





如何選擇造船應用的噴嘴
造船作業需要精準噴塗,涵蓋數十個關鍵應用——從鋼板表面處理與焊接冷卻,到貨艙清潔與滅火系統。噴嘴規格不佳可能導致塗層覆蓋不均、乾燥時間延長、噴砂過早磨損,或在槽洗系統中IMO不合規。本指南將引導您了解工程考量、性能參數及材料選擇標準,這些都決定了海事製造及船舶裝備中噴嘴的壽命與製程可靠性。
目錄
- [海洋應用的關鍵噴灑參數](#1-海洋應用的關鍵噴灑參數)
- [造船工藝噴嘴類型比較](#2-噴嘴類型比較造船工藝)
- [材料選擇與耐腐蝕性](#3-材料選擇與耐腐蝕性)
- [應用特定選擇指南](#4-應用程式特定選擇指南)
- [安裝與維護考量](#5-安裝與維護考量)
- [總擁有成本分析](#6-總擁有成本分析)
- [常見問題](#7-常見問題)
- [結論與下一步](#8-結論與下一步)
1.海洋應用的臨界噴霧參數
選擇造船用噴嘴需平衡四項主要參數:流量、操作壓力、噴霧角度及液滴大小分布。每個參數都直接影響塗層品質、冷卻效率或清潔效能。
流量與覆蓋範圍
流量(通常以每分鐘加侖或每公升每分鐘計算)決定了你能覆蓋目標表面的速度。對於鋼板在噴漆前的預處理洗滌,我們通常規定每個噴嘴在40 PSI壓力下施加0.5–2.0 GPM,以達到每分鐘80–120平方英尺的覆蓋範圍。較高的流量縮短循環時間,但增加用水量及處理成本——這對於乾船塢作業中至關重要,因為廢水處理能力有限。
壓力與流量的關係遵循液壓方程式 Q = K × √P,其中 K 是噴嘴流量係數。壓力加倍只會讓流量增加大約1.41倍,而不是2倍。了解這種平方根關係可防止泵體過大,並有助於預測噴嘴磨損與孔口擴大時的性能下降。
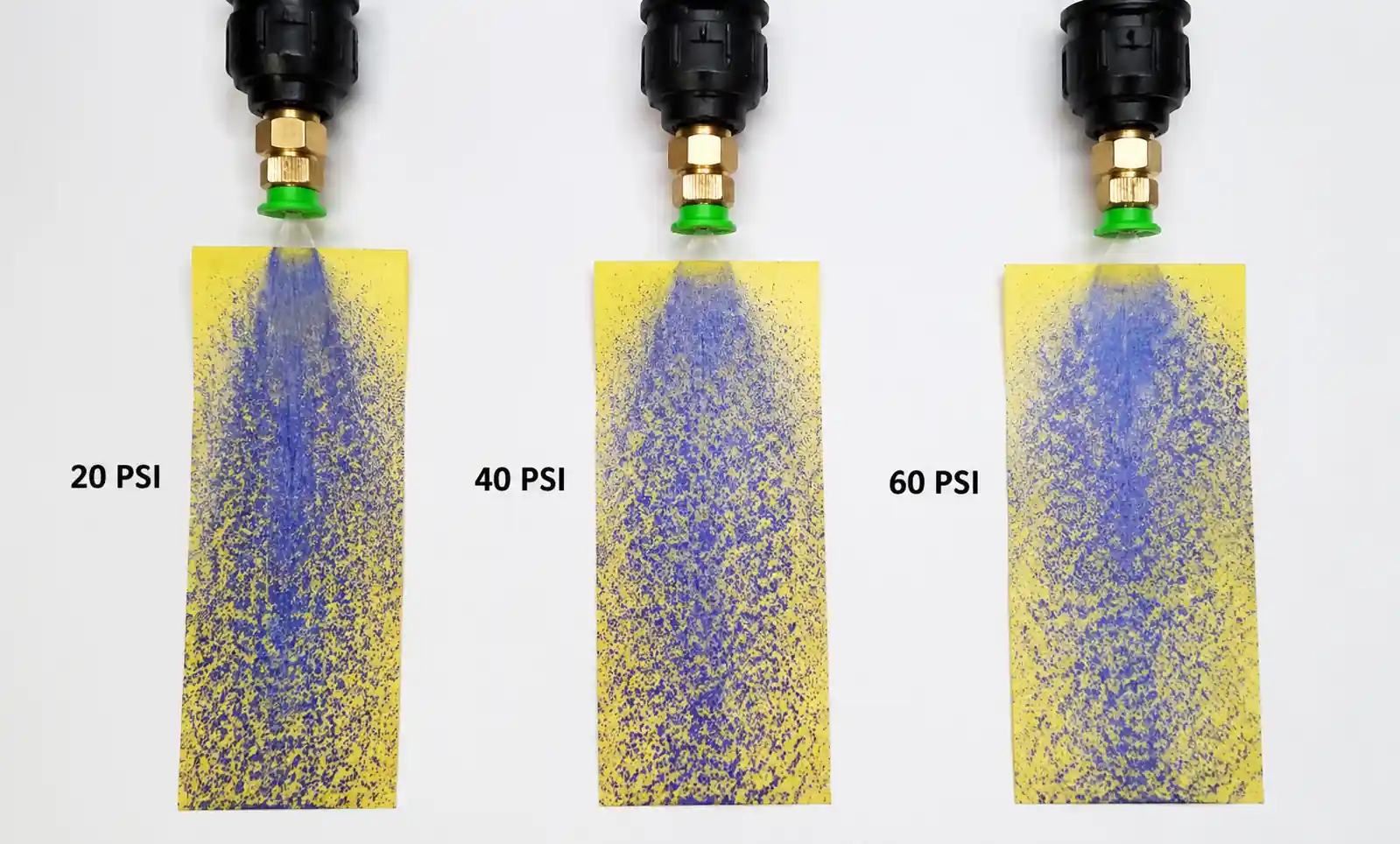
操作壓力與衝擊力
壓力決定了流量和噴射衝擊力。在化學品油輪的貨箱清洗中,IMO規定通常要求在罐壁(測量最遠端點)施加7至12牛頓的最小衝擊力,以擺脫貨物殘渣。這相當於旋轉槽清洗機的操作壓力約為80–150 PSI,視噴嘴設計與槽體幾何形狀而定。
相較之下,焊接後冷卻應用需要溫和均勻噴灑,以避免厚鋼材產生熱衝擊裂紋。我們建議操作壓力低於30 PSI,並使用全錐形噴嘴產生200–400微米的液滴,以控制蒸發冷卻且不會有過多逕流。
