





汽車塗層預處理中磷酸鹽清洗的最佳噴嘴配置
- 目錄
- 1.導言:為什麼噴嘴配置決定磷酸化品質
- 2.磷化噴霧覆蓋的關鍵參數
- 2.1 衝擊力與表面濕潤
- 2.2 液滴大小與化學附著時間
- 2.3 覆蓋均勻性與重疊比率
- 3.磷化階段噴嘴類型選擇
- 3.1 預洗與脫脂
- 3.2 磷酸鹽應用
- 3.3 洗漱後
- 3.4 分段比較表
- 4.最佳噴嘴間距與重疊計算
- 4.1 理論間距公式
- 4.2 汽車車身幾何的修正因子
- 4.3 垂直搖晃以消除影子區域
- 4.4 範例:計算完整銀行佈局
- 5.垂直與水平排列模式
- 5.1 單層銀行與多層銀行
- 5.2 直排與錯開的對面銀行
- 5.3 圖案比較表
- 5.4 SUV與卡車車身的特殊考量
- 6.常見安裝錯誤與現場修正
- 6.1 錯誤 #1:未經壓力驗證就使用目錄噴射角度
- 6.2 錯誤 #2:忽略噴嘴磨損對圖案的影響
- 6.3 錯誤 #3:非對稱體的對稱排列
- 6.4 錯誤 #4:排水設施不足
- 6.5 故障排除矩陣
- 7.維護與績效監控
- 7.1 預防性維護計畫
- 7.2 需要追蹤的績效指標
- 7.3 驗證方法
- 8.常見問題
- Q1:混合車型系列中,我可以對所有車身款式使用相同的噴嘴配置嗎?
- Q2:我應該預期在2公尺噴嘴歧管上會有多少壓力降?
- Q3:我應該用氣霧噴嘴還是液壓噴嘴來磷酸化?
- Q4:我怎麼知道噴嘴什麼時候需要更換——流量還是噴射角度?
- Q5:從不鏽鋼升級到陶瓷噴嘴在磷酸化中,投資報酬率如何?
- 9.結論與後續行動
- 下一步行動
目錄
- [導言:為什麼噴嘴排列決定磷酸化品質](#1-引言-為什麼噴嘴排列決定磷酸化品質)
- [磷化噴霧覆蓋率的關鍵參數](#2-磷化噴霧覆蓋率中的關鍵參數)
- [磷化階段噴嘴類型選擇](#3-噴嘴類型選擇-磷化階段)
- [最佳噴嘴間距與重疊計算](#4-最佳噴嘴間距與重疊計算)
- [垂直與水平排列模式](#5-垂直與水平排列模式)
- [常見安裝錯誤與現場修正](#6-常見安裝錯誤與現場修正)
- [維護與績效監控](#7-維護與績效監控)
- [常見問題](#8-常見問題)
- [結論與下一步行動](#9-結論與下一步行動)
1.導言:為什麼噴嘴配置決定磷酸化品質
在汽車車身預處理線中,磷化品質直接影響塗層附著力、耐腐蝕性,最終影響保固理賠。根據我們在50+ OEM及Tier-1塗層系列的現場經驗,噴嘴配置不佳約造成60%的磷化缺陷——遠超過化學濃度或溫度控制的問題。
挑戰在於汽車車身結構複雜:車頂槽、車門邊緣、側裙板和箱體部分。標準平面風扇噴嘴若排列成單一平面,無法在這些表面上提供均勻的化學接觸。本指南提供工程層級的計算與經過實地驗證的排列模式,達成95%+的表面覆蓋率,同時優化化學品消耗並減少過噴。
