





工業噴嘴選擇指南:清潔、冷卻與塗層的類型、材料與應用
選擇錯誤噴嘴的成本超過購買價格——這意味著塗層覆蓋不均、冷卻效率低且損壞設備,以及清理作業浪費水源卻漏掉污染物。經過十五年為食品加工線、製藥潔淨室和金屬塗層系統指定噴嘴,我了解到噴嘴的選擇決定了你的製程是成功還是失敗。
本指南涵蓋了區分有效工業噴霧系統與昂貴錯誤的關鍵因素,並基於清潔、冷卻及塗層作業的實際應用。
目錄
- [理解噴嘴性能基礎](#1-理解噴嘴性能基礎)
- [工業噴嘴類型與選擇標準](#2-工業噴嘴類型與選擇標準)
- [材料選擇:黃銅、不鏽鋼、陶瓷與碳化物比較](#3-材料選擇-黃銅-不鏽鋼-陶瓷與碳化物比較)
- [清潔應用:零件清洗與表面準備噴嘴選擇](#4-清潔應用-零件清洗與表面準備噴嘴選擇)
- 【冷卻應用:熱交換器與過程冷卻噴嘴】(#5-冷卻應用-熱交換器與過程冷卻噴嘴)
- [塗層應用:達成均勻薄膜厚度](#6-coating-applications-達成均勻薄膜厚度)
- [常見選擇錯誤及如何避免](#7-常見選擇錯誤與如何避免)
- [2026 創新:智慧噴嘴與預測性維護](#8-2026-innovations-smart-nozzles-and-predictive-maintenance)
1.了解噴嘴性能基礎
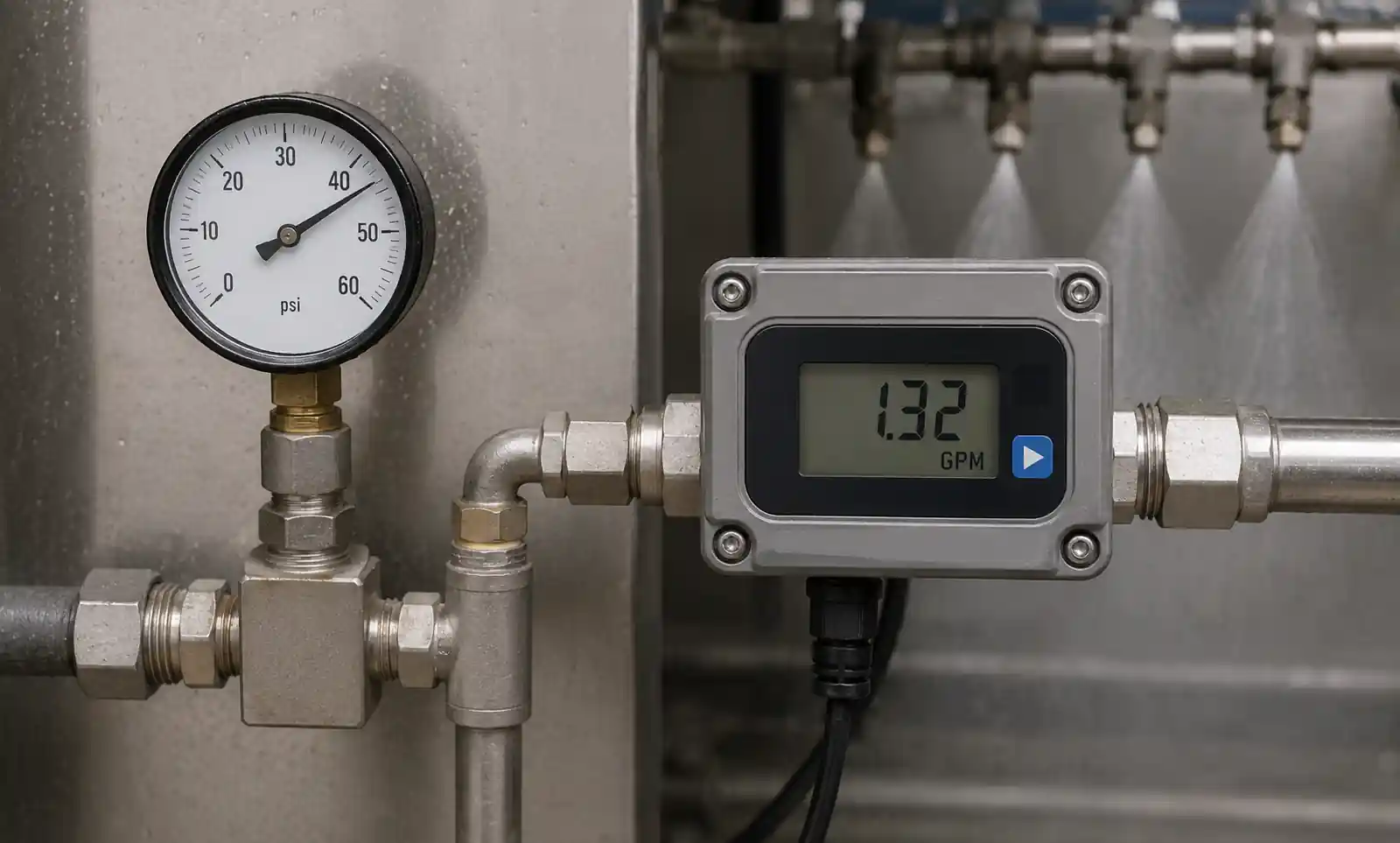
流量與壓力存在平方根關係,而大多數工程師則低估了這點。當我們將藥品零件清洗機的系統壓力從40 PSI加倍到160 PSI時,流量只增加了兩倍——而非採購經理預期的四倍。這種基本關係解釋了為什麼你不能只是「加大壓力」來彌補噴嘴過小的問題。
噴霧圖案的幾何形狀直接決定施用的成功。平坦的風扇噴嘴形成橢圓形圖案,非常適合輸送帶塗層,但重疊間距至關重要。在我們的汽車底漆系列中,將重疊從50%減少到30%,每月節省8,000美元的塗層材料——但前提是我們使用操作壓力下的水敏紙,而非目錄規格,實際噴塗分布。
液滴大小分布控制從覆蓋均勻度到漂移損失等多項因素。全錐形噴嘴能產生200微米的液滴,非常適合冷卻塔應用,因為蒸發效率很重要;而50微米霧化適合精密塗層,但戶外會產生漂移問題。我們在從空氣霧化改用液壓壓力噴嘴、液壓噴嘴時,因風漂流損失了15%的抗菌塗層才發現這一點。