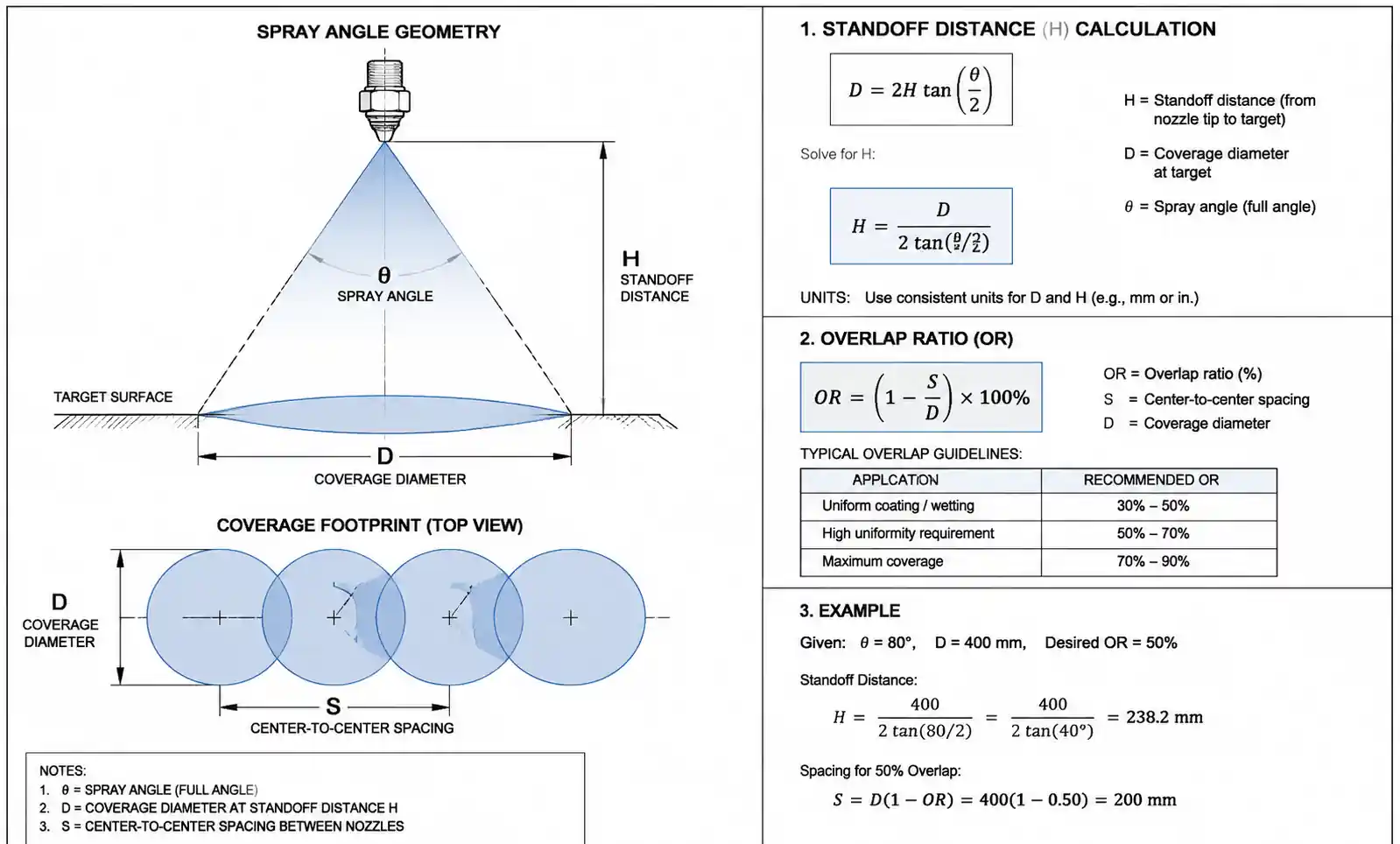
噴霧角度與覆蓋重疊
噴射角度(液壓噴嘴通常為15°至120°)決定了在特定距離下的足跡寬度。對於造船廠的自動塗層隔間,我們會用以下公式計算重疊比率:
重疊(%)=[(S - H ×- H tan(θ/2) × 2) / (H × tan(θ/2) × 2)] × 100
其中 S = 噴嘴間距,H = 距離高度,θ = 噴射角度。
大多數塗層應用需要50–100%的重疊以確保薄膜厚度均勻。重疊不足會產生乾燥條紋;重疊會浪費材料並延長閃光時間。對於40°平面風扇噴嘴,距18英吋,最佳間距為10–12英吋以達到50%重疊。
液滴大小分布
液滴大小(以雷射繞射分析中的 Dv0.5 或 Dv0.9 值為特徵)影響蒸發速率、表面潤濕及滲透縫隙。細微霧化(50–150微米)對於需要快速蒸發冷卻的滅火系統特別有利。粗噴霧(300–800微米)更適合沖洗需要液滴動量來驅散污染物,避免產生氣溶膠霧氣散布整個製造間。
在我們對防腐蝕底漆應用的現場測試中,噴嘴在35 PSI下產生180–250微米的液滴,實現最佳膜層成型,且不會造成過度噴霧或垂直隔板下垂。
2.造船工藝噴嘴類型比較
不同的噴霧模式適合不同的造船任務。選擇錯誤的模式類型是我們在流程稽核中最常遇到的規格錯誤之一。
| 噴嘴類型 | 噴霧圖案 | 典型流量範圍 | 最佳應用 | 衝擊力 | 堵塞風險 |
|---|---|---|---|---|---|
| 扁扇 | 橢圓形、錐形邊緣 | 0.05–5 GPM | 表面清洗、塗層(平面)、沖洗輸送帶運送零件 | 介質(集中於中心) | 低(若過濾到 150 網格) |
| 全錐形圓形均勻分布 | 0.1–50 GPM | 冷卻(焊接接頭、熱處理段)、淬火、滅火 | 低至中等(分布式) | 中等 | |
| 空心錐 | 環形、開心 | 0.05–10 GPM | 罐洗(離心力輔助清潔)、蒸發冷卻、氣體清洗 | 高(邊緣) | 低 |
| 實流 | 濃縮噴射 | 0.5–100 GPM | 高壓除垢、切割、高壓噴破 | 非常高 | 非常低 |
