





工業噴嘴選擇指南:清潔、冷卻與塗層的類型、材料與應用
如何選擇內部混合與外部混合,計算冷卻速率需求,並避免合金鋼淬火時產生蒸氣覆蓋
目標受眾: 熱處理工程師、冶金學家、製程工程師及生產經理,使用4140、4340、D2、5160、316L及其他特殊合金鋼。
快速選擇指南(30秒閱讀)
| 你的主要需求 | 推薦噴嘴類型 | 驗證關鍵規格 |
|---|---|---|
| 最小液滴尺寸(10-30微米) | 內部混合 | 空氣壓力≥60 psi,清水(<5微米過濾) |
| 強烈水質/循環冷卻液 | 外部混合 | 孔徑≥0.080“,空氣消耗8-15 SCFM |
| 最快冷卻速率(>40°C/s) | 內部混合氣,高壓 | 空氣壓力 80-95 psi,水壓力 2-5 GPM,比例 15-20:1 |
| 最低壓縮空氣成本 | 外置混合氣與節氣設計 | 8-12 SCFM @ 每個噴嘴 60 psi |
| 防止蒸汽覆蓋熱鋼(>800°C) | 內部混合或高速外部 | 液滴速度 >100 ft/s |
| 多段冷卻曲線 | 內部混合氣與水可調 | 音量比 ≥20:1 |
不確定? 跳到[決策矩陣](#decision-matrix-哪個空氣霧化噴嘴對你有利)或[關鍵參數](#critical-選擇-參數-用於合金鋼冷卻)。
目錄
- [鋼熱處理空氣霧化噴嘴:概述](#1-鋼材熱處理空氣霧化噴嘴概述)
- [決策矩陣:哪個空氣霧化噴嘴適合你](#2-決策矩陣-哪個空氣霧化噴嘴才是適合你的)
- [內部混音與外部混音:詳細取捨](#3-內部混音與外部混音詳細取捨)
- 【合金鋼冷卻的臨界選擇參數】(#4-合金鋼冷卻的臨界選擇參數)
- 4.1 液滴大小與蒸氣毯穿透性
- 4.2 微結構管理的冷卻速率控制
- 4.3 空氣消耗與營運成本計算
- [選擇工作流程:指定噴嘴的6步驟](#5-selection-workflow-6-steps-to-specify-your-nozzle)
- [常見選擇錯誤(及如何避免)](#6-常見選擇錯誤與如何避免)
- [維護與生命週期成本比較](#7-維護與生命週期成本比較)
- [當空氣霧化噴霧不是正確選擇時](#8-當空氣霧化噴霧不是正確選擇)
- [常見問題](#9-常見問題)
- [規格檢查清單與下一步](#10-規範檢查清單與下一步)
1.鋼製熱處理用空氣霧化噴嘴概述
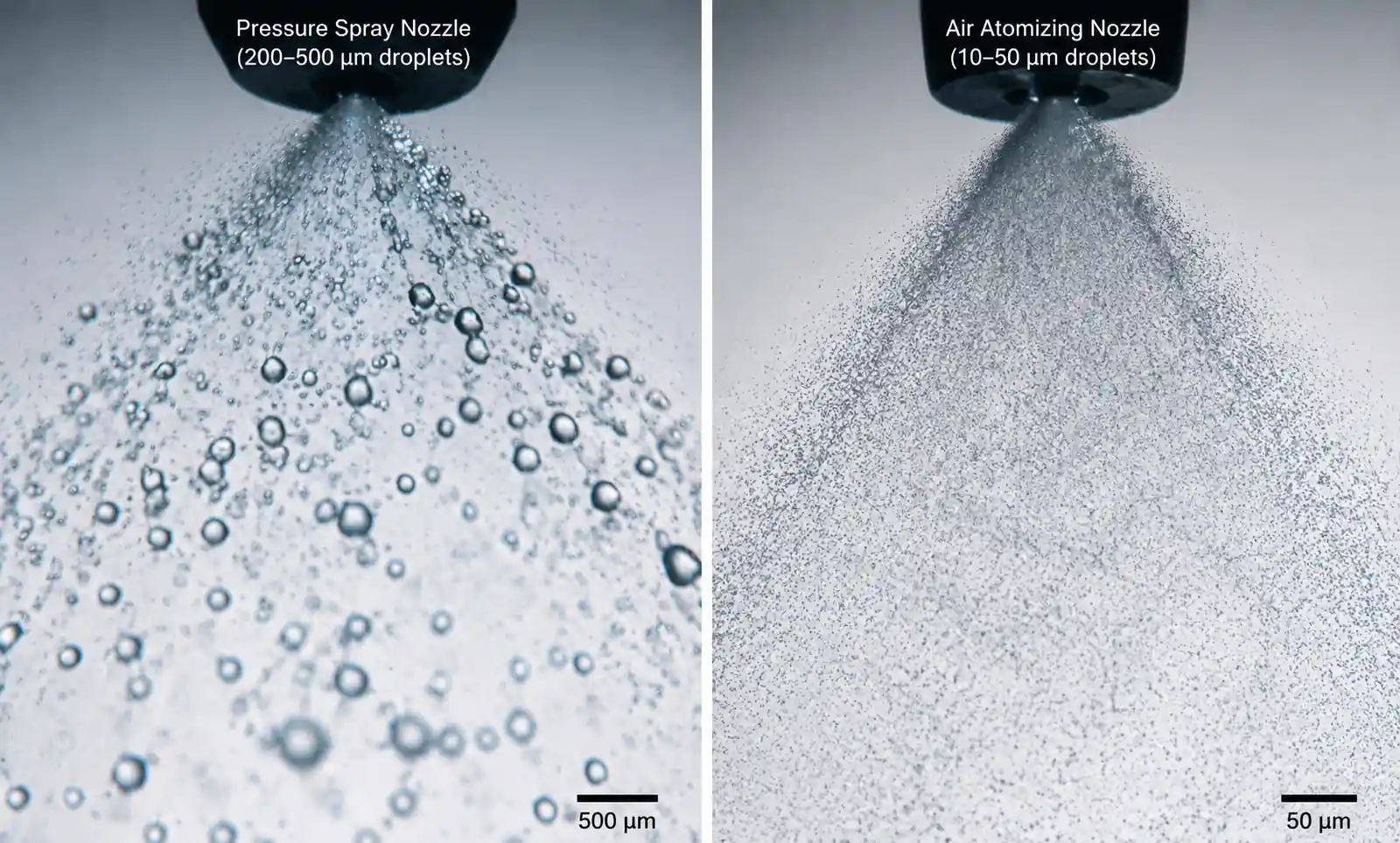 空氣霧化(雙流體)噴嘴利用壓縮空氣將液態水剪切成微米級的液滴,然後加速向熱鋼表面推進。與液壓(僅壓力)噴嘴相比,它們在特殊合金鋼冷卻方面有三個決定性的優勢:
-
蒸汽毯的滲透 – 在鋼鐵溫度高於萊頓霜點(水為≈800°C)時,會形成連續的蒸氣層。壓力噴嘴產生的較大液滴會從此層反彈;細小、高速的霧化液滴穿透,保持液與金屬接觸。
-