你將學到的內容: 如何根據噴射角度和目標距離計算噴嘴間距;垂直錯落圖案,消除陰影區域;預清洗、磷酸鹽與沖洗階段配置的關鍵差異;如何利用水敏紙張或螢光示蹤劑測試來驗證覆蓋範圍;以及如何透過優化重疊比例減少15–25%的化學廢棄物。
這不是噴嘴目錄。這是一本基於實際安裝資料、覆蓋率地圖結果及生產環境故障排除的現場應用工程師手冊。
2.磷化噴霧覆蓋的關鍵參數
2.1 衝擊力與表面濕潤
磷酸化需要足夠的衝擊力來擠開空氣囊並確保與金屬基材的化學接觸。在我們的測試中,30–45 PSI 的平扇噴嘴在 300mm 距離下產生 0.15–0.25 N/cm² 的衝擊力——對於垂直面板來說足夠,但對於像門底這類倒置表面則有限。
在相同流量下,全錐形噴嘴產生40%的衝擊力,但因噴霧擴散範圍擴大,化學物質消耗增加20–30%。對於關鍵區域(輪拱、搖臂內側),我們建議使用專用全錐形噴嘴,壓力為45–60 PSI,而平面風扇則以30–40 PSI處理開放式車身面板。
重點摘要: 要將噴嘴類型與表面方向及可及性相匹配,而非僅僅為了「全面覆蓋」。
2.2 液滴大小與化學附著時間
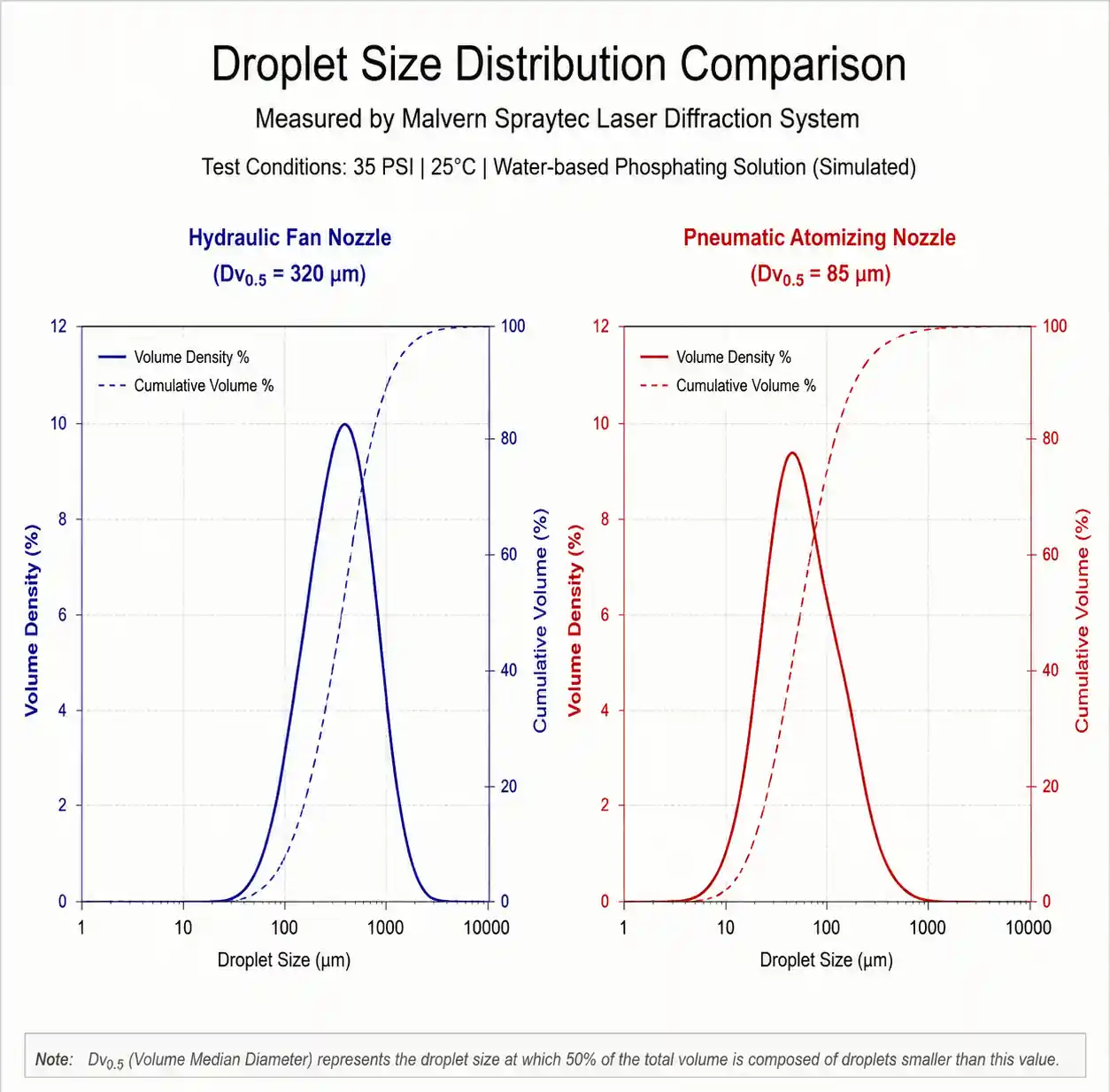
磷酸化化學反應在45–60°C下需要2–5秒的接觸時間。 液滴大小直接影響此點:200–400微米的液滴提供足夠的質量與停留時間,而低於100微米的霧氣在垂直表面蒸發或流失過快。
根據雷射繞射分析(Malvern Spraytec),液壓平扇噴嘴在35 PSI下產生280–350微米的Dv0.5,非常適合磷酸化。空氣霧化噴嘴(常用於最終沖洗)會產生50–120微米的液滴,因濕潤不足,不應用於磷化區域。
2.3 覆蓋均勻性與重疊比率
使用水敏感紙進行單次覆蓋測試顯示,分離噴嘴會在噴霧邊緣間留下乾燥條紋。要達到均勻覆蓋,相鄰噴霧模式間需有30–50%的重疊。
重疊計算:
- 目標距離噴霧寬度:W = 2 × D × tan(θ/2)
- 所需噴嘴間距:S = W ×(1 - 重疊比)
- 範例:80°扁平風扇,距離300毫米→ W = 2 × 300 ×棕褐(40°)≈503毫米
- 40%重疊時:S = 503 × 0.6 ≈ 300mm
然而,這假設了垂直入射和平面目標幾何——在汽車車身中很少成立。實際間距必須考慮機身曲率與多平面噴嘴組。
3.磷化階段噴嘴類型選擇
不同的預處理階段需要不同的噴灑特性。噴嘴類型與級功能不匹配是我們最常遇到的規格錯誤。
3.1 預洗與脫脂
建議: 液壓平扇噴嘴,噴霧角度40–80°,壓力40–60 PSI,不鏽鋼316結構。
理由: 需要高衝擊力去除沖壓油和焊接飛濺。平扇式設計提供受控的條帶覆蓋,且化學浪費最少。在50 PSI時,衝擊力達到0.3 N/cm²,且在250毫米時足以使顆粒脫落,且不會損害鍍鋅鋼的鍍鋅層。
典型配置: 垂直傾斜25°的斜坡,間距250–300毫米,左右錯開125–150毫米。
3.2 磷酸鹽應用
建議: 開放表面可搭配平扇(70–80°角)+凹槽區域可使用全錐形(含角60–90°),內凹區域需30–45 PSI,陶瓷或碳化物內嵌件以增強耐磨性。