| 空氣霧化 | 細霧,水滴大小受控 | 0.01–2 GPM | 精密塗層(小零件)、脫模劑、潤滑劑塗抹 | 非常低 | 高(需要乾淨乾燥的空氣) |
平扇噴嘴用於塗層管線
扁平風扇噴嘴產生橢圓形圖案,中心線處流量密度最高,向邊緣逐漸變細。這使得它們非常適合自動化塗層系統,該系統將多個噴嘴排列成歧管,覆蓋寬廣的面板。錐形邊緣有助於實現平滑的重疊,避免形成厚重的堆積區域。
我們指定均勻噴角分布的平扇(在BETE用語中稱為「均勻平噴」)用於預切割鋼板的底漆與面漆塗裝。標準扁平風扇自然漸細,適合沖洗時可以接受的變化。
全錐形噴嘴用於冷卻與防火
全錐形噴嘴能將液體均勻分布於圓形截面,非常適合需要均勻熱管理的冷卻應用。在焊接縱向加勁筋於船體板材後,受控冷卻可防止變形。我們將全錐形噴嘴置於焊接接縫上方24至36英吋,運作壓力為20至30 PSI,以提供溫和均勻的霧氣,控制冷卻速率且不產生衝擊裂紋。
在滅火系統(水霧或洪水)中,額定80–120 PSI的全錐形噴嘴能產生200–400微米的水滴,有效吸收熱量,同時減少對機艙或電箱敏感設備的水害。
空心錐形與螺旋噴嘴用於水箱清潔
空心錐形噴嘴將流量集中於圖案邊緣,產生高速液滴,提供更強的衝擊力以促進清潔。靜態空心錐形噴嘴適用於較小的槽(直徑可達15英尺)。對於化學品油輪或產品運輸船的貨艙,配備可控角度螺旋噴嘴的旋轉槽清洗機,能提供符合IMO MEPC.1/Circ.642標準的系統性3D覆蓋。
在我們測試原油儲槽清潔時,螺旋噴嘴以100 PSI壓力、流量12–18 GPM運作,比舊式固定噴球系統快了40%,大幅縮短了離職時間。
3.材料選擇與耐腐蝕性
海洋環境會使噴嘴暴露於鹹水、酸性清潔劑、磨蝕性漿液(噴射或除垢時)以及高溫蒸汽。材料選擇直接影響使用壽命及總擁有成本。
| 材料 | 硬度(HRC) | 相對磨損壽命 | 耐腐蝕性 | 成本乘數 | 最佳應用 |
|---|---|---|---|---|---|
| 銅管 | 10–15 | 1x(基線) | 鹹水、酸性 | 1x | 僅用淡水,低磨損 |
