快速磨損 |
| 硬化鋼 | HRC 60 | 2.5× | 1.8× | 中等固體(0.5–2%) | 還是會磨損,需要監控 |
| 碳化鎢 | HRA 89 | 10× | 5× | 高固形物(2–8%)、磨蝕性顏料 | 高昂的前期成本 |
| 碳化矽 | HRA 94 | 12× | 6× | 極端磨損,酸性介質 | 脆性;避免壓力飆升 |
| 陶瓷(Al₂O₃) | HRA 85 | 8× | 4× | 塗層漿液,影響中等 | 斷裂韌性低於硬質合金 |
關鍵見解: 對於固體含量>2%的白水系統,碳化物或陶瓷在4至8個月內可透過減少停機時間與品質損失回收。
4.4 採購規範語言
「噴嘴濕潤元件應由碳化鎢(WC-CO級,最低HRA 89)或碳化矽(燒結SiC,最低HRA 94)製造。供應商在噴灑3%濃度白水、50 PSI時,應提供材料認證及預期使用壽命。
5.指標 #4:高固體白水系統中的抗堵塞性
5.1 為什麼紙本申請容易堵塞
白水循環引入:
- 纖維束: 2–5 毫米長的纖維素集合體
- 塗層凝集物: 碳酸鈣或黏土團塊,厚度可達1毫米
- 微生物生物膜: 在低速區域堆積的黏液
孔徑<2毫米的噴嘴尤其容易受損。單束纖維束卡在渦流室中可使流量減少40%或完全阻塞孔口。
根據四座磨坊的維護記錄,堵塞原因:
- 15–25% 所有噴嘴相關服務呼叫
- 平均反應時間:45分鐘(含關機、噴嘴拆卸、清潔、重新安裝及重新啟動)
- 每次事件成本:$1,200–$2,500(停機時間+人工)
5.2 提升防堵塞性的設計特徵
1.孔徑≥2.5毫米: 有孔口的噴嘴≥2.5毫米,很少因造紙廠白水堵塞。如果你的應用需要更細的霧化,可以使用氣霧化噴嘴,液態通道較大。