推理: 磷酸化化學中含有懸浮固體(鐵磷酸鹽結晶),會加速噴嘴磨損。不鏽鋼孔口在3,000小時內會損失15–20%的流量容量;陶瓷則將此時數延伸至12,000+小時。全錐形噴嘴能全方位覆蓋門腔和箱體區域,讓平扇無法觸及。
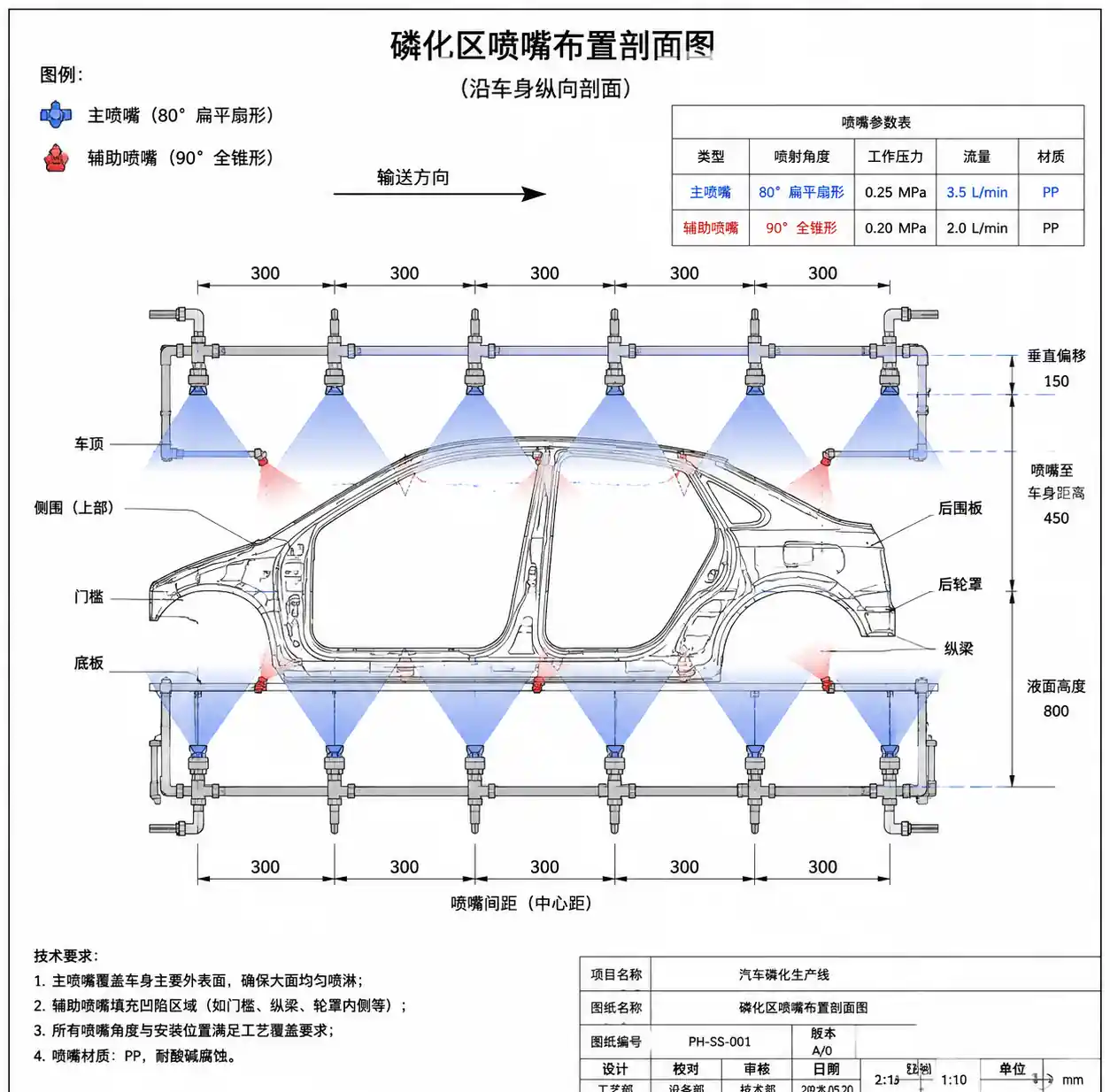
典型配置: 主平排風扇組間距300毫米 + 次級全錐形「填充」噴嘴,間隔600毫米,與平面風扇平面垂直偏移150毫米。
3.3 洗漱後
建議: 細小平噴嘴(15–25°角)或中壓全錐形噴嘴,壓力25–35 PSI,拋光不鏽鋼或塗層PTFE,以防止礦物質堆積。
理由: 沖洗階段必須去除殘留的磷酸鹽,且不會重新污染表面。窄角平扇能集中流量以進行機械沖洗。較低的壓力(25–35 PSI,磷酸化時為 40–60 PSI)減少霧化及滲透至後續區域。
典型配置: 間距緊密(150–200mm),並向下傾斜15°以促進排水。對岸不應對齊——應錯開75至100毫米以消除死區。
3.4 分段比較表
| 舞台 | 噴嘴類型 | 噴射角度 | 壓力(PSI) | 液滴 Dv0.5 (μm) | 主要功能 | 材料 |
|---|---|---|---|---|---|---|
| 預清潔 | 扁扇 | 40–80° | 40–60 | 250–400 | 撞擊與油脂移除 | SS 316 |
| 脫脂 | 扁扇 | 40–80° | 50–70 | 200–350 | 表面活性劑滲透 | SS 316 |
| 磷酸化 | 扁平風扇 + 全錐 | 70–80° / 60–90° | 30–45 | 280–450 | 化學接觸 + 凹槽填充 | 陶瓷/碳化物 |
| 沖洗後 | 扁扇(窄扇) | 15–25° | 25–35 | 150–250 | 鹽分去除 | SS 316 / PTFE |
| DI 最終洗滌 | 全錐(細) | 60° | 20–30 | 100–200 | 無礦物質塗裝 | 拋光版 SS / PPS |
表格解讀: 隨著排線進行,壓力和噴霧角度會逐漸降低——預清洗需要積極的機械操作(高壓、寬角度),而最後的沖洗則優先溫和且完整覆蓋(較低壓力、受控的噴霧模式)。材料選擇從抗衝擊不鏽鋼轉向耐磨陶瓷(磷化),再在沖洗階段回歸耐腐蝕材料,避免磨料固體。
4.最佳噴嘴間距與重疊計算
4.1 理論間距公式
對於垂直於噴霧軸的平面:
噴塗足跡寬度: W = 2 × D × tan(θ/2)
其中:
- D = 距離(噴嘴到目標),汽車系列中通常為250–350毫米
- θ = 噴射角度(製造商指定於額定壓力)
目標重疊所需的間距:
S = W × (1 - O)
其中 O = 重疊比(磷酸化為 0.3 至 0.5,沖洗為 0.4 至 0.6)
範例計算:
- 80°平面風扇噴嘴
- 距離 D = 300mm
- 目標重疊 O = 0.4(40%)