| 316 不鏽鋼 | 20–25 | 3x | 優秀(鹹水、溫和酸性) | 2–3x | 一般海洋用途、化學清洗 |
| 硬化不鏽鋼(17-4 pH) | 38–42 | 8x | 非常好 | 4–5x | 磨蝕性漿液,高磨損 |
| 鎢合金插入件 | 70–75 | 25–40x | 太好了 | 8–12x | 嚴重磨損(除垢、砂礫) |
| 碳化矽陶瓷 | 72–78 | 30–50x | 優秀(酸性、腐蝕性物質) | 10–15x | 化學罐清洗,酸性 |
| 哈斯特洛伊C-276 | 22–28 | 5x | 卓越(鹽酸、硫酸氫、鐵化鉀) | 20–30x | 濃酸,極端腐蝕 |
何時指定不鏽鋼
316不鏽鋼是大多數造船噴塗應用的主力材料。它能處理鹽水暴露、鹼性清潔劑,以及表面準備中常見的溫和酸。對於無磨蝕顆粒的淡水冷卻或沖洗系統,316SS 噴嘴輕鬆達到 8,000–12,000 小時的運作時間,流量不會增加超過 10%(我們典型的更換門檻)。
避免在任何海洋應用中使用黃銅——我們曾見過黃銅噴嘴在鹹水噴霧系統中因氧化鋅處理而在400小時內失效。
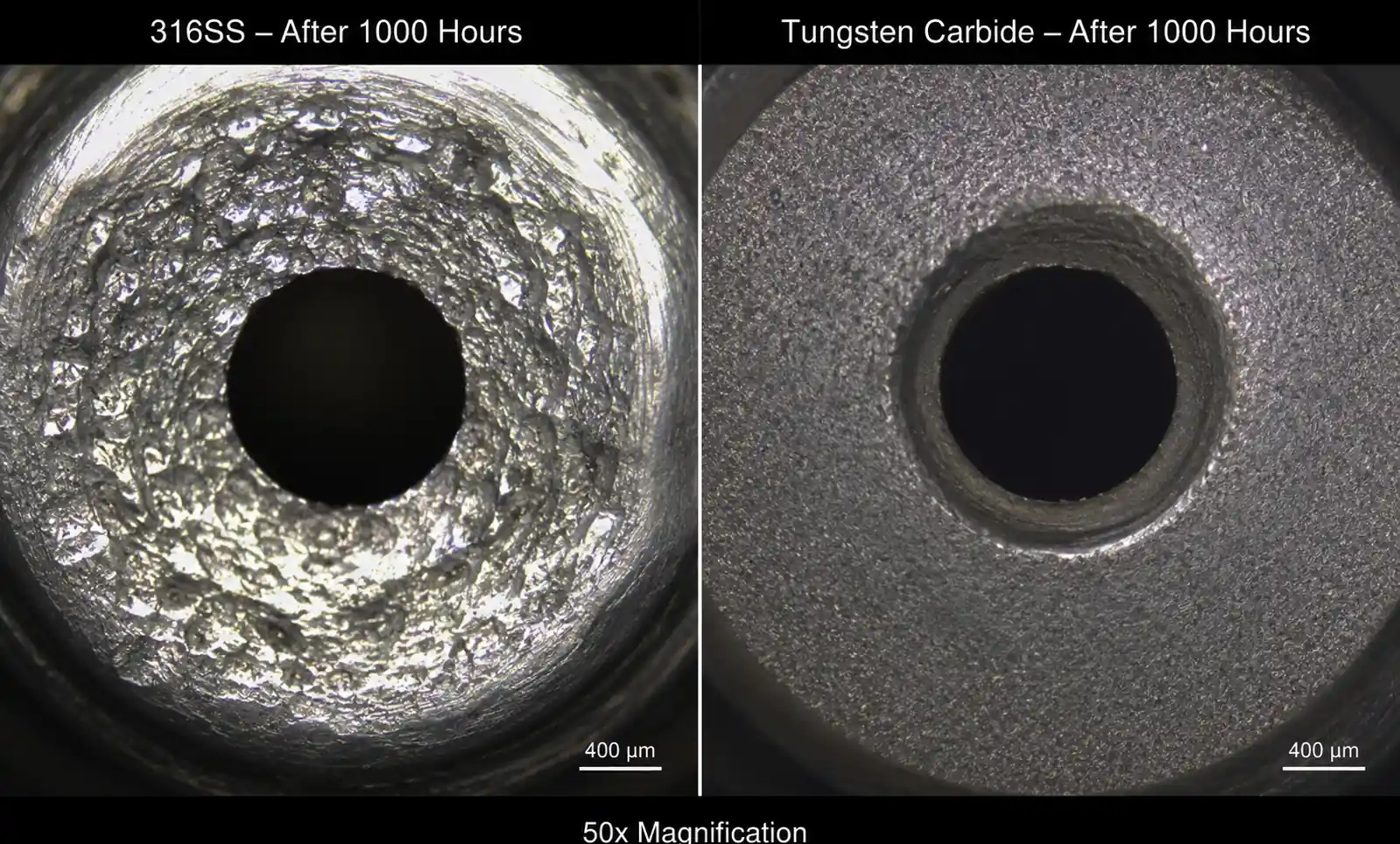
用於磨蝕用途的碳化物與陶瓷
使用高壓水與磨坊小顆粒的除垢作業,會在200至400小時內破壞不鏽鋼噴嘴。在相同條件下,碳化鎢內嵌件可延長壽命至 6,000 至 10,000 小時。成本溢價(8–12 倍)在第一年內可透過消除頻繁更換及相關停機時間來回本。
碳化矽在暴露於濃硫酸或鹽酸殘留物的槽內清洗噴嘴,具備類似的耐磨性及優異的耐酸性。然而,陶瓷材料較脆,避免使用壓力尖峰超過額定值或維修時可能發生機械撞擊的安裝。
哈斯特洛伊極度腐蝕
在處理高濃度酸或氯化鐵的化學油輪清洗系統中,標準不鏽鋼噴嘴容易出現點蝕和應力腐蝕裂紋。Hastelloy C-276 消除腐蝕故障,但成本是基準值的 20–30 倍。我們僅在停機成本或安全風險足以支付溢價時,才指定 Hastelloy——通常是高價值特種化學品運輸業者。
4.申請專屬選擇指南
造船涵蓋多種噴灑任務。本節提供最常見應用的噴嘴選擇標準。
鋼板表面準備與沖洗
目的: 塗層前去除磨屑、鏽蝕、鹽分及污染物。