可控冷卻強度 – 透過獨立調整氣壓(影響液滴大小與速度)及水流速率,可達成從5°C/s到超過50°C/s的冷卻速率——這對於相變控制(如馬氏體、貝氏體、珍珠體抑制)至關重要。
-
均勻表面冷卻 – 細膩且分布廣泛的噴霧消除淹水與徑流,將零件溫度變化從>±15°C(壓力噴嘴)降至<±5°C。
本指南將協助您根據特定合金鋼等級、零件幾何形狀及生產環境,選擇合適的空氣霧化噴嘴類型、尺寸及操作參數。
2.決策矩陣:哪種空氣霧化噴嘴最適合你
請利用此矩陣根據您的製程條件縮小選項:
| 應用情境 | 推薦類型 | 空氣壓力(psi) | 水流量(每噴嘴 GPM) | 預期冷卻速率(°C/s) |
|---|---|---|---|---|
| D2 / A2 工具鋼模具(精密淬火,清水) | 內部混合 | 55-65 | 1.5-2.5 | 12-18 |
| 4140 / 4340 軸(直徑 25-50 毫米) | 內部混合 | 70-85 | 2.0-3.5 | 25-35 |
| 5160 彈簧鋼材(三段冷卻) | 內部混合(可程式化) | 40-85(變數) | 1.0-2.5(變數) | 5-40(舞台劇) |
| 316L 不鏽鋼板(溶液處理>1000°C) | 內部混合(高速) | 85-95 | 3.0-5.0 | 50-70 |
| 連續鑄造二次冷卻(循環水,含水垢水) | 外部混合 | 50-70 | 4.0-8.0 | 15-30 |
| 鍛造冷卻/重鱗環境 | 外部混合體,具有大孔洞 | 40-60 | 5.0-10.0 | 8-20 |
| 低空氣容量工廠(總計<200 SCFM) | 外部混合氣(空氣效率) | 50-60 | 2.0-4.0 | 10-20 |
範例: 你正在用過濾過的市政水熱處理直徑4140根軸。目標冷卻速率為30°C/s至800-500°C。→內部混合氣,空氣壓力75 psi,每噴嘴2.5 GPM水,噴嘴間距150-200 mm。
3.內部混合與外部混合:詳細取捨
這是最重要的規格決策。
| 參數 | 內部混音 | 外部混音 |
|---|---|---|
| 混合點 | 噴嘴體內空氣+水混合 | 分開直到出口口 |
| 液滴大小範圍 | 10-30微米(非常細) | 30-80微米(細) |
| 液滴速度 | 100-150 英尺/秒 | 50-100 英尺/秒 |
| 最小穩定流量 | 非常低(極佳的拒絕) | 需要>30%最大流量 |
| 堵塞敏感 | 高處——小型內部通道 | 低矮 – 較大孔徑(≥0.080“) |
| 需要水質 | <5微米過濾,<50 ppm 懸浮固體 | <50微米過濾,能處理一定規模 |
| 典型空氣消耗量(60-80 psi) | 每個噴嘴 15-25 SCFM | 每個噴嘴8-15 SCFM |
| 典型水流 | 0.5-5.0 GPM | 2.0-10.0 GPM |
| 噴霧模式穩定性 | 極佳,降至10%的折扣率 | 低於30%的拒絕率 |