2.工業噴嘴類型與選擇標準
平扇噴嘴在清潔與塗層應用中佔主導地位,因為在特定寬度上均勻覆蓋。錐形邊緣分布模式需要相鄰噴嘴間30-50%的重疊,才能達到均勻覆蓋。實務上,我們會用紫外線反應型示蹤染料進行乾式檢測——在黑光下目視檢查,能發現壓力測試無法忽略的縫隙。
| 噴嘴類型 | 噴霧圖案 | 最佳應用 | 典型壓力範圍 | 液滴大小範圍 |
|---|---|---|---|---|
| 平扇 | 橢圓形 | 塗層、清潔、沖洗 | 30-60 PSI | 100-400微米 |
| 全錐形 | 圓形立體 | 冷卻、氣體清洗 | 40-150 PSI | 150-500微米 |
| 空心錐 | 環狀圖案 | 化學反應,抑制塵埃 | 50-200 PSI | 80-300微米 |
| 空氣霧化 | 細霧 | 精密塗層、加濕 | 10-30 PSI 液體 + 40-80 PSI 空氣 | 10-100微米 |
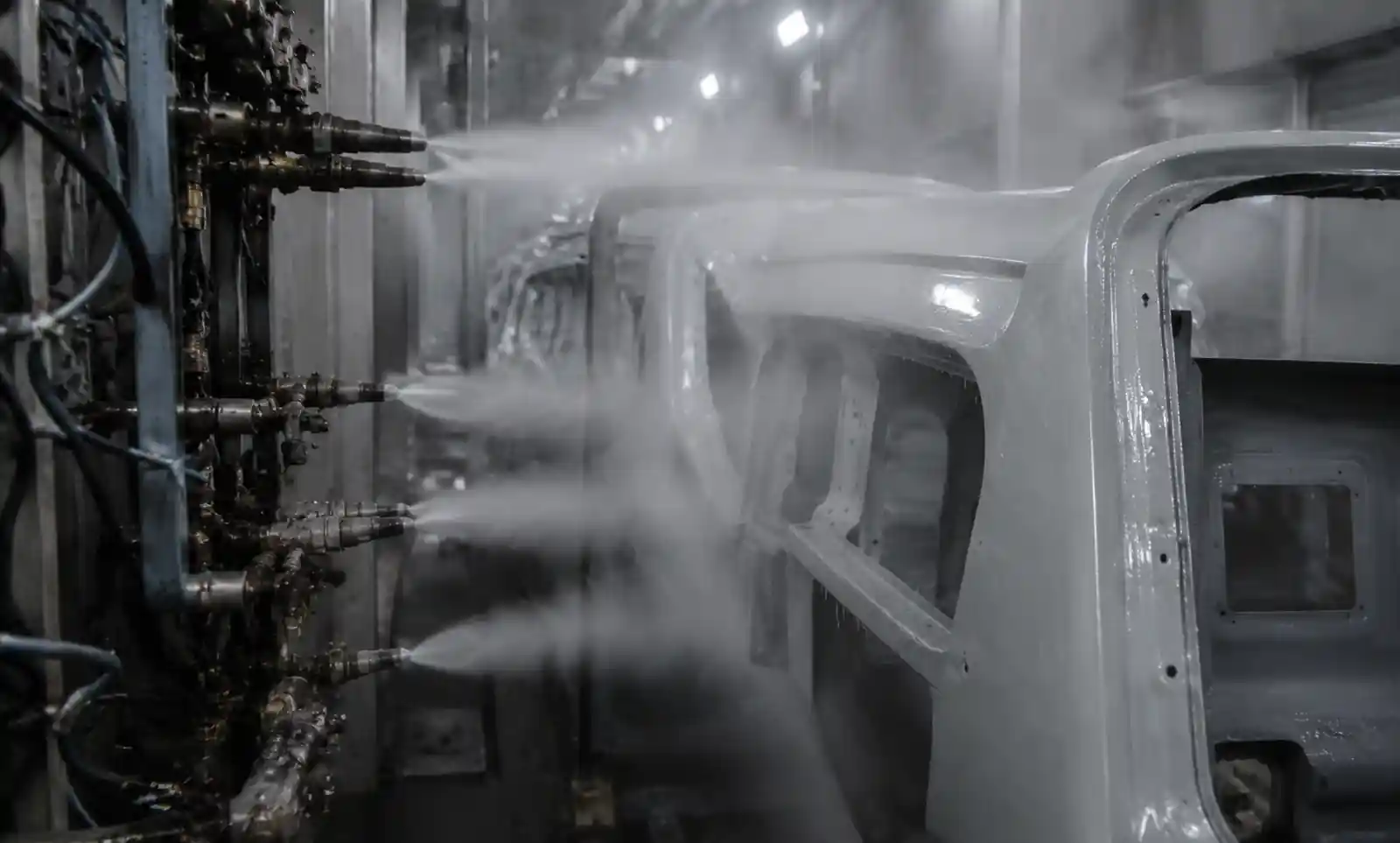
全錐形噴嘴提供完整的圓形覆蓋,液體均勻分布於整個圖案中。我們的鋼廠使用這些來去除熱軋鋼條的結垢——實心錐形設計確保能完全去除氧化皮,避免了我們在空心錐形替代品中遇到的條紋。然而,全錐形燈罩每單位覆蓋面積消耗的水量比扁平風扇多,因此對於需要廣泛覆蓋的應用來說成本較高。
空心錐形噴嘴在模式邊緣集中液體,在相同流量下產生比完整錐體更高的撞擊速度。我們指定這些產品用於槽類清潔,旋轉模式能增強機械刷洗效果。2026 年世代採用磁力驅動組件,消除軸密封漏氣——這是舊式旋轉設計中持續存在的問題。
空氣霧化噴嘴利用壓縮空氣將液態流打碎成極細的液滴,通常為10-50微米。這些產品擅長塗裝昂貴的塗層,以減少材料浪費,但壓縮空氣成本常超過每1000立方英尺0.30美元。在指定這些產品前,請先計算包含空氣消耗的總營運成本——液壓壓力噴嘴通常較經濟,儘管資本成本較高。
3.材料選擇:黃銅、不鏽鋼、陶瓷與硬質合金比較
材料選擇決定噴嘴在磨料或腐蝕條件下的壽命。我們鋁氧化漿液塗層系統中的黃銅噴嘴在三週內磨損,孔口膨脹了15%,並破壞了圖案的均勻性。改用碳化矽內襯後,壽命延長至14個月,孔口磨損可測量低於3%。