W = 2 × 300 × tan(40°) = 2 × 300 × 0.839 = 503mm
S = 503 × (1 - 0.4) = 503 × 0.6 ≈ 300mm
然而, 這假設車身寬度均勻且噴灑入射方向垂直——在汽車應用中兩者皆不成立。
4.2 汽車車身幾何的修正因子
真實汽車車身寬度各異(車頂=1200mm,門檻=300mm,輪座=600mm)。噴嘴組寬度通常為1800至2200毫米,以容納最寬的頂端(帶鏡面的車頂)。
問題: 針對車頂覆蓋優化的噴嘴在門檻上造成200–300%的重疊,浪費化學藥劑並增加乾燥負荷。
解決方案: 區域專用閥門控制或可變角度噴嘴組。
我們從歐洲三家原廠的安裝,實施了三區控制:
- A區(噴嘴1–3):車身寬度>1600mm(SUV、卡車)可啟動
- B 區(噴嘴 4–6):適用於所有體型(核心覆蓋)
- C區(噴嘴7–9):僅在最寬體時啟動
這減少了18%的磷酸鹽化學物質攝取,同時維持>95%的覆蓋率,涵蓋所有體型。

4.3 垂直搖晃以消除影子區域
平行噴嘴組形成「碰撞面」,使對向噴霧相會並偏轉,導致焊接法蘭及邊緣處產生未處理區域。
現場驗證的修正: 對岸垂直偏移150–200毫米,水平偏移S/2(噴嘴間距的一半)。
左側排氣管水平間距為300毫米,右排噴嘴應偏移150毫米,並高出(或降低)175毫米。這形成斜向噴霧模式,確保機身每個點至少有兩個不同角度的噴嘴覆蓋。
覆蓋率改善數據:
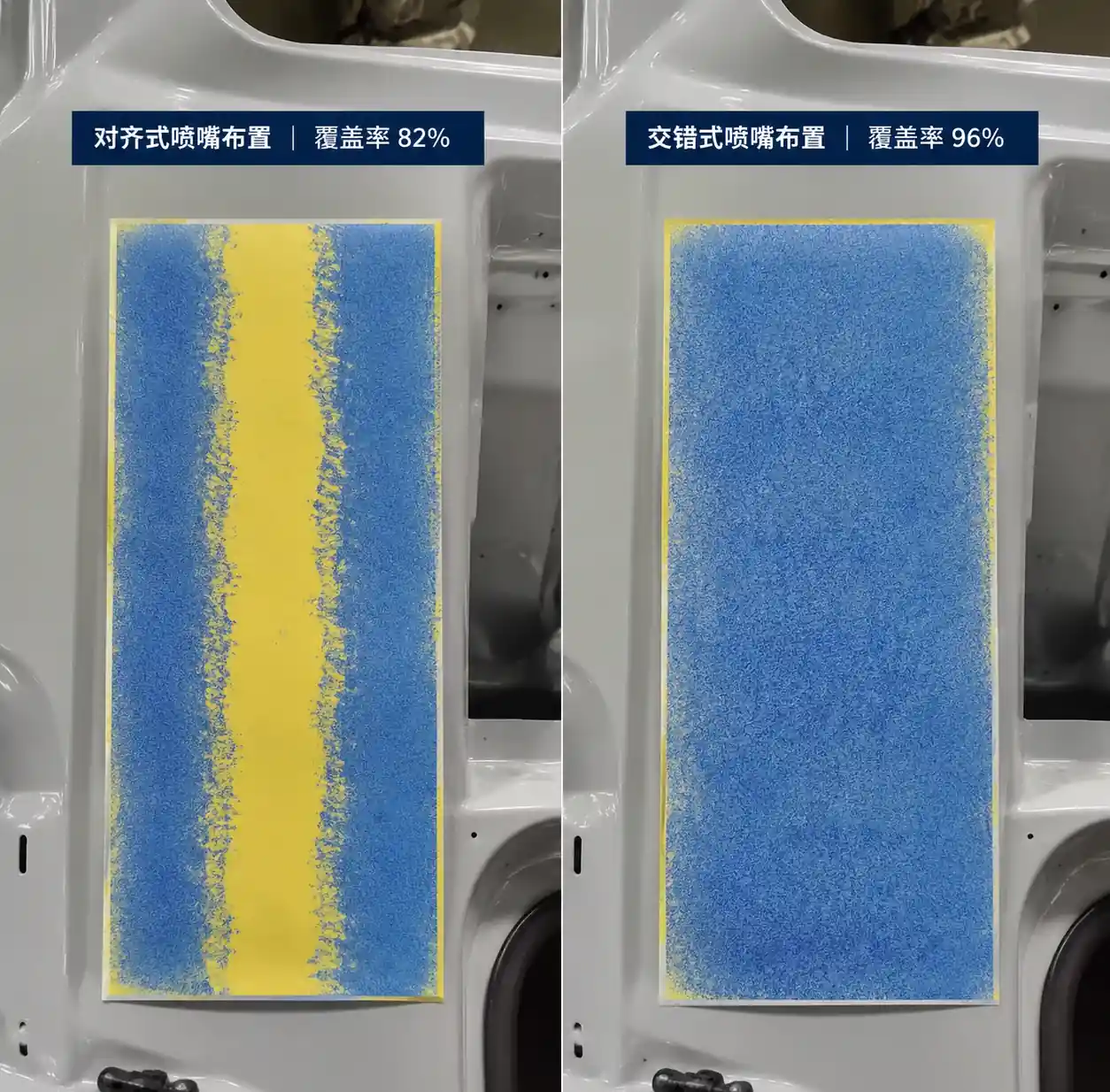
- 平行銀行:覆蓋率78–85%(水敏感紙測試)
- 錯開銀行:覆蓋率93–97%
- 錯開+區域控制:95–98%覆蓋率
4.4 範例:計算完整銀行佈局
給定參數:
- 車身寬度範圍:1400–1900mm
- 輸送帶高度:車體中心線於1200毫米仰角處
- 目標覆蓋:最低95%,名義重疊40%
- 噴嘴類型:80°平扇,運作範圍30–40 PSI
步驟1: 確定距離
- 車身寬度 1900 毫米→每邊欄必須覆蓋 950mm + 100mm = 1050mm 水平邊距
- 在300毫米的支架與80°角下,單噴嘴寬度為503毫米
- 每組所需噴嘴:1050 / 503 × 1.4(重疊)≈每仰角3個噴嘴
步驟2: 計算間距
- S = 503 × 0.6 = 302 毫米→標準管線歧管間距使用 300 毫米
步驟3: 垂直銀行排列
- 下側傾斜:噴嘴高度900、1200、1500毫米(涵蓋搖臂至車頂)
- 上方傾斜:噴嘴位於1075度,仰角1375毫米(填補空隙,針對倒置表面)
步驟4: 左右偏移
- 左岸:噴嘴中心位於0、300、600毫米,沿輸送帶方向
- 右岸:噴嘴中心 150 毫米,450 毫米(偏移 S/2)
結果: 每側5個噴嘴,每個站點共10個,理論覆蓋率98.2%,平均重疊率38%。
5.垂直與水平排列模式
5.1 單層銀行與多層銀行