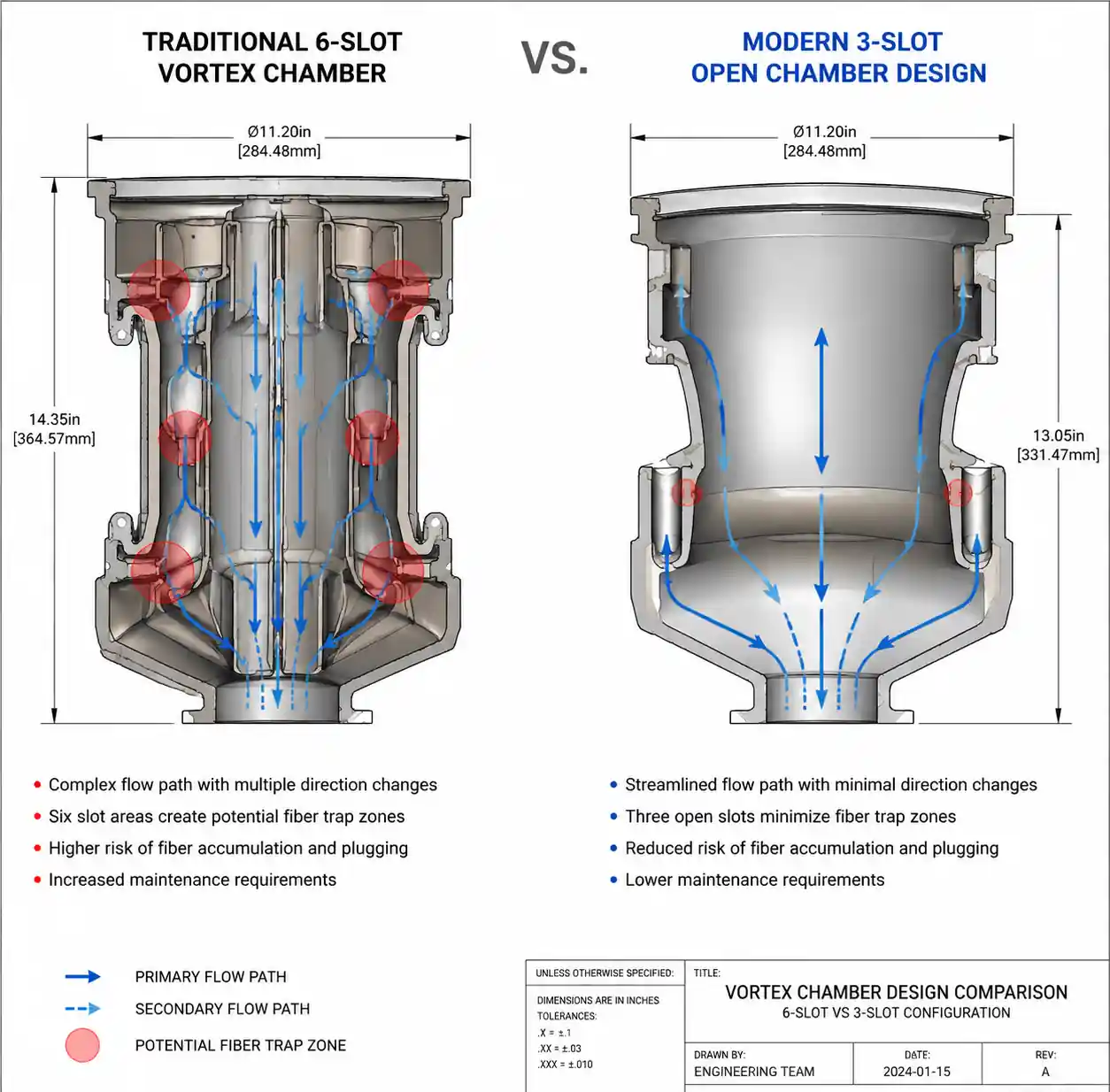
2.開放式渦旋室設計: 傳統空心錐形噴嘴使用切線槽來捕捉纖維。「開放式腔室」設計,較少且較大的進氣口,能將堵塞頻率降低60–70%。
3.自清潔孔洞幾何結構: 部分全錐形設計採用錐形孔口,能產生局部速度尖峰,幫助排出卡住的粒子。
4.直列濾網尺寸正確: 濾網應為最小噴嘴孔徑的60–70%。對於2.5毫米的孔洞,請使用40–50網(1.5–1.75毫米的開口)。細網比噴嘴本身堵塞更快。
5.3 現場驗證:堵塞率測試
在決定噴嘴設計前,先在白水系統中進行200小時的試用。衡量標準:
- 平均堵塞間隔時間(MTBC): 目標為可接受性能需 >500 小時
- 清洗後流量恢復: 應回復至原始流量的3%以內
- 壓力降隨時間增加: 逐漸累積表示即使未完全阻塞,也表示內部有污垢
有一台磨機將1.5毫米渦旋噴嘴(MTBC = 120小時)改為3.0毫米全錐形噴嘴(MTBC = 1,200小時)。每年因堵塞造成的停機時間從68小時降至6小時,每年節省24萬美元。
5.4 採購規範語言
「噴嘴應具備直徑≥2.5毫米的孔口,並採用開放式渦流室設計,且不超過三個切向進氣槽。供應商應提供白水測試中平均堵塞間隔(MTBC)數據,且一致性為2–4%,或提供200小時田野驗證的試驗單元。」
6.指標 #5:蒸汽與化學劑在塗層應用上的相容性
6.1 為何材料相容性不可妥協
塗層及尺寸壓制噴嘴通常處理:
- 熱塗層漿料: 60–80°C(140–176°F)
- 酸性pH修飾劑: pH 3–5(檸檬酸、磷酸)