| 最佳應用 | 精密淬火、清水、多階段冷卻 | 水質強烈、連續鑄造、高流量 |
| 每噴嘴相對成本 | 80-200美元 | $45-120 |
選擇法則:
- 乾淨水(過濾至≤5微米)且需嚴格的微觀結構控制 →內部混合
- 循環水、水垢存在,或你想要降低空氣運作成本 →外部混合
實際例子: 使用循環水與100-200 ppm懸浮固體的連續鑄造線嘗試內部混合噴嘴。堵塞大約每2到3週發生一次。改用外部混合氣(0.080吋孔徑)後,維護間隔延長至6個月。液滴尺寸從20微米增加至45微米——仍有效進行二次冷卻,空氣消耗減少了40%。
4.合金鋼冷卻的臨界選擇參數
4.1 液滴大小與蒸氣毯穿透
在鋼溫超過800°C時,水會立即形成穩定的蒸氣膜(萊頓霜效應)。液滴必須有足夠的動量(質量×速度)才能穿透這層薄膜。
| 液滴大小 | 速度(氣壓輔助) | 動量 | 蒸氣毯穿透 | 冷卻效率 |
|---|---|---|---|---|
| 200-500微米(壓力噴嘴) | 10-20 英尺/秒 | 低 | 可憐——反彈 | 低 |
| 50-100微米(外部混合) | 50-80 英尺/秒 | 中等 | 對大多數人來說,足夠 | 中高 |
| 10-30微米(內部混合氣,高壓) | 100-150 英尺/秒 | 高 | 太好了 | 最高 |
如何指定高溫淬火(850-1050°C):
- 選擇內部混合氣壓≥70 psi→液滴尺寸≤30微米,速度>100英尺/秒)
- 外部混合氣(水質迫使時),指定最高可用氣壓(70-90 psi),並使用小型氣蓋孔以最大化速度
驗證方法: 在試試期間,使用熱成像相機觀察蒸汽層厚度。若可見蒸氣層超過2-3毫米,則提高氣壓或改用更細的霧化方法。
4.2 微結構管理的冷卻速率控制
不同合金鋼在臨界轉換範圍內需要特定的冷卻速率:
| 鋼級 | 臨界範圍(°C) | 期望冷卻速率(°C/s) | 目標微觀結構 | 推薦噴嘴配置 |
|---|---|---|---|---|
| 4140 / 4340 | 800-500 | 25-35 | 馬氏體(避免珠光體) | 內部混合氣,70-80 psi,2.0-3.0 GPM |
| D2(高碳、高Cr) | 850-550 | 12-18 | 細馬氏體 + 碳化物 | 內部混合比,55-65 psi,1.5-2.5 GPM |
| 5160 彈簧鋼 | 800-650:快速 650-400:中等 400-200:慢 |
30-40 15-20 5-10 |
細珍珠體→馬氏體→應力緩解 | 可程式空氣/水(三階段) |
| 316L 奧氏體 | 1050-700 | 50-70 | 防止碳化物沉澱 | 內部混合比,85-95 psi,3-5 GPM |
| H13熱工工具 | 1000-600 | 20-30 | 均勻馬氏體 | 內部混合比,65-75 psi,2.0-2.5 GPM |
5160彈簧鋼的三段冷卻範例(實際生產數據):