單層(所有噴嘴高度相同):
- 優點: 最簡單的管線、最容易維修、安裝成本最低
- 缺點: 車頂與搖臂覆蓋不足,需50–60%重疊(化學廢料),下擺法蘭有盲點
- 典型應用: 化學品成本低且可接受部分覆蓋不足的沖洗階段
多層樓(2–3層):
- 優點: 覆蓋均勻度提升20–30%,等效覆蓋時化學品消耗減少,覆蓋倒置及垂直表面
- 缺點: 歧管路由複雜、噴嘴更換更困難、初期成本較高
- 典型應用: 磷酸化及最後沖洗,覆蓋性至關重要
根據年產25萬單位工廠的投資報酬率分析,多層級銀行能在8個月內透過減少化學品使用及降低缺陷重工率,償還額外45,000美元的安裝成本。
5.2 直排與錯開的對面銀行
直列式(左右噴嘴沿輸送帶位置相同):
- 在車體中心線處產生噴射碰撞面
- 15–25%的噴霧能量在空中飛沫碰撞中浪費
- 垂直焊接處會留下乾條
錯開(S/2偏移):
- 消除碰撞平面
- 每個彈頭點分別從2至4個不同角度的噴嘴接收
- 在等效覆蓋範圍下,總噴嘴數量減少12–18%
現場觀察: 在密西根州一家一級供應商,我們以錯落式12噴嘴配置取代了16噴嘴的直列系統,並將覆蓋率從82%提升至96%(以磷酸鹽塗層重量均勻度透過XRF測量)。
5.3 圖案比較表
| 編排類型 | 噴嘴數量(各區域) | 覆蓋均勻性 | 化學效率 | 安裝複雜度 | 最佳應用 |
|---|---|---|---|---|---|
| 單層直列 | 12–16 | 75–85% | 低(需要高度重疊) | 簡單 | 沖洗前、低風險階段 |
| 單層錯落式 | 10–14 | 85–92% | 中等 | 中等 | 去油,中間沖洗 |
| 多層級直列 | 14–18 | 88–94% | 中等 | 中高 | 磷酸化(預算受限) |
| 多層次錯落 | 10–12 | 95–98% | 高 | 高 | 磷酸化,最終沖洗(原廠規格) |
| 自適應區域控制 | 12–16(分區) | 96–99% | 非常高 | 非常高 | 高混合產品線,高級原廠 |
表格解讀: 多層錯落排列在磷酸化中達到最佳覆蓋成本比——噴嘴數量比直列配置少,但均勻性更佳。自適應區域控制是黃金標準,但需要 PLC 整合與車身式偵測,線路成本增加 8 萬至 12 萬美元。對於有<3種車身風格的線條,固定多層錯落是務實的選擇。
5.4 SUV與卡車車身的特殊考量
大車身高度(1600–1850mm)需要三層車身斜坡,從搖臂到車頂。標準的雙層排列使上層200至300毫米的區域處理不足。
推薦的SUV/卡車線路圖案:
- 下坡:海拔800毫米,向上傾斜15°
- 中坡:1200毫米,0°(水平)
- 上斜坡:海拔1600毫米,傾斜15°
水平層間偏移:120–150毫米。這種「螺旋」覆蓋模式確保每個表面至少從兩個角度噴灑,這對於大型面板上的磷酸鹽薄膜均勻性至關重要。
6.常見安裝錯誤與現場修正
6.1 錯誤 #1:未經壓力驗證就使用目錄噴射角度