- 鹼性清潔化學品: pH 11–13(氫氧化鈉、碳酸鈉)
- 蒸汽冷凝液: 溶解氧與二氧化碳會產生碳酸
不相容材料在三種模式下失效:
- 化學攻擊: 酸溶解不鏽鋼焊縫;鹼性會攻擊鋁
- 熱應力裂紋: 快速的溫度循環(20°C → 80°C → 20°C)使金屬疲勞或陶瓷裂紋
- 電鍍腐蝕: 不同金屬(例如黃銅本體 + SS316 內嵌件)在電解塗層流體的界面會腐蝕
根據對35個塗層噴嘴的失效分析,60%的過早失效(未達到預期壽命)是化學或熱損壞造成的,而非磨蝕性。
6.2 材料相容矩陣
| 化學/狀況 | SS316 | 哈斯特洛伊C | 碳化鎢 | SiC 陶瓷 | PTFE內襯 |
|---|---|---|---|---|---|
| pH 3–5(弱酸),70°C | 公平(坑位風險) | 太好了 | 太好了 | 太好了 | 很好 |
| pH 11–13(苛性),80°C | 很好 | 太好了 | 好(連同束縛者攻擊) | 太好了 | 太好了 |
| 氯化物>500 ppm | 可憐的 | 太好了 | 很好 | 太好了 | 太好了 |
| 蒸汽(180°C) | 好(需要減壓) | 太好了 | 太好了 | 公平(熱衝擊風險) | 不推薦 |
| 磨蝕性 + 酸性 | 可憐的 | 太好了 | 太好了 | 太好了 | 可憐的 |
關鍵見解: 若塗覆磨料顆粒且pH值為<6,應指定碳化鎢搭配鈷結合劑<6%),或碳化矽搭配耐腐蝕外殼。
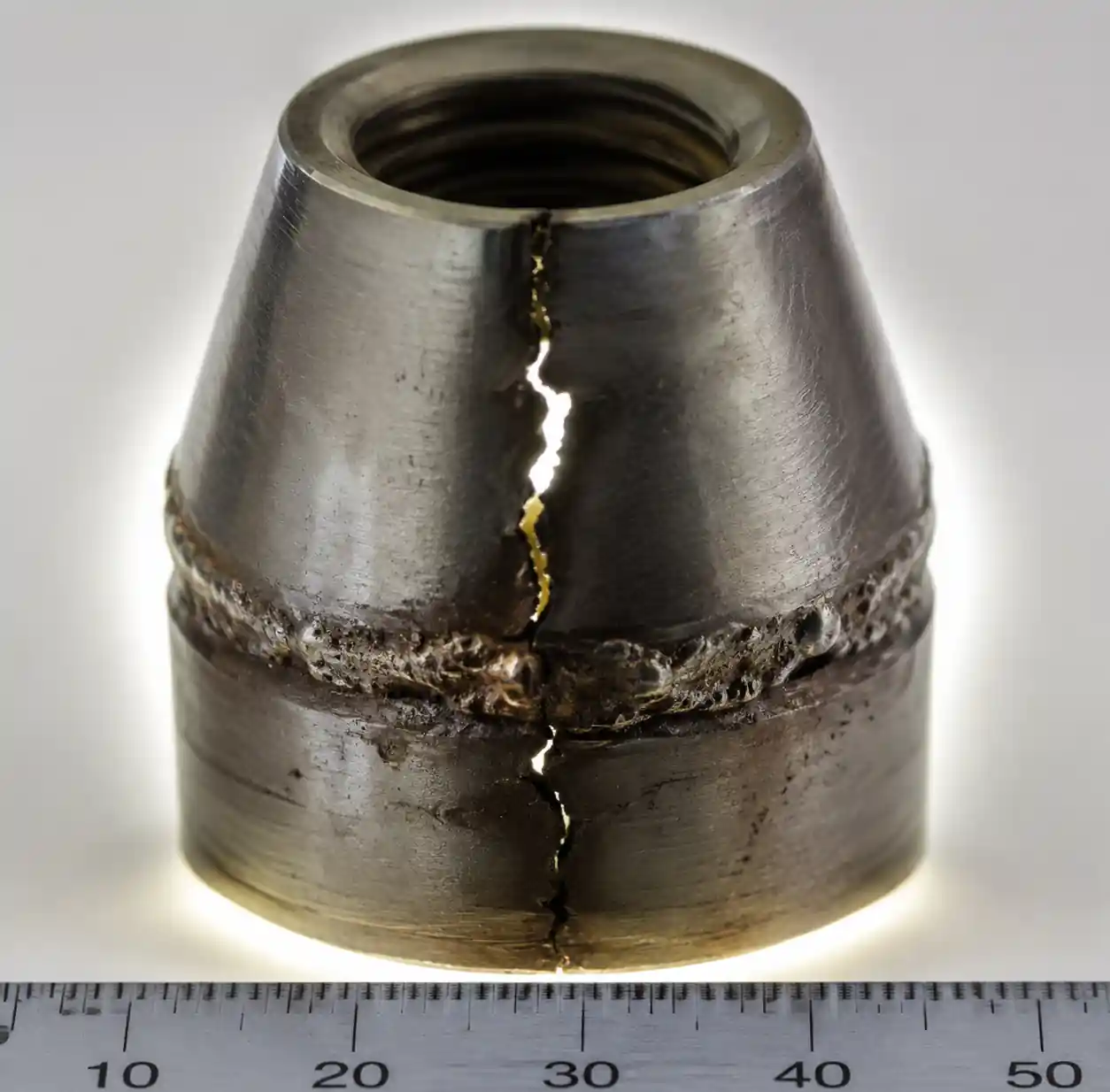
6.3 現實世界失效範例