| 舞台 | 溫度範圍 | 冷卻速率目標 | 空氣壓力(psi) | 水流量(GPM) | 空氣/水比 | 目的 |
|---|---|---|---|---|---|---|
| 1 | 870°C → 650°C | 40°C/s | 85 | 2.5 | 15:1 | 抑制鐵氧體形成 |
| 2 | 650°C → 400°C | 15°C/s | 60 | 1.8 | 10:1 | 受控馬氏體形成 |
| 3 | 400°C → 200°C | 5°C/s | 40 | 1.0 | 8:1 | 最小化變形與殘餘應力 |
結果: 與單次壓力噴霧相比,彈簧變形減少了45%。
選擇參數以驗證: 降壓比(最大可控流量/最小可控流量)。內部混合噴嘴可達到20:1或更高;外部混音通常是3:1到5:1。多段冷卻時,請指定內部混合比例。
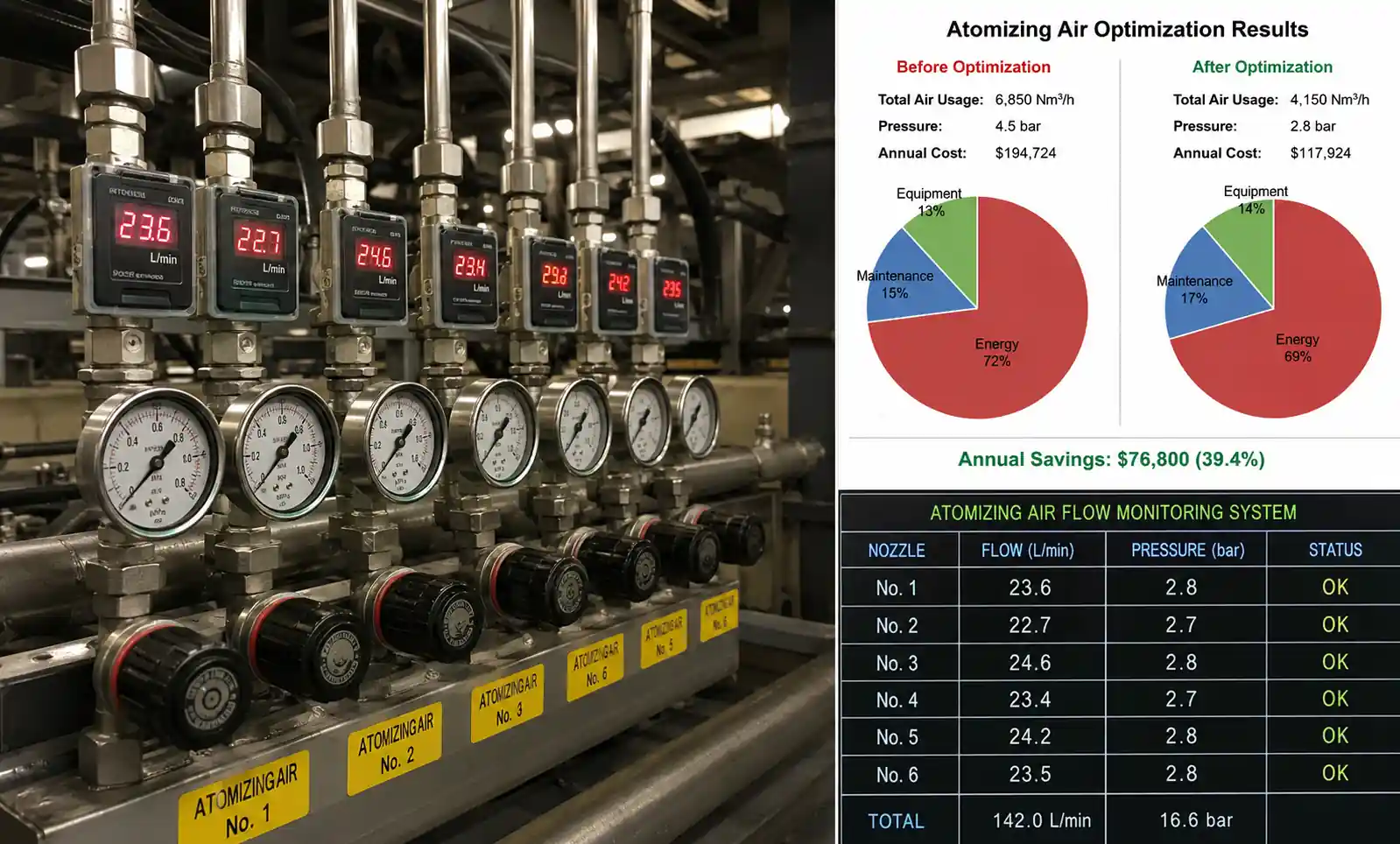
4.3 空氣消耗與營運成本計算
壓縮空氣是空氣霧化系統中最大的營運成本。選擇前先算算。
公式:
每月空氣成本 = (# 噴嘴數) ×(每噴嘴 SCFM) ×(每日營運時數) × (天/月 × (每 1000 SCF 空氣成本) 典型工業用空氣成本:每1000 SCF約0.25-0.40美元(含壓縮機、乾燥機、維護)。
40 噴嘴管線的比較範例,每天 16 小時,每月 22 天:
| 噴嘴類型 | 每噴嘴的SCFM | 全 SCFM | 每月航空費用(@$0.30/MCF) |
|---|---|---|---|
| 標準內部混合(連續) | 18 | 720 | $3,110 |
| 內部混合需求控制(平均9小時) | 18 | 360 | $1,555 |
| 外部混音(連續,12 SCFM) | 12 | 480 | $2,075 |
| 外部組合與需求控制 | 12 | 240 | $1,037 |
| 高效內部混合氣(8 SCFM) | 8 | 320 | 830美元 |
如何在不犧牲冷卻的情況下降低空氣成本:
- 安裝部分存在感應器 – 僅在鋼材進入冷卻區時噴灑(通常可縮短40-60%的運行時間)
- 降低非臨界區的氣壓 – 較厚的切片或較不具挑戰性的冶金可能能耐受較低壓力(及較大的液滴尺寸)
- 選擇節氣噴嘴設計 – 較新的多段霧化器能產生類似的液滴大小,且耗氣量減少30-50%
回報範例: 從標準內部混合比(18 SCFM)升級為高效內部混合比(8 SCFM),使用40個噴嘴。額外費用:4,200美元。年度空氣節省:(×40個噴嘴×9小時×12個月×22天×0.30美元/MCF)= $8,550。還款期:5.9個月。
5.選擇流程:六個步驟指定噴嘴
請使用這份清單來記錄您的需求:
步驟一:評估你的鋼鐵與工藝
- [ ] 鋼材等級:____________
- [ ] 最大截面厚度:____________ 毫米
- [ ] 奧氏化溫度:____________ °C