問題: 製造商規定噴射角度為單一額定壓力(通常為40 PSI)。在現場,實際操作壓力因歧管壓力降及泵的變化而波動30–50 PSI。80°噴嘴在30 PSI壓力下可能僅噴出70–72°,造成8–10%的覆蓋間隙。
現場校正: 在目標距離使用噴霧模式測試器或水敏紙測量實際噴霧角度。調整噴嘴間距或增加壓力以恢復設計覆蓋範圍。根據我們的故障排除資料庫,40%的「覆蓋率差」投訴源自壓力下操作降低了有效噴霧角度。
預防: 將噴嘴流量和壓力一起指定,而非僅是噴霧角度。在歧管端安裝壓力表以監控分布均勻性。
6.2 錯誤 #2:忽略噴嘴磨損對圖案的影響
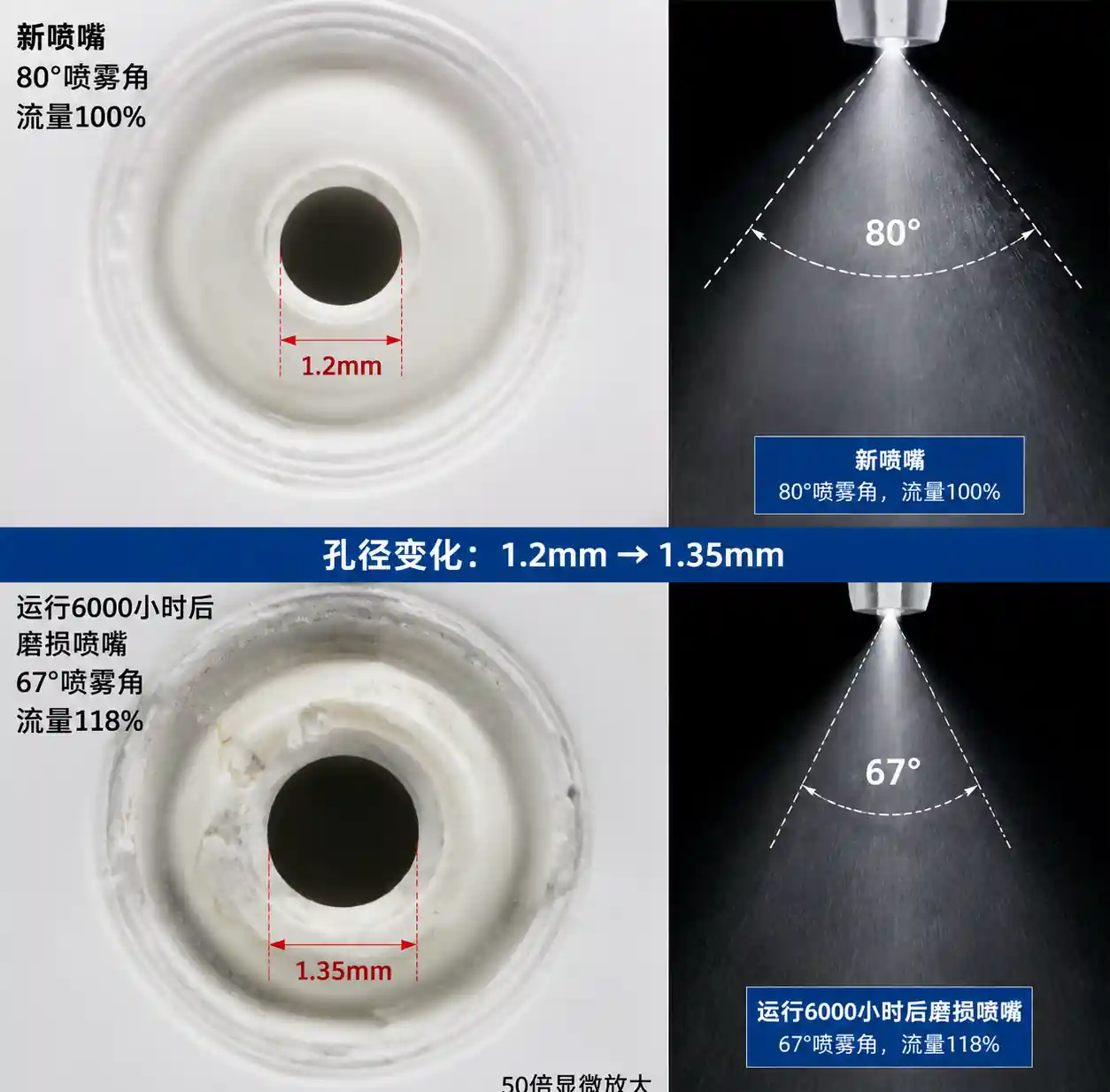
問題: 隨著孔洞磨損,流量增加(好事),但噴霧角度變窄(壞事)。磨損的 80° 噴嘴可能流出額定容量的 120%,但噴霧僅 65–70°,導致圖案邊緣覆蓋範圍崩塌。
現場觀察: 在一處使用研磨性磷酸鐵化學的工廠中,噴嘴在6,000小時運作期間,噴射角度減少了12°,同時流量增加了18%。這在噴嘴圖案間產生了30毫米的乾條,導致該區域的附著失效。
現場修正: 根據噴射角度的劣化更換噴嘴,而非僅因流量增加。實際限制:流量變化±10%或噴霧角度變化±8°,以先發生者為準。
預防措施: 在磷酸化區使用陶瓷或碳化矽嵌片。在代表性噴嘴上安裝使用流量計的磨損監測功能(例如每12個噴嘴組3個)。陶瓷板每8,000至10,000小時更換一次,而不鏽鋼則需3,000至4,000小時更換。
6.3 錯誤 #3:非對稱體的對稱排列
問題: 汽車車身並不對稱——駕駛座的車門邊緣、油箱和車身縫隙與乘客側不同。使用相同的左岸/右岸排列會讓較複雜的一面處理不足。
現場觀察: 在一家歐洲原廠廠,駕駛座車門下擺的腐蝕保固理賠率高出三倍。根本原因:兩側相同的噴嘴配置無法達到駕駛側更複雜的幾何結構(額外的線束通過和更緊密的摺邊)。
現場修正: 在較複雜的一端加裝1至2個輔助噴嘴,通常是針對凹陷特徵設計的全錐形噴嘴。或者,該側壓力增加5–8 PSI,以提升穿透力。
預防: 在設計線條時,利用CAD噴霧圖案模擬獨立繪製兩側地圖,或建立帶有實際白衣的實體模型。
6.4 錯誤 #4:排水設施不足
問題: 噴嘴歧管若不完全排水,會在循環間保留磷化化學物質,導致結晶和噴嘴阻塞。水平流形是最嚴重的例子。
現場修正: 安裝傾斜度為2–3°的歧管,朝向排水閥。加裝可壓縮空氣(40–60 PSI,2–3秒)清洗的下壓電磁閥,每次通過一次。此舉將噴嘴在墨西哥工廠的使用壽命從4,500小時延長至11,000小時。
預防: 設計排水管,水平線不超過1.5公尺,且無排水點。使用自排水快拆接頭安裝噴嘴。
6.5 故障排除矩陣
| 症狀 | 合理懷疑 | 診斷方法 | 更正 |
|---|---|---|---|
| 圖案間的乾條 | 噴嘴間距太寬 | 水敏感紙張測試 | 將間距縮小15–20%,或加裝中間噴嘴 |