工廠在預先計量的塗層系統上安裝標準的 SS316 空心錐形噴嘴。塗層化學成分包括檸檬酸(pH 4.2)及35%碳酸鈣,且濃度為75°C。 400小時後,噴嘴顯示:
- 焊縫處的顆粒間腐蝕
- 流量增加 18%(孔口因腐蝕+磨損而擴大)
- 模式扭曲(非對稱渦流室侵蝕)
更換為 Hastelloy C-276 噴嘴後,消除了腐蝕問題。服役壽命超過8,000小時,僅有磨蝕磨損。
6.4 採購規範語言
「噴嘴材料必須在pH [X]和[Y]°C下證明與[特定化學名稱]相容,且至少可操作5,000小時。供應商應依照ASTM G48(點蝕)或ASTM G31(浸入)或同等ISO標準提供腐蝕測試數據,或須以書面形式保證材料性能。」
7.採購決策矩陣
使用此矩陣將您的應用需求轉換為特定的噴嘴規格:
| 應用區 | 流量穩定性 | 圖案均勻性 | 材料 | 防堵塞 | 化學相容性 | 推薦噴嘴類型 |
|---|---|---|---|---|---|---|
| 濕式淋浴(清潔電線) | ±10% OK | 履歷 <20% | SS316 | 高(3.0+ 毫米) | 中性水 | 全錐體,大孔洞 |
| 預計量塗層 | ±3% 要求 | CV <12% | 碳化鎢 | 中等(2.5 毫米) | 酸性漿液 | 中空錐體,硬化 |
| 尺寸壓濕 | ±5% 要求 | 履歷 <15% | SS316 或陶瓷 | 中等(2.5 毫米) | 澱粉,溫和鹼性 | 扁扇還是全錐形 |
| 日曆濕潤 | ±5% 要求 | 履歷 <10% | SS316 | 低(精細霧化OK) | 乾淨的水 + 蒸汽 | 空氣霧化 |