| 材料 | 相對硬度 | 化學抗性 | 磨損生命與黃銅 | 成本因子 | 最佳應用 |
|---|---|---|---|---|---|
| 銅管 | 1x(基線) | 酸性貧乏 | 1x | 1x | 乾淨的水,非磨蝕性流體 |
| 不鏽鋼 316 | 2.5x | 太好了 | 3-5x | 3-4x | 食品加工、製藥 |
| 陶瓷(Al₂O₃) | 8x | 除了氫氟酸 | 20-50x | 5-8x | 磨蝕性漿料、酸性環境 |
| 碳化矽 | 12x | 太好了 | 50-100x | 10-15x | 極端磨蝕,水射流切割 |
| 碳化鎢 | 10x | 很好 | 40-80x | 8-12x | 高壓清洗,磨蝕性流體 |
不鏽鋼316L為食品級及藥用應用提供了標準。這些噴嘴可處理酸性CIP溶液及高溫消毒循環,且不會降解。然而,不鏽鋼相較黃銅的熱導率較低,這在冷卻應用中很重要——我們在擠出機冷卻歧管中測得不鏽鋼噴嘴比黃銅高出8°C的流體溫度。
陶瓷噴嘴具有卓越的耐磨性,但在衝擊或熱衝擊下會斷裂。當操作員過快開啟球閥,導致壓力飆升超過3000 PSI,我們導致四個氧化鋁噴嘴破裂。在指定陶瓷材料前,請安裝壓力釋放閥並實施慢啟動程序——材料的脆性要求謹慎的系統設計。
碳化矽代表了極端應用中最具耐磨性的選擇。我們的水射流切割台以60,000 PSI的壓力運行碳化矽噴嘴,切割摻雜鋁化合物。這些噴嘴每個售價180美元,但壽命400小時,硬化鋼則需45美元,但可達80小時——儘管單價較高,仍是明顯的經濟效益。然而,若壓力超過額定值或有碎屑撞擊孔口,碳化矽就會破裂。

4.清潔應用:零件清洗與表面處理噴嘴選擇
零件清洗需要足夠的衝擊力以去除污染物,同時不損害基材表面。我們使用平面風扇噴嘴,噴射角度為15度,運作壓力為800-1200 PSI,用於精密加工的航空航天零件。較大的噴射角度能減少衝擊力——我們的測試顯示,40度噴嘴需要高出50%的壓力才能達到同等清潔效果,但浪費了泵的能量和水。

水槽清潔面臨獨特挑戰,需要旋轉噴頭以提供360度覆蓋。現代設計採用齒輪驅動或渦輪驅動的旋轉機構。渦輪版本取消了外部馬達和密封件——我們已經在180°F的苛性溶液中運行了五年,且未更換軸承。然而,渦輪噴嘴需要最低流量以維持轉速;流量不足會導致覆蓋不完整且有條紋。