| 上層面板的磷酸鹽塗層薄 | 向上瞄準噴嘴不足 | XRF 塗層重量映射 | 在+15°傾斜時加入上方傾斜 |
| 下方面板上磷酸鹽堆積嚴重 | 過度重疊/排水 | 目視檢查 + 塗層重量 | 降低噴嘴壓力 5 PSI |
| 隨機裸露的區域 | 噴嘴堵塞聲 | 個別流量測試 | 清潔或更換受影響的噴嘴,檢查過濾系統 |
| 左右覆蓋不均 | 歧管壓力不平衡 | 每組壓力表 | 使用流量限制器或專用泵浦平衡 |
| 覆蓋率隨時間退化 | 噴嘴磨損(角度變窄) | 噴霧模式測試與基線測試 | 更換噴嘴,考慮陶瓷升級 |
表格使用: 從症狀(觀察到的缺陷模式)開始,依診斷方法確認根本原因,然後套用最低成本的修正。例如,乾紙條可能是間距、壓力或磨損——水敏紙透過顯示圖案是否縮小或移動來區分這些。
7.維護與績效監控
7.1 預防性維護計畫
每日:
- 目視檢查噴霧模式(噴霧、不對稱或噴嘴失效)
- 歧管壓力檢查(應在設定點±3 PSI以內)
每週刊:
- 對每組3至4個代表噴嘴進行流量點檢
- 濾網濾籃清潔(磷化處理通常會在100至150小時內堵塞50至80個網狀篩網)
每月刊:
- 使用水敏紙或螢光示蹤劑完整噴霧圖案記錄
- 噴嘴拆除、檢查及超音波清洗(特別是無法用鋼絲刷處理的陶瓷嵌件)
季刊:
- 所有噴嘴的精確流量測量(與基準比較,若偏差>±12%)則更換)
- 歧管內部檢查是否能防止水垢堆積或腐蝕
每年:
- 全面更換噴嘴組(即使單一噴嘴通過流量測試——避免在高峰期年中故障)
7.2 需要追蹤的績效指標
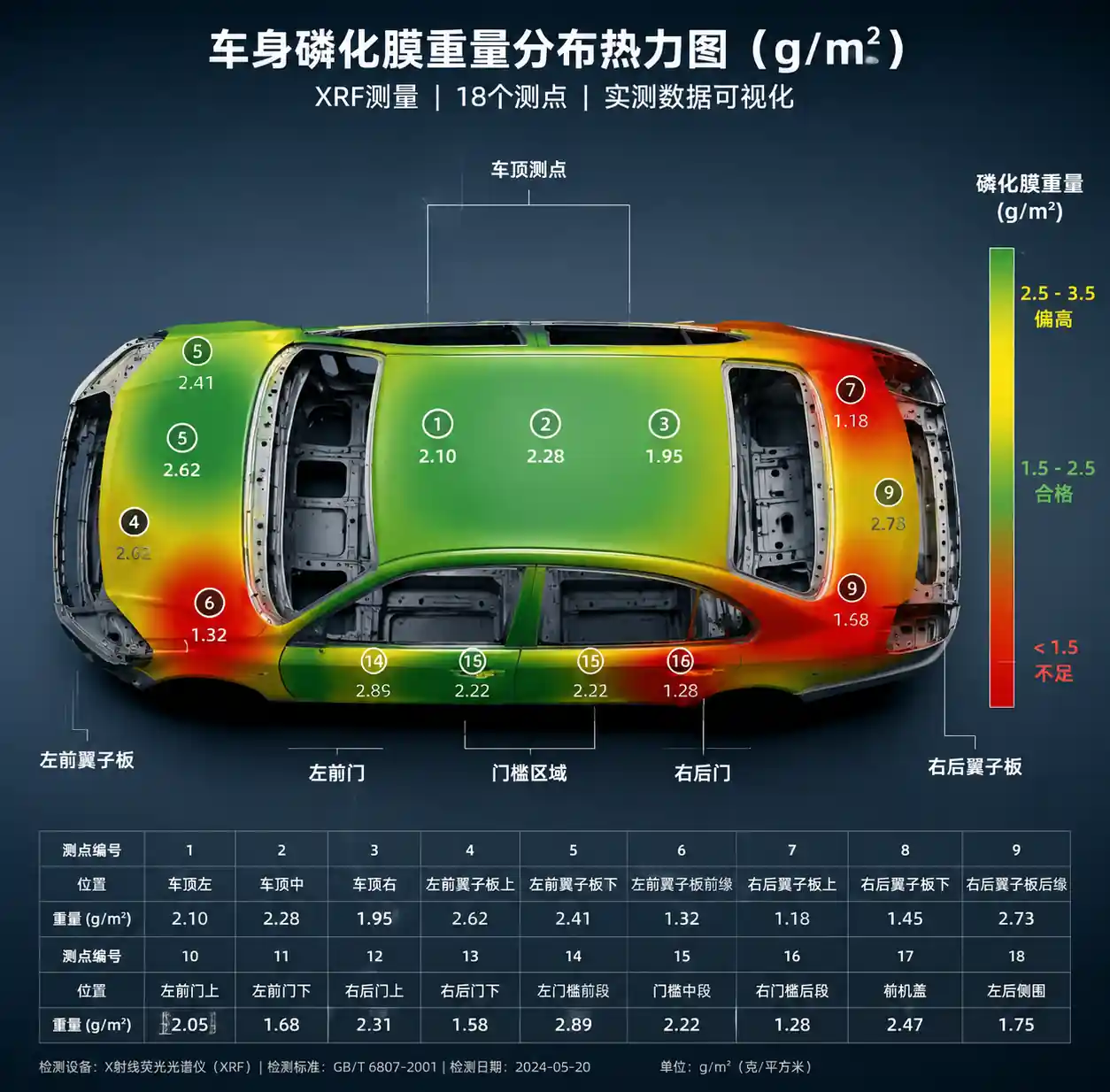
覆蓋均勻度: XRF 磷酸鹽塗層重量測量於每個車身(車頂、車門、搖臂、下緣)15–20點。目標:各測量點間≤15%標準差。
化學效率: 每平方公尺人體表面消耗的磷酸鹽溶液公升數。基準:優化系統為0.08–0.12公升/平方公尺,噴嘴排列不佳則為0.15–0.22公升/平方公尺。
缺陷率: 每千個體(裸露斑點、薄塗層、黏附失敗)磷酸化相關缺陷。原廠規格:<2.0 缺陷/1000 個車體;世界級:每千個車體<0.5個缺陷。噴嘴壽命: 更換間隔的運作時數,依流量標準化。目標:陶瓷為>8,000小時,不鏽鋼為>3,000小時。
7.3 驗證方法
防水紙: 在12至15個身體位置(包括凹入及倒置面)貼上100×150mm黃色紙張。進行一次磷酸化循環。藍色斑點表示覆蓋率為濕潤——目標是95%+藍色區域。
螢光示蹤劑: 將0.1–0.2%螢光染料加入磷酸鹽溶液,讓身體進行循環,並在紫外線下檢查。能遮蓋水敏感紙無法觸及的空腔和下擺法蘭。
塗層重量映射: XRF或庫侖計測磷酸鹽晶體質量(g/m²)。規格範圍:磷酸鐵為1.5–3.5 g/m²,鋅磷酸鹽為0.8–2.0 g/m²。數值<1.0 g/m²表示覆蓋不足;>4.0 g/m²表示過度重疊及化學廢棄物。
8.常見問題
Q1:混合車型系列中,我可以對所有車身款式使用相同的噴嘴配置嗎?