| 破胸稀釋 | ±15% OK | 履歷 <25% | SS316 | 非常高(5.0+ 毫米) | 中性、高固體 | 開放噴射或寬角錐 |
如何使用這個矩陣:
- 識別你的應用區域(列)
- 注意所需的效能門檻(第2至6欄)
- 與推薦噴嘴類型(第7欄)交叉比對
- 使用第 2 至 6 節的規格語言自訂您的 RFQ
8.工程師常見的規格錯誤
錯誤 #1:只指定流量與噴射角度
問題: 兩個流速與角度相同的噴嘴,均勻度、耐用度及抗堵塞性可能有極大差異。
解決方案: 請務必指定本指南中至少四個指標。
錯誤 #2:未經獨立驗證就信任目錄資料
問題: 目錄流量曲線常在理想條件下以20°C的清水產生。在高溫、黏性或含顆粒流體的實際表現上,差異約10–30%。
解決方案: 要求依照您的操作條件提供認證測試數據,或在正式訂購前堅持試用。
錯誤 #3:在未進行 TCO 分析的情況下選擇成本最低的噴嘴
問題: 一個每6個月壞一次、價值30美元的噴嘴,比一個150美元的噴嘴還要貴,且能用五年。
解決方案: 使用第4.2節的TCO公式。包含停機時間成本、品質損失與人力。
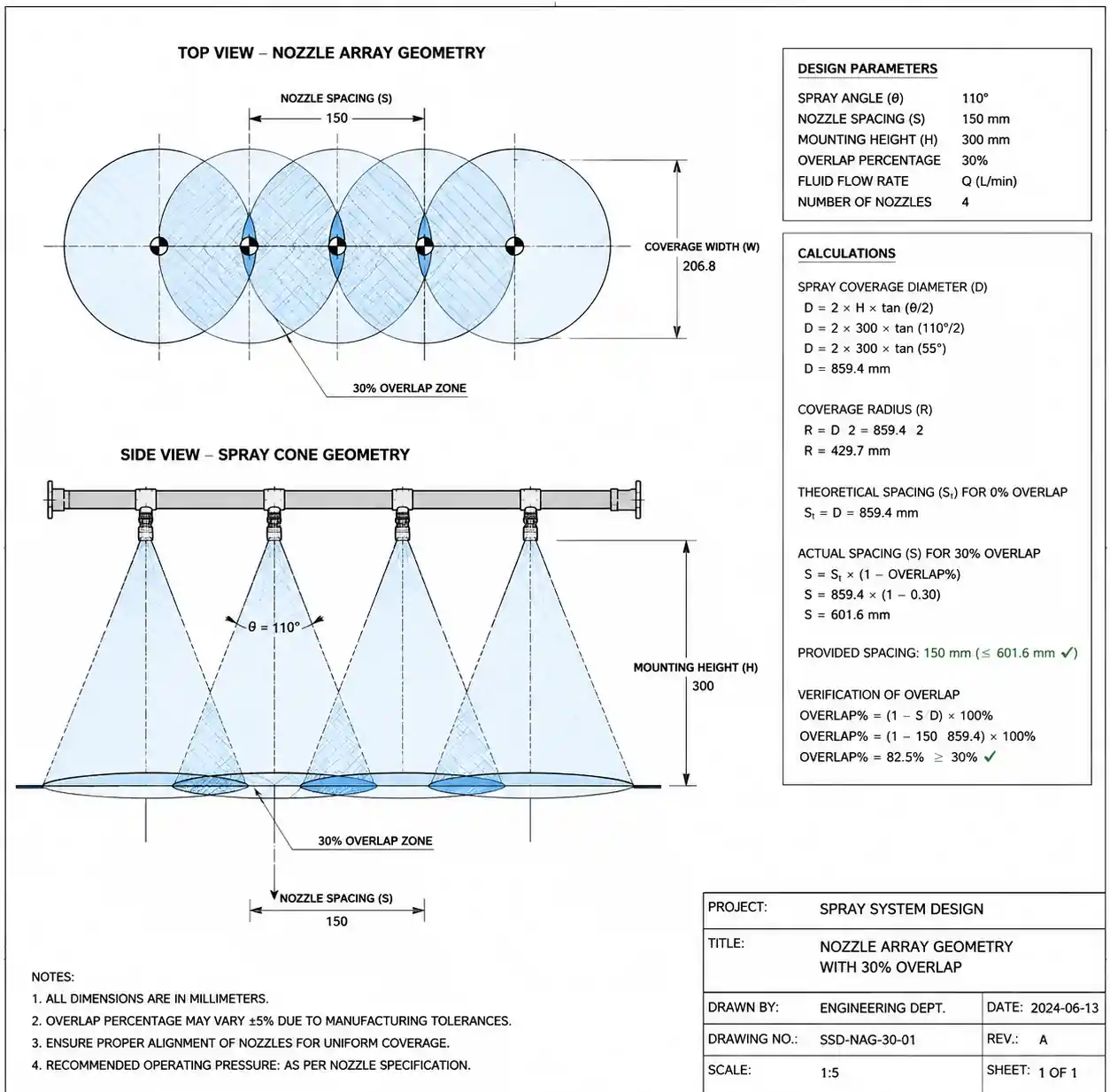
錯誤 #4:忽略多噴嘴陣列中噴嘴間的重疊
問題: 即使是均勻的噴嘴,如果間距錯誤,也會造成不均勻的覆蓋範圍。噴嘴間會出現塗層條紋。
解決方案: 計算所需重疊度,使用以下方法:重疊百分比 = 100 ×(1 - 間距 / (2 × tan(噴霧角/2) ×距離)))。塗層目標為30–50%的重疊。洗滌時,15–25%就足夠了。
錯誤 #5:未標明安裝方向的容差
問題: 噴嘴偏軸安裝>5°會產生不對稱圖案,導致塗層重量輪廓改變。