推薦噴嘴: 平扇,噴霧角度40–65°,壓力1.0–2.5 GPM,壓力40–60 PSI。
材料: 316SS 或若再生水含有磨蝕性顆粒,則使用硬化不鏽鋼。
間距: 輸送帶系統中 50–80% 重疊時,12–18 英吋。
關鍵考量: 過濾水至至少100網目以防止堵塞。在接觸鹽水後用淡水預沖洗,可減少後續清潔階段的化學物質消耗。
焊接後冷卻
目標: 控制冷卻速率,以防止熱衝擊裂紋並減少變形。
建議噴嘴: 全錐形,噴霧角度 60–90°,壓力 0.5–3.0 GPM,壓力 15–30 PSI。
材料: 316SS(噴霧點溫度通常低於200°F)。
液滴尺寸: 250–500微米,用於蒸發冷卻且不會有過多逕流。
關鍵考量: 噴嘴位置距焊縫24–36英吋。對於厚切段(>1英吋)使用定時器施用間歇性噴霧(30秒開機,60秒關閉),以避免淬火裂紋。

防腐蝕塗層應用
目的: 在指定厚度範圍內(通常為乾膜厚度3–8密耳)均勻塗裝底漆、中間層或面漆層。
推薦噴嘴: 空氣霧化或無氣扁扇,噴霧角度依零件幾何形狀調整為20–40°。
流量: 0.2–1.5 GPM,視塗層黏度及所需薄膜結構而定。
材料: 不鏽鋼潮濕零件;用於磨蝕塗層(富鋅引子)的碳化鎢。
關鍵考量: 無氣系統(3,000–5,000 PSI)比空氣霧化(40–60%)提供更好的轉移效率(60–75%),但會產生更多噴霧。對於複雜的幾何結構(支架、管子穿透),空氣霧化能在凹槽中提供更好的覆蓋。
貨艙清潔(化學品油輪、產品運輸船)
目標: 依IMO規定的清潔標準去除貨物殘留;準備油箱以應付下一次貨物或檢查。
推薦噴嘴: 旋轉式儲罐清洗機,配有螺旋或控制式噴嘴;12–25 加侖/分鐘,壓力 80–150 PSI。
材料: 316SS用於石油產品與植物油;Hastelloy C-276 或碳化矽用於攻擊性化學品(酸、腐蝕性、氯化溶劑)。
撞擊力: 最低7–12牛頓(依槽體大小及貨物而異;參見IMO MEPC.1/Circ.642)。
關鍵考量: 選擇符合槽體尺寸(垂直間隙與水平直徑)評級的機器。動力不足的機器可能在測試平台能承受衝擊力,但因拋距不足而在使用中失效。利用最遠槽角的負載感測器現場撞擊力測量來驗證性能。
滅火系統(水霧/洪水系統)