- [ ] 目標冷卻率在臨界範圍內:____________ °C/s
- [ ] 期望微觀結構:____________(馬氏體/貝奈體/細珍珠岩)
步驟2:定義水質與供應
- [ ] 水源:□市/過濾□循環□井水
- [ ] 懸浮固體濃度:____________ ppm
- [ ] 顆粒尺寸分布:____________微米(第90百分位)
- [ ] 水溫範圍:____________ °C
- [ ] 噴嘴入口可用水壓:____________ psi
步驟3:確定壓縮空氣的可用性
- [ ] 廠房氣壓(穩態):____________ psi
- [ ] 冷卻區可用流量容量:____________ SCFM
- [ ] 空氣品質:□ 過濾□未過濾□含油/濕氣
步驟4:選擇噴嘴類型(內部混合與外部混合)
- [ ] 水質純淨(<5微米)且需細微霧化→ 內部混合
- [ ] 水懸浮固體或想降低空氣消耗 → 外部混合
步驟五:調整噴嘴尺寸
- [ ] 每噴嘴所需水流量:____________ GPM(基於冷卻速率與覆蓋面積)
- [ ] 達到目標液滴大小/速度所需的氣壓:____________ psi( psi)
- [ ] 噴霧角度:□ 45° □ 60° □ 80° □ 其他 ___
- [ ] 噴嘴間距:____________ 毫米(通常為噴霧寬度 1.5-2×)
步驟 6:用製造商資料驗證
- [ ] 請求性能曲線(水滴大小與氣壓對水流的影響)
- [ ] 請求材料相容性(大多數鋼材為303/316不鏽鋼;腐蝕性淬火劑則用 Hastelloy 香水)
- [ ] 申請樣品噴嘴進行生產試驗
6.常見的選擇錯誤(以及如何避免)
❌ 錯誤 #1:當水中含有水垢時,選擇內部混合
症狀: 噴嘴每週堵塞;噴霧模式會退化;冷卻不均勻。
根本原因: 內部通道(0.040-0.060“)捕捉粒子>50微米。
解決方案: 切換到外置混音,孔徑為 0.080“ 或更大。或者在上游安裝5微米過濾系統——但對於高流量來說,這可能成本過高。
❌ 錯誤 #2:壓縮機容量不足
症狀: 同時噴嘴運作時氣壓下降;液滴大小增加;冷卻速率低於目標。
根本原因: 指定噴嘴空氣消耗為80 psi,但壓縮機無法達到峰值流量。
解決方案: 計算 最大任務時的總 SCFM(所有噴嘴同時開啟)。增加20%的安全裕度。確認壓縮機的FAD(自由空氣供給)在所需壓力下。
❌ 錯誤 #3:忽略>800°C鋼材的蒸氣毯穿透
症狀: 表面溫度緩慢下降;熱成像顯示厚重的蒸氣層;微觀結構顯示不均勻的轉變。
根本原因: 液滴速度過低(<80英尺/秒),高於萊頓霜凍點。解決方案: 鋼材>800°C,指定內部混合氣壓≥70 psi,或外部混合氣壓小氣帽,壓力≥80 psi。向製造商索取速度資料。
❌ 錯誤 #4:使用同一個噴嘴處理各種截面厚度範圍
症狀: 薄片出現裂紋;厚層未冷卻(珠光岩層)。