解決方案: 指定安裝對準公差(通常±塗層為2°,清潔為5°±)。安裝時使用定位夾具。
錯誤 #6:僅根據泥漿磨蝕性來指定材料
問題: 工程師選擇碳化物作為磨料用途,卻忽略腐蝕化學成分。碳化鎢中的鈷結合劑溶解於強鹼中。
解決方案: 交叉檢查材料是否同時具備磨損(第4節)與化學相容性(第6節)。
9.常見問題
Q1:我可以在紙張應用中使用一般工業噴嘴嗎?
A: 只有當白水固體含量<0.5%且能容忍頻繁堵塞事件時。一般工業用噴嘴是針對乾淨流體優化的。專用設計(較大通道、開放式渦流室)能減少堵塞頻率60–80%。### Q2:在性能下降前,我應該多久更換一次噴嘴?A: 每月監測流量。當流量偏移>比基準值8%或目視檢查顯示孔口擴大>0.1毫米時,請更換。對於碳化物噴嘴,在3%白水中、50 PSI,通常在8,000至12,000小時內發生。SS316預計可使用800至1,200小時。
Q3:我應該在整台機器中統一使用一種噴嘴類型嗎?
A: 不。不同區域有不同的要求。濕式淋浴間需要抗阻塞性(大孔洞)。塗層噴嘴需要圖案均勻性(精密加工)。尺寸壓機噴嘴需要耐化學性(防腐蝕合金)。利用第7節的決策矩陣,將噴嘴規格與區域需求相匹配。
Q4:在決定前,測試新噴嘴設計的最佳方式是什麼?
A: 在機器的一個區域進行200小時的實地測試。測量:(1) 在三個時間點的流量以檢查穩定性,(2) 使用水敏紙測量噴霧圖案的CV,(3) 每100小時的堵塞事件,(4) 目視檢查是否有腐蝕或磨損。拿你現在的噴嘴來比較。只有當新設計在至少一項指標上提升≥20%,且不影響其他指標時,才可放大。
Q5:我可以改裝現有的噴嘴頭段,換裝更高性能的噴嘴嗎?