塗層前的表面準備需要持續濕潤且不積水。30-40%的重疊平坦風扇模式能均勻覆蓋,但噴嘴磨損會隨時間擴大噴霧角度。使用防水紙進行季度模式驗證——我們發現三個噴嘴磨損,造成18英吋的覆蓋縫隙,導致黏著失敗,重新工作花費4萬美元。
化學清潔應用受益於中空錐狀圖案,以最大化液滴表面積,從而提升化學反應速率。我們的鋁蝕刻產品線使用80 PSI的中空錐形噴嘴,產生150微米的液滴。此組合在相同流量下比全錐形噴嘴提升蝕刻均勻度30%,減少苛性消耗並提升表面光潔品質。
5.冷卻應用:熱交換器與製程冷卻噴嘴
製程冷卻需要透過蒸發冷卻或直接接觸熱傳遞快速帶走熱能。產生200-400微米液滴的全錐形噴嘴,為我們的鋼軋冷卻系統提供最佳蒸發效率。較小的液滴在接觸表面前會蒸發,而較大的液滴則減少表面積並減緩蒸發。
緊急淬火系統需要即時且大量地交付。我們指定寬角全錐形噴嘴,配備1英吋NPT接頭,提供50 GPM壓力、80 PSI。這些大型孔口噴嘴能防止被結垢和沉積物堵塞,避免快速堵塞精密霧化噴嘴。在上游安裝50網篩,以防災難性碎屑,同時接受部分細微顆粒會通過。
工業製程中的氣體冷卻使用完整的錐形模式以最大化氣液接觸。我們的煙氣冷卻系統運作於150 PSI,產生300微米的液滴,吸收熱量且不會產生霧氣帶入下游設備。液滴大小在冷卻效率與濕氣吸收之間取得關鍵平衡——我們在找到最佳範圍前,測試了100到500微米的尺寸。
| 冷卻應用 | 噴嘴類型 | 典型壓力 | 液滴尺寸目標 | 關鍵選擇因素 |
|---|---|---|---|---|
| 蒸發冷卻 | 全錐形 | 80-150 PSI | 200-400微米 | 最大化表面積而不產生漂移 |
| 直接接觸淬火 | 寬闊的全錐 | 40-100 PSI | 400-800微米 | 高流量,抗堵塞 |
| 氣體清洗/冷卻 | 全錐形 | 100-200 PSI | 250-500微米 | 平衡效率與結轉 |
| 滾筒/製程冷卻 | 扁扇或全錐 | 60-120 PSI | 150-300微米 | 均勻覆蓋、穿透力 |
6.塗層應用:達成均勻的薄膜厚度