目標: 在密閉空間(機艙、電箱、住宿區)中快速冷卻與氧氣排擠。
推薦噴嘴: 全錐形或空心錐形,視系統設計(低壓或高壓水霧)而定。
操作壓力: 低壓系統(12–20 PSI)、高壓系統(細霧 800–1,500 PSI)。
液滴尺寸: A 級火災為 200–400 微米;<200微米用於B類碳氫化合物火災,需抑制蒸氣。
材料: 最低316SS;確認符合IMO的FSS守則及適用的旗州規定。
關鍵考量: 噴嘴孔必須保持清潔——指定自清潔設計或實施季度沖洗程序。即使在淡水系統中,由於測試間閒置時間較長,也應使用耐腐蝕材料。
5.安裝與維護考量
正確安裝與主動維護延長噴嘴使用壽命,並確保噴霧表現穩定。
常見安裝錯誤
管徑不足導致壓降: 1/4英吋供水管線無法在額定壓力下提供5 GPM,否則會造成過度的速度損失。當流量超過2 GPM時,請使用最小3/8英吋或1/2英吋的供水管路,並將速度限制在10英尺/秒以減少壓降。
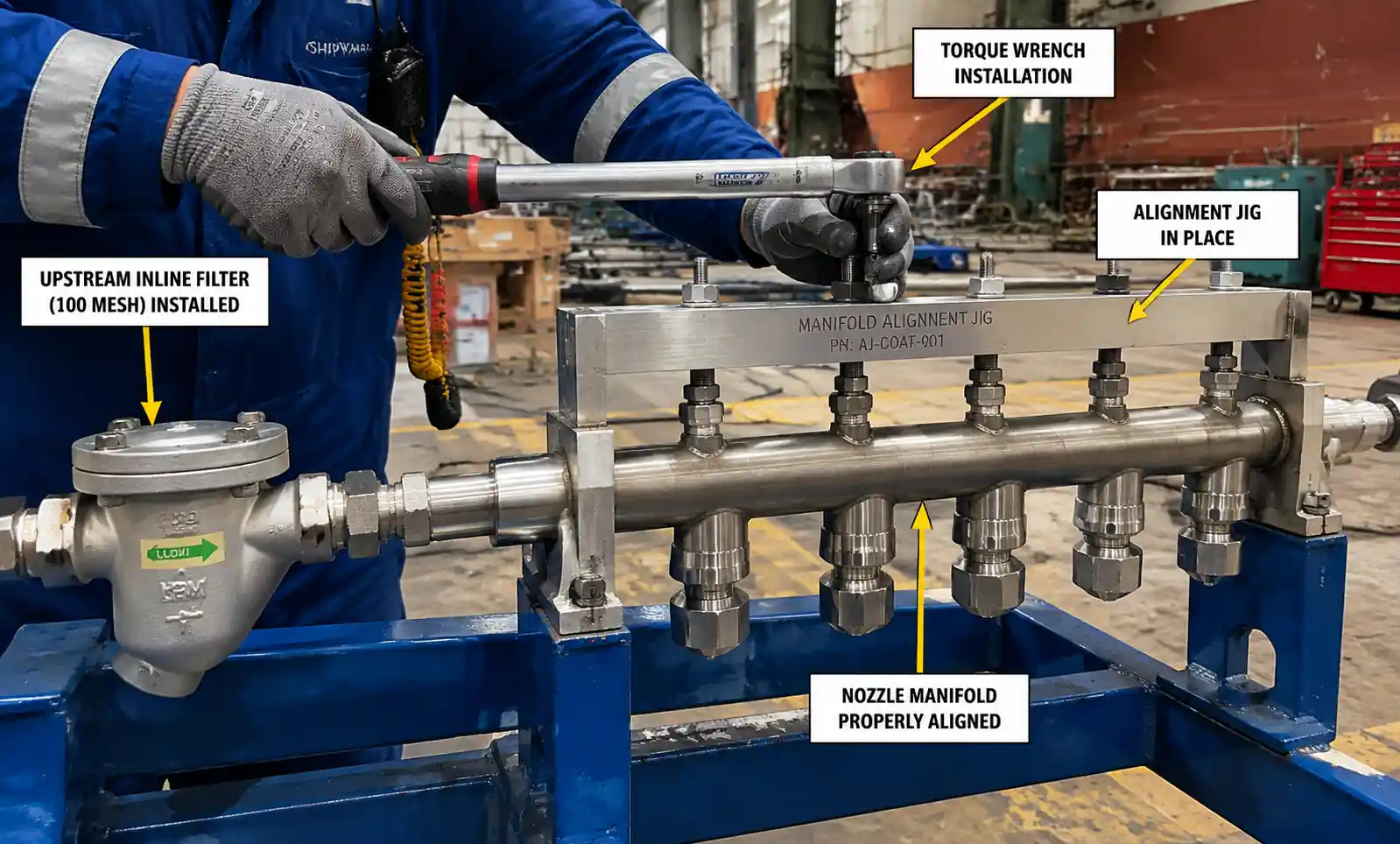
噴嘴錯位造成覆蓋縫隙: 即使噴嘴方向傾斜5°,也可能改變噴霧模式,造成塗層系統中乾燥條紋。安裝歧管時使用對齊夾具,並用牛皮紙試噴測試噴霧確認覆蓋範圍。
過度緊固導致車身裂紋: 陶瓷與硬質合金噴嘴若安裝扭力超過規格(通常為15–25英尺磅,視螺紋大小而定)會裂開。使用扭力扳手,並使用特氟龍膠帶或符合操作溫度與化學相容性的適當螺紋密封劑來確認密封。
上游過濾不足: 未安裝濾網或過濾器(視孔徑大小而定為100–200網)是過早堵塞的主要原因。在造船廠常見的回收水系統中,線上過濾器可防止焊縫飛濺、油漆剝落及鏽蝕顆粒阻塞孔洞。
預防性維護與績效監控
流量驗證: 使用校準過的容器和計時器每季測量流量。比基線增加10%表示孔口磨損。對於關鍵應用(IMO認證的儲罐清洗),當流量超過額定容差時,應更換噴嘴。
噴霧圖案檢查: 對水敏感紙張的目視檢查可發現噴霧角度變窄(表示部分堵塞)、圖案變形(孔口受損)或分布不均(內部阻塞)。更換顯示圖案劣化的噴嘴。
壓力測試: 記錄每個噴嘴位置的工作壓力。恆定流量下壓力上升表示堵塞;恆定流量下壓力下降暗示孔口擴大。