根本原因: 單一噴嘴類型/氣壓的冷卻速率固定。
解決方案: 使用內部混合噴嘴,且音量比寬(20:1)。每個區域安裝壓力調節器。混合生產時,考慮兩個獨立冷卻區,噴嘴規格不同。
❌ 錯誤#5:忘記防止空氣管線回流
症狀: 空氣管線進水;止回閥卡住了;噴霧不均。
根本原因: 當噴嘴停止運作時,水分可能會滲入空氣歧管。
解決方案: 指定空氣管線排氣閥,每次冷卻循環後吹壓縮空氣1-2秒。在每個噴嘴進氣口加裝止回閥。
7.維護與生命週期成本比較
什麼會磨損——以及何時耗盡
| 組件 | 典型生活(乾淨水源) | 典型生活(惡劣/循環水) | 重置成本 |
|---|---|---|---|
| 噴嘴本體(303/316不鏽鋼) | >10,000小時 | >10,000小時 | $50-150(一次性) |
| 氣蓋(內部混合氣) | 6,000-8,000小時 | 2,500-3,500小時 | 18-35美元 |
| 液體蓋/孔口(外部混合) | 8,000-10,000小時 | 3,000-5,000小時 | $15-25 |
| 止回閥(空氣管線) | 8,000-10,000小時 | 4,000-6,000小時 | 10-20美元 |
| 過濾器(液體側) | 依製造商更換 | 更換2-3×更頻繁 | 每人5-15美元 |
維護成本比較:空氣霧化與液壓壓力噴嘴
| 成本因子 | 液壓壓力噴嘴(舊系統) | 空氣霧化(新系統) |
|---|---|---|
| 噴嘴更換間隔 | 800-1,200小時(整個噴嘴) | 6,000小時(僅限氣帽) |
| 年更換成本(40 個噴嘴) | $4,800-$7,200 | $1,200-$2,400 |
| 維護勞動 | 每月8小時 | 每月3小時 |
| 壓縮空氣成本 | 沒有 | 每月$1,000-$2,500(視控制策略而定) |
| 廢料減少效益 | 基線 | 5-10%的減免(抵消空氣成本) |
| 年度營運總成本(含報廢料) | $15,000-$20,000 | $12,000-$18,000(通常在報廢時較低) |
空氣霧化噴嘴建議維護時程:
- 每週: 目視噴灑圖案(注意條紋或覆蓋不均)
- 每月: 拆除並檢查2至4個臨界區噴嘴;用針規測量氣蓋孔口
- 季刊: 清潔所有液體過濾器;檢查空氣管排水管;檢查每個歧管的氣壓
- 每3,000小時(水流湍急): 更換所有噴嘴的氣蓋
- 每6,000小時更換一次(乾淨水): 更換氣蓋;重建止回閥
8.當空氣霧化噴霧不是正確選擇時
儘管有優點,空氣霧化噴嘴並非普遍適用。請勿指定用於:
8.1 大批量浸漬淬火
如果你同時在籃子裡淬火50+個零件,浸泡(油、聚合物或水)會更簡單、更便宜且更穩定。噴霧需要視線內——零件彼此陰影,造成冷卻不均。
替代方案: 水下噴射陣列或攪動浸沒。