塗層均勻性依賴於相鄰噴霧圖案的精確重疊及液滴大小分布的一致性。我們的汽車透明塗層系列使用空氣霧化噴嘴,液壓25 PSI,霧化空氣壓力65 PSI。這會產生35-50微米的液滴,並在固化前順暢流出。將氣壓提高至80 PSI可將平均液滴尺寸降低至25微米,但產生過噴,浪費了12%昂貴的塗層材料。
液壓霧化噴嘴消除壓縮空氣成本,但需較高的液壓——通常為500-1500 PSI——以達成精細霧化。我們的工業設備塗層作業從空氣霧化改為液壓噴嘴,儘管資本投入增加,營運成本每年仍降低15,000美元。然而,液壓系統需要脈衝阻尼器,以消除導致流量變化及塗層缺陷的壓力波動。
靜電塗層系統使用專用噴嘴,在飛行中對飛沫施加電荷。這樣可以包覆凹陷區域和背面,而不需重新定位零件。我們採用靜電粉末塗層可達成75-80%的轉移效率,而傳統液體噴塗僅有50-60%。然而,接地要求及導電基板限制限制了應用。
幕布塗層使用狹縫噴嘴,產生連續的液片落在移動基材上。此方法完全消除溢濺,達成完美的邊緣覆蓋。我們的藥品塗料作業使用精密加工的狹縫模具,確保片厚均勻,寬度為300毫米,長度不超過5微米。初期成本超過每噴嘴25,000美元,但每年減少80,000美元的溶劑廢棄物處理費用。
7.常見的選擇錯誤及避免方法
為了「安全裕度」而加大噴嘴,反而比小氣還要麻煩。當我們的維修團隊在零件清洗機中安裝了1.5毫米孔口噴嘴,而非指定的1.0毫米時,流量超過泵浦容量125%。系統壓力從1000 PSI降至480 PSI,減少衝擊力並使循環時間增加40%。務必計算系統總流量需求,並確認泵浦在所需操作壓力下的容量。

忽略磨損模式會因為過度修正而浪費金錢。我們更換了整組48個噴嘴,因為兩台噴嘴磨損造成覆蓋縫隙。模式驗證找出真正的問題噴嘴,節省了3,800美元的不必要的更換費用。實施使用流量計和樣紙的季度檢查,而非以日曆為基礎的更換計畫。
使用目錄噴霧角度而不進行壓力驗證,保證會失望。隨著壓力增加,噴霧角度會變窄——我們的80度平面風扇噴嘴在100 PSI時僅測得68度,而測試時標稱壓力為40 PSI。這壓縮了我們的覆蓋範圍,並迫使重疊比設計增加20%。在最終計算間距前,務必以實際操作壓力對噴嘴進行表徵。
忽略溫度對黏度的影響會大幅改變噴霧性能。當我們的黏性塗層在冬季環境溫度從75°F降至55°F時,黏度會增加35%。這縮小了噴霧模式並降低霧化品質,直到我們加裝了維持80°F流體溫度的直列加熱器。指定噴嘴以應付最壞黏度條件,或實施溫度控制。