備用零件庫存: 保留15–20%的備用零件給生產關鍵噴嘴。對於特殊材料(如Hastelloy、客製化陶瓷),交貨時間可延長至8至12週。保留普通尺寸以避免生產延誤。
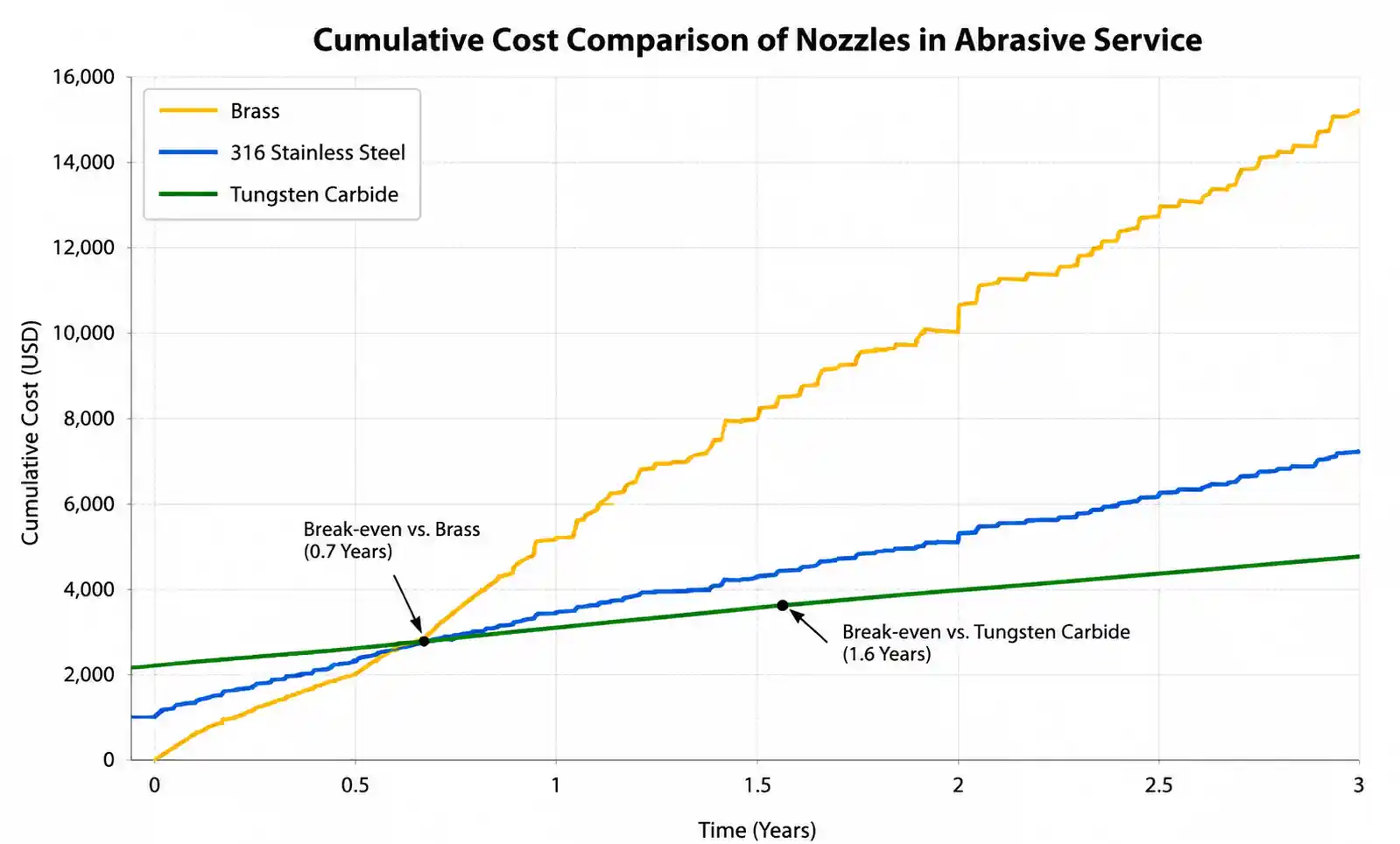
6.總擁有成本分析
初始噴嘴成本只是 TCO 的一個組成部分。考慮到替換人力、停機時間和性能下降,通常會讓高品質材料成為合理的選擇。
| 情境 | 材料 | 每個噴嘴初始成本 | 服役年限(小時) | 每年更換次數(假設每年運作2,000小時) | 每次更換人工成本 | 年度總營運成本 |
|---|---|---|---|---|---|---|
| 基線 | 銅管 | 8美元 | 500 | 4 | 50美元 | $232 |
| 標準海軍陸戰隊 | 316SS | 22美元 | 1,800 | 1.1 | 50美元 | 79美元 |
| 磨蝕服務 | 碳化鎢 | $150 | 8,000 | 0.25 | 50美元 | 51美元 |
假設:單噴嘴安裝,每次更換人工成本50美元(1小時停機時間+技術人員費率),未計算生產損失。
對於一條擁有24個噴嘴、每年運作4,000小時的塗層產品線來說,從不鏽鋼轉用碳化鎢,儘管單成本是單成本的7倍,卻每年可減少16,800美元的TCO。納入生產損失成本(通常在造船廠每小時200至500美元),總成本優勢將進一步擴大。
碳化物噴嘴損益平衡分析
收支平衡公式:
(高級噴嘴成本 - 標準噴嘴成本) / [(標準每年更換次數 - 高級更換次數) × (更換人工成本 + 停機損失)]
以每年運作3,000小時的除垢系統來說:
- 316SS 噴嘴:30 美元,壽命 = 400 小時→每年 7.5 次更換
- 碳化鎢:$180,壽命 = 8,000小時→每年0.375次更換
- 人工 + 每次更換停機時間:150美元
損益平衡 = ($180 - $30) / [(7.5 - 0.375) × $150] = $150 / $1,069 = 0.14 年(1.7 個月)
碳化物噴嘴不到兩個月就能回本,且每年每個噴嘴位置可節省919美元。
7.常見問題
Q:我能只靠增加壓力來增加流量嗎?