8.2 非常薄的部分(<3 毫米)超薄鋼(鋼板、鋁箔、小型沖壓件)冷卻速度極快,即使是細霧化噴霧也可能因熱衝擊而產生裂紋。替代方案: 強制空氣冷卻或霧化冷卻,液滴較大(≥100微米)。 ### 8.3 無過濾的髒水 若冷卻水含有>200 ppm懸浮固體,且無法安裝5-10微米過濾系統,內部混合噴嘴會一直堵塞。外部混合氣或可使用0.125吋孔徑,但液滴尺寸會較粗(>80微米)。
替代方案: 大孔液壓噴嘴的注水冷卻。
8.4 壓縮空氣極度有限的工廠
如果你現有的空氣系統無法提供所需的SCFM,且增加壓縮機容量無法以減少廢料為正當理由,那就堅持使用液壓噴嘴。
經驗法則: 如果總所需空氣流量>500 SCFM,且你沒有現有大型壓縮機,資本成本(新壓縮機+乾燥機約5萬至15萬美元)可能超過效益。
8.5 聚合物淬滅應用
部分合金鋼需要聚合物淬火劑(PAG溶液)來調節冷卻速率。空氣霧化噴嘴通常不相容於黏性流體或非牛頓流體——內部通道阻塞,霧化品質下降。
替代方案: 為聚合物設計的較大孔口液壓噴嘴。

9.常見問題
Q1:要穿透900°C鋼材上的蒸氣毯,需要多大的液滴?
A: 對於高於萊頓霜點(~800°C)以上的鋼材,水滴大小應為≤50微米,速度≥80英尺/秒。內部混合噴嘴在70-90 psi壓力下可達10-30微米及100-150英尺/秒——理想狀態。外部混合比在80-90 psi可達30-50微米及70-100英尺/秒,適用於大多數應用。
Q2:我該如何計算冷卻區所需的噴嘴數量?
A: 確定所需的覆蓋範圍(鋼材通過區域的長度×寬度)。噴嘴間距通常等於目標距離的噴霧寬度1.5-2×。例如,噴嘴噴射角度為80°,距表面200毫米,直徑≈335毫米。250-300 mm 的間距會有些重疊。使用製造商的覆蓋率表。
Q3:我可以使用含有聚合物淬火劑的空氣霧化噴嘴嗎?
A: 一般不建議這麼做。大多數聚合物溶液(PAG、PVP)的黏度和表面張力都高於水,導致霧化不良且內部通道堵塞。有些特殊外混噴嘴有大孔口(≥0.125“)可用,但要仔細測試。
Q4:冷卻速率控制的典型降溫比是多少?
A: 內部混合噴嘴可透過獨立調整氣壓與水流,達成20:1的降壓(例如0.25-5.0 GPM)水流。外部混音通常達到3:1到5:1的比例。對於多段冷卻型態(例如彈簧鋼),應指定內部混合比例,並於每個區域設置獨立的空氣與水調節器。
Q5:使用循環水時,如何防止噴嘴堵塞?
A: 依偏好順序有三個選項:
- 在供水系統安裝自動反沖過濾器(50-100微米)。
- 改用0.080-0.125吋孔徑的外部混合噴嘴——它們能容忍較大顆粒。
- 為鐵鱗添加側流磁性分離器。
Q6:每噴嘴每年壓縮空氣的成本是多少?
A: 公式:「SCFM×營運時數/年×0.30美元/1000 SCF ×60分鐘。」範例:15 個 SCFM 噴嘴,每年 4,000 小時運作 → 15 × 4,000 × 60 × 0.30/1000 = 每年每噴嘴 1,080 美元。減少5 SCFM空氣消耗可節省每噴嘴每年360美元。
Q7:我該如何驗證我所選噴嘴是否達到所需的冷卻速率?