A: 通常可以,只要螺紋大小和噴霧角度一致。不過,請確認:(1) 在你的操作壓力下換了新的噴嘴流量——頭段可能需要重新平衡流量,(2) 新噴嘴長度不會干擾網狀物或鄰近設備,(3) 安裝方向(有些噴嘴必須直立安裝以防止排水)。大多數磨機成功將碳化物嵌件改裝到現有的不鏽鋼頭段中。
Q6:我該如何計算升級為碳化物噴嘴的投資報酬率?
A: 使用這個簡化公式:
年度節省 = (目前更換頻率 - 新更換頻率) × (噴嘴成本 + 停機成本 + 品質損失)
範例:40 個噴嘴,目前每 1,000 小時更換一次(每年 6.8 ×),升級至 10,000 小時的噴嘴(每年 0.68 ×)。停機成本 = $400/小時,品質損失 = $200/活動。
- 目前:6.8 ×(35 + 200 + 200 美元)= 2,958 美元/噴嘴 = 118,320 美元/年
- 升級:0.68 ×($185 + $200 + $50)= $296/噴嘴 = $11,840/年
- ROI = ($118,320 - $11,840) / ($185 × 40) = $106,480 / $7,400 = 14.4× 第一年
回收期:0.8個月。
Q7:我應該要求噴嘴供應商提供哪些文件?
A: 最低可接受的包裹:
- 壓力範圍的認證流量測試數據(可追溯至國家計量標準)
- 材料認證(化學成分、硬度、產地)
- 噴霧模式測試報告(採樣器資料或含CV計算的水敏感紙張影像)
- 針對您特定液體及條件的預期使用壽命估算
- 包含扭力規格與方向要求的安裝圖紙
- 建議維護時程
Q8:空氣霧化噴嘴值得為塗層而花費壓縮空氣的成本嗎?
A: 只有在你需要液滴尺寸<50微米(紙張塗層中很少見)時才會考慮。大多數預先計量及葉片塗層系統搭配液壓噴嘴,產生80–150微米的液滴效果良好。空氣霧化噴嘴每個噴嘴消耗5–15 SCFM。以0.20美元/1000 SCF計算,換算是每瓶噴嘴4到12美元。20 支噴嘴每年運作 6,800 小時,壓縮空氣成本為 544,000 至 1,632,000 美元/年。液壓噴嘴的運作成本幾乎為零。只有在液壓系統無法達到所需霧化效果時,才使用空氣霧化。
10.結論與後續行動
噴嘴是小型零件,對造紙機運轉時間、紙張品質及營運成本有極大影響。本指南中的五個指標——流量穩定性、圖案均勻性、耐磨性、抗堵塞性及化學相容性——為直接影響您2026年預算與績效的採購決策提供了可衡量的框架。
立即行動項目
-
使用第7節的決策矩陣審核您目前的噴嘴庫存。識別現有噴嘴與應用需求不匹配的區域。
-
使用 4.2 節中的方法計算最高磨損區間的 TCO。量化升級為碳化物或陶瓷的商業理由。
-
更新您的RFQ範本,加入第2至6節的規範語言。需求認證的測試數據,不是目錄曲線。
-
在承諾全尺寸訂單前,安排任何新噴嘴設計的實地試驗。使用第5.3節的200小時測試規範。
-
實施每月流量監測,在影響品質前捕捉磨損相關的漂移。將警報閾值設為流量增加+8%。
我們能如何幫忙
我們的應用工程團隊已為全球超過 200 台造紙機安裝量身噴嘴尺寸。我們提供:
- 免費噴霧模式分析: 請將您的操作參數寄給我們,我們將推薦具有預測性能數據的噴嘴配置
- 現場噴灑審核: 我們將評估您目前的噴嘴性能並找出升級機會
- 客製化噴嘴設計: 適用於標準目錄噴嘴無法適用的獨特應用
- 磨損壽命測試: 加速漿液測試以預測白水化學中的使用壽命