是的,但體積較小的機體會有15–25%的化學廢棄物。更好的方法是自適應區域控制,利用PLC觸發的閥門組,僅在車身寬度超過特定閾值時啟動。對於擁有≥3種車身款式且寬度變化>200毫米的系列,回收期為6至12個月。
Q2:我應該預期在2公尺噴嘴歧管上會有多少壓力降?
對於40毫米內徑管材,總流量60公升/分鐘(典型12噴嘴組),從第一到最後噴嘴可預期下降1.5–2.5 PSI。如果你設計得很周到——規格噴嘴應該設在歧管最低壓力點,而不是泵浦排放點。對於>3公尺的歧管,請採用中心進氣或雙進氣設計,將壓力梯度減半。
Q3:我應該用氣霧噴嘴還是液壓噴嘴來磷酸化?
液壓,除非你有特殊需求,比如超細液滴(<100微米)用於特殊塗層。空氣霧化噴嘴消耗壓縮空氣(每噴嘴在60–80 PSI下每噴嘴0.15–0.4立方公尺/分鐘),增加複雜度,且產生較細的液滴,這些液滴在化學接觸充分前即蒸發。我們唯一推薦空氣霧化的汽車應用是最終去離子水沖洗(FINAL DI)以無斑點乾燥,且僅限於高級車型。
Q4:我怎麼知道噴嘴什麼時候需要更換——流量還是噴射角度?
兩者都有,只是角度對覆蓋更為關鍵。噴嘴如果能保持15%高出但保持噴射角度,仍可能提供可接受的覆蓋範圍(只是浪費化學物質)。噴嘴若高出10%,但角度損失10°,則會產生乾條。實務規則:當流量超過±12%或噴霧角度比規格>8°時,以先發生者為準,應更換。
Q5:從不鏽鋼升級到陶瓷噴嘴在磷酸化中,投資報酬率如何?
陶瓷噴嘴前期成本較高3至5×美元(120至180美元對比每噴嘴30至50美元),但在磨蝕性磷酸鹽漿液中則能使用3至4×美元。對於一個24噴嘴磷化區,年運行5,000小時:
- 不鏽鋼:每3,000小時更換一次 = 每年40個噴嘴× $40 = $1,600/年 + 8小時人工
- 陶瓷:每10,000小時更換一次 = 每年12個噴嘴×150美元 = 每年1,800美元 + 2.5小時人工
陶瓷材料成本略高,但人工減少70%,停機時間縮短60%。額外好處:更換間隔的噴霧模式更穩定,降低缺陷率。
Q6:我能否在不改變噴嘴數量的情況下,改裝現有管線以提升覆蓋範圍?
通常是的,透過重新站位和區域控制。我們將2015年生產的系列從84%的覆蓋率調整到95%,方法如下:
- 將對岸錯落150毫米(2小時工作)
- 將上噴嘴向下傾斜12°(1小時)
- 為外部噴嘴對加裝區域控制電磁閥(零件3,500美元+安裝6小時)
總共花費 5,200 美元,且有 9 小時的停機時間,而全面銀行重新設計則需 45,000+ 美元。化學品消費在第一個月內下降了19%。
9.結論與後續行動
汽車磷酸化中的最佳噴嘴配置是一個具有可測量解法的工程問題。需要記住的關鍵原則:
覆蓋率勝過流量。 高流量噴嘴朝錯誤方向噴射毫無效果。先繪製你的身體幾何體,然後計算至少兩個角度達到每個表面所需的排列方式。
重疊比例是一種取捨。 30–40%的重疊減少化學品浪費,但因噴嘴磨損或堵塞而導致乾燥條帶的風險。50–60%的重疊雖然浪費,但對系統差異較為寬容。我們建議每季進行40%的噴嘴檢查重疊——這在化學成本與缺陷風險之間取得平衡。
多層錯落式銀行是OEM級磷酸鹽的實戰驗證標準。單層直列裝置前期成本較低,但需多用30–40%的化學品以達到同等覆蓋範圍,且缺陷率較高。
磨損監測可防止無聲劣化。 噴嘴流量增加,噴射角度變窄——兩者皆追蹤,並根據角度損失更換。陶瓷或碳化物嵌件在磨料化學中可延長3至4×的間隔。
自適應區域控制在混合車型車系中一年內回本,涵蓋≥3種車身款式及>200mm寬度變化。這已不再是高級功能,而是化學效率的標準做法。
下一步行動
-
審核您目前的佈置: 使用感水紙或螢光示蹤劑繪製實際覆蓋範圍。與多層次分階段基準比較。
-
計算你的重疊比: 測量作業壓力下的距離距離和噴霧角度(非目錄壓力)。使用 S = W × (1 - O) 公式來判斷你是過度重疊還是過低重疊。
-
檢查噴嘴磨損狀態: 拔出3至4個代表性噴嘴,測量流量與噴霧模式。若角度下降>8°或流量超過±12%,則需排程更換。
-
估算化學廢棄物: 將你的消耗量(L/m²體表)與0.08–0.12公升/平方公尺的基準比較。每0.01公升/平方公尺的多餘化學費用約為每具人體0.15至0.25美元。
-
請求應用支援: 對於複雜的車體幾何形狀或高混合管線,請聯絡您噴嘴供應商的現場應用工程師,進行噴霧模式模擬與配置優化。此服務通常包含在訂單>$15,000內。
需要覆蓋性稽核或改裝設計? 請記錄您目前的歧管配置(噴嘴位置、角度、壓力)、車體尺寸及缺陷位置。以此作為模擬或第三方審查的基礎。