A: 最佳方法——儀器生產試驗:
- 將熱電偶嵌入同等級及相同截面厚度的測試導管中。
- 加熱至奧氏化溫度。
- 在指定的空氣/水設定下,與候選噴嘴一起冷卻。
- 記錄溫度與時間曲線。計算臨界區間的冷卻速率。
- 與冶金需求比較(例如,4140 馬氏體的溫度>25°C/s)。
Q8:噴嘴製造有哪些材料可用?
A:
- 303/304不鏽鋼 – 標準用於清潔水,大多數合金鋼應用。
- 316 不鏽鋼 – 用於腐蝕環境(氯化物、酸性淬火劑)。
- Hastelloy C-276 – 適用於嚴重腐蝕或高溫氧化條件。
- 硬化工具鋼 – 用於磨料服務(僅限外部混合孔)。
10.規格檢查清單與後續步驟
最終採購規格清單
請將此內容複製到你的RFQ中:
空氣霧化噴嘴規格-合金鋼熱處理
所需冷卻性能:
- 鋼材等級:____________________
- 奧氏化溫度:_________ °C
- 所需冷卻速率(臨界範圍):_________ °C/s
- 目標液滴尺寸(最大):_________ 微米
- 需要蒸汽毯穿透嗎?□ 是的(T >800°C) □ 不
噴嘴類型: □ 內部混音 □ 外部混音
供水:
- 每噴嘴流量:_________ GPM
- 水質:□ 清潔(<5微米)□ 強硬(懸浮固體最高達_______ ppm)
- 水溫:_________ °C
空氣供應:
- 可用進氣壓力:_________ psi
- 每噴嘴最大SCFM:_________(若已知)
噴霧幾何形狀:
- 噴射角度:_________度
- 目標距離:_________毫米
- 所需覆蓋寬度:_________毫米
建造:
- 物資:□ 303 SS □ 316 SS □ 哈斯特洛伊□其他_________
- 連接尺寸:_________(例如,1/4 吋 NPT,3/8 吋 BSPT)
所需配件: □ 氣蓋更換套件(數量:) □ 液體過濾器(微米級:) □ 止回閥(空氣管線) □ 安裝支架(說明:______)
數量:_________ 個噴嘴 需送達者:_________
附上引文: □ 性能曲線(水滴大小與指定水流時的氣壓) □ 立體繪圖 □ 材料證書
選拔後的下一步
-
請求樣品 – 以您的實際鋼材等級及生產溫度進行測試。不要只依賴已公布的曲線。
-
設計歧管 – 空氣與水分配管線必須符合峰值流量。每個區域應配備獨立的關閉閥和壓力調節器。
-
安裝過濾系統 – 內部混合氣時,在水管上安裝5-10微米過濾器。外部混合通常50-100微米就足夠。
-
熱驗證試管 – 使用熱成像或嵌入式熱電偶來驗證冷卻均勻性與速率。
-
訓練維修人員 – 示範如何檢查、清潔及更換氣蓋。備用氣瓶蓋。
-
監控與優化 – 三個月後,檢視報廢率、循環時間及壓縮空氣消耗量。在可能的區域內,將氣壓往下調整。
摘要:一頁選擇指南
| 如果你需要...... | 選擇...... | 重點規格 |
|---|---|---|
| 非常細的液滴(10-30微米)用於薄片或高溫淬火 | 內部混合比,70-90 psi | 液滴大小曲線 |
| 低空氣消耗(每噴嘴<12 SCFM) | 外部混合或高效率內部 | SCFM 額定壓力為 60 psi |
| 多段冷卻型態(例如彈簧鋼) | 內部混合氣,並設有獨立的空氣/水控制 | 音量比 ≥20:1 |
| 對水垢或循環水的容忍度 | 外部混合,0.080“+ 孔口 | 孔徑 |
| 最低初始購買成本 | 外部混音(標準) | 每個噴嘴45-120美元 |
| 最低總營運成本(空氣 + 廢料減少) | 內部混合氣配與需求控制與高效氣帽 | 計算回本 |
大多數合金鋼熱處理(4140、4340、D2、5160)的最終建議: 從內部混合噴嘴(60-80 psi)開始,每個噴嘴加1.5-3.0 GPM的水,間距150-200 mm。使用過濾水(≤10微米)。安裝部分存在感應器以減少空氣消耗。使用熱電偶儀器測試券驗證冷卻速率。