答:流量隨壓力的平方根增加,而非成比例。將壓力從40 PSI加倍到80 PSI只會增加41%,而非100%。超壓超過額定限制會損壞噴嘴並造成不安全的操作環境。
Q:我該如何計算完整覆蓋所需的噴嘴數量?
答:計算目標距離下的有效噴霧寬度:W = 2 × H × tan(θ/2),其中 H 為距離,θ 為噴霧角。將總覆蓋寬度除以每噴嘴的有效寬度,然後加上10–20%的重疊。對於關鍵塗層應用,請使用測試噴霧進行驗證。
Q:噴霧圖案變形的原因是什麼?
答:部分堵塞(安裝上游過濾)、因壓力尖峰或碎屑撞擊而損壞孔口、侵蝕磨損導致孔口幾何形狀不均,或製造缺陷。檢查並更換出現扭曲圖案的噴嘴——清潔無法恢復。
Q:我應該清理或更換堵塞的噴嘴嗎?
答:對於不鏽鋼噴嘴,若堵塞是近期且材料(乾燥油漆、氧化垢)可移除,且以適當溶劑進行超音波清洗,可恢復性能。對於陶瓷或碳化物噴嘴,物理清潔有剝落孔洞的風險——更換更安全。透過過濾預防總是比清潔更具成本效益。
Q:我該如何指定新水箱清洗機的噴嘴?
答:從我認為你坦克類別和貨物類型的衝擊力需求開始。反推推算,利用機器製造商的拉距曲線來計算流量與壓力。確認材料與最壞情況的貨物相容性(你能處理的最具腐蝕性化學品)。在調試期間,對多個儲槽壁位置進行負載感測器測量的見證測試。
Q:我可以只根據噴霧角度和流量來替換其他品牌的噴嘴嗎?
答:沒有。噴射角度與流量是必要條件,但尚未足夠。葉片內部設計差異會影響液滴大小分布、噴霧均勻性及壓力-流量特性。對於關鍵應用,請透過並排測試驗證替換噴嘴,或向供應商索取性能數據(雷射繞射粒徑分析、圖案化測試結果)。
Q:我應該要求哪些文件才能獲得船級社批准?
答:型式認證證書、材料測試證書(包括 ASTM 防腐蝕規範)、性能測試數據(流量與壓力曲線、噴霧角度驗證、衝擊力測量)及適用法規(IMO、SOLAS、旗州要求)的合規聲明。保存調查檢查紀錄。
8.結論與下一步
選擇造船應用的噴嘴需系統性評估噴霧模式、流動特性、材料耐久性及應用特定性能標準。優化這些參數帶來可衡量的好處:減少塗層缺陷、縮短製程週期、降低維護成本及符合法規要求。
重點摘要
- 依應用幾何形狀與覆蓋要求匹配噴嘴模式(平扇、全錐、空錐)
- 根據化學相容性與耐磨性來指定材料——高級材料在嚴苛使用中能提供較低的總使用成本(TCO)
- 計算重疊比與距離,確保覆蓋均勻且無間隙或過度堆積
- 實施預防性維護(流量驗證、模式檢查),以在品質問題出現前偵測性能下降
- 進行高磨損應用的TCO分析——儘管初期成本較高,碳化物與陶瓷噴嘴仍能迅速回收
建議行動
-
審核現有噴嘴規格: 檢視現有安裝材料相容性、磨損模式及更換頻率。識別高 TCO 位置以進行材料升級。
-
實施效能監控: 建立關鍵系統的基線流量與噴霧模式。安排季度驗證測試。
-
請求應用工程支援: 對於複雜系統(儲槽清洗、自動塗層管線、滅火),請聘請噴嘴製造商的現場應用工程師,透過現場測試或計算流體力學建模驗證選擇。
-
建立備件計畫: 備貨關鍵噴嘴(尤其是長交期專用材料),以減少計畫內外維護期間的生產中斷。
-
文件規格: 建立詳細噴嘴時間表,包括製造商、型號、材料、孔口大小、噴霧角度及操作參數。將此文件納入船舶技術檔案,供船級社檢驗及船員參考使用。
如需協助噴嘴選擇、性能測試或排除現有噴霧系統故障,請聯絡我們的應用工程團隊,免費進行流程評估與規格審查。
本指南代表來自海事製造及船舶裝備安裝的現場經驗與工程數據。性能參數與材料建議應依據您的具體操作條件、化學暴露及法規要求進行驗證。