8.2026 創新:智慧噴嘴與預測性維護
現代噴嘴內建的流量感測器,能實現即時的性能監控與預測性維護。這些智慧噴嘴測量瞬間流量,並與基準值比較,以偵測孔口磨損、堵塞或上游壓力問題。我們的試點安裝顯示流量減少12%,顯示早期磨損,得以安排更換,避免塗層缺陷出現。
自清潔噴嘴設計包含脈衝逆流或機械刮刀,以防止高污垢應用中堆積。我們正在測試以彈簧為基礎的針頭設計,這些針會定期穿過孔洞,清除沉積物。初步結果顯示,在我們的漿料塗層過程中,手動清洗的間隔比傳統噴嘴長三倍。
增材製造能實現傳統加工無法實現的複雜內部幾何結構。3D列印噴嘴內有渦旋產生器,能在較低壓力下提升霧化效率。我們正在評估鈦合金印刷設計,內建防滴閥,這些設計可消除目前所需的電磁閥,降低系統複雜度與故障點。
可變噴霧噴嘴使用機械致動器或磁耦合葉片,即時調整噴霧角度。這使得單一噴嘴能處理多種塗層寬度,無需手動更換。我們的柔性包裝線利用電子可調噴嘴,依PLC配方參數控制,每次更換時間減少15分鐘。
機器學習演算法根據環境條件與基底特性預測最佳噴霧參數。這些系統會分析歷史塗層結果、溫度、濕度及基材速度,自動調整壓力、流量及圖案重疊。早期採用者報告塗層材料消耗減少8-12%,同時提升均勻性。
結論
有效的噴嘴選擇需要理解壓力、流量、液滴大小與圖案幾何形狀之間的基本關係。材料選擇對磨料或腐蝕應用的壽命有顯著影響——碳化矽噴嘴價格是黃銅的10倍,但在水射流切割應用中壽命延長100倍,帶來明顯的經濟效益。
清潔應用需要足夠的衝擊力而不損害基材,而冷卻則需平衡蒸發效率與霧氣攜帶。塗層均勻性依賴精確的重疊與均勻的液滴分布。每個應用都有最佳噴嘴配置——沒有通用的「最佳」噴嘴。
避免常見錯誤,例如在調整噴嘴尺寸前先計算系統總需求,驗證實際運作條件下的性能(而非目錄評定),並實施狀態監控以在品質受損前偵測磨損。2026 世代智慧噴嘴配備整合感測器與自我清潔機制,降低維護需求同時提升流程一致性。
成功選擇噴嘴始於明確定義您的應用需求:覆蓋面積、流量、壓力可用性、流體特性及性能標準。在決定全面安裝前,先在實際操作條件下測試候選噴嘴。在應用測試上的少量投資可避免昂貴的錯誤,並確保噴霧系統能達到預期效能。