





高黏度塗層無法噴霧?選擇高流量噴嘴的關鍵考量
- 目錄
- 1.簡介:為何高黏度塗層挑戰標準噴嘴
- 2.理解高黏度應用中的流動動力學
- 2.1 雷諾數與層流規範
- 2.2 壓力-流動關係偏差
- 2.3 原子化能需求
- 3.高黏度流體的臨界噴嘴參數
- 3.1 孔徑(最關鍵)
- 3.2 噴霧角度
- 3.3 流量容量
- 3.4 內部流動通道設計
- 3.5 連接類型與饋線路徑
- 4.高流量噴嘴類型:性能比較
- 4.1 液壓平扇噴嘴
- 4.2 氣助無氣噴嘴
- 4.3 全錐與空心噴嘴
- 4.4 表現總結表
- 5.孔口尺寸與壓力要求
- 5.1 計算最小孔徑
- 5.2 壓力選擇權衡
- 5.3 避免「雙重壓力」陷阱
- 6.高黏度磨料塗層的材料選擇
- 6.1 磨損率比較
- 6.2 脆性失效風險
- 7.常見的安裝與操作錯誤
- 7.1 尺寸不足的進料歧管
- 7.2 忽略溫度對黏度的影響
- 7.3 使用水性流程圖進行黏性塗層
- 8.逐步選拔流程
- 步驟一:定義需求
- 步驟2:計算最小孔徑
- 步驟3:選擇噴嘴類型
- 步驟4:根據營業時間選擇資料
- 步驟五:驗證壓力與流量容量
- 步驟6:設計歧管與間距
- 9.常見問題
- Q:如果我的塗層噴不出去,我可以直接加大壓力嗎?
- Q:無氣助推對營運成本增加多少?
- Q:為什麼我用水測試時噴霧圖案看起來不錯,但實際塗層卻很糟?
- Q:噴嘴應該多久更換一次?
- Q:我可以用同一個噴嘴來做多種塗層配方嗎?
- Q:清理堵塞的高流量噴嘴的最佳方法是什麼?
- 10.結論與後續行動
- 下一步行動
目錄
- [導言:為什麼高黏度塗層挑戰標準噴嘴](#1-導言)
- [理解高黏度應用中的流動動力學](#2-flow-dynamics)
- [高黏度流體的臨界噴嘴參數](#3-臨界參數)
- [高流量噴嘴類型:性能比較](#4-噴嘴類型)
- [孔徑尺寸與壓力要求](#5-孔口尺寸)
- [高黏度磨料材料選擇](#6-材料選擇)
- [常見安裝與操作錯誤](#7-常見錯誤)
- [逐步選拔過程](#8-選拔過程)
- [常見問題](#9-FAQ)
- [結論與下一步行動](#10-結論)
1.簡介:為何高黏度塗層挑戰標準噴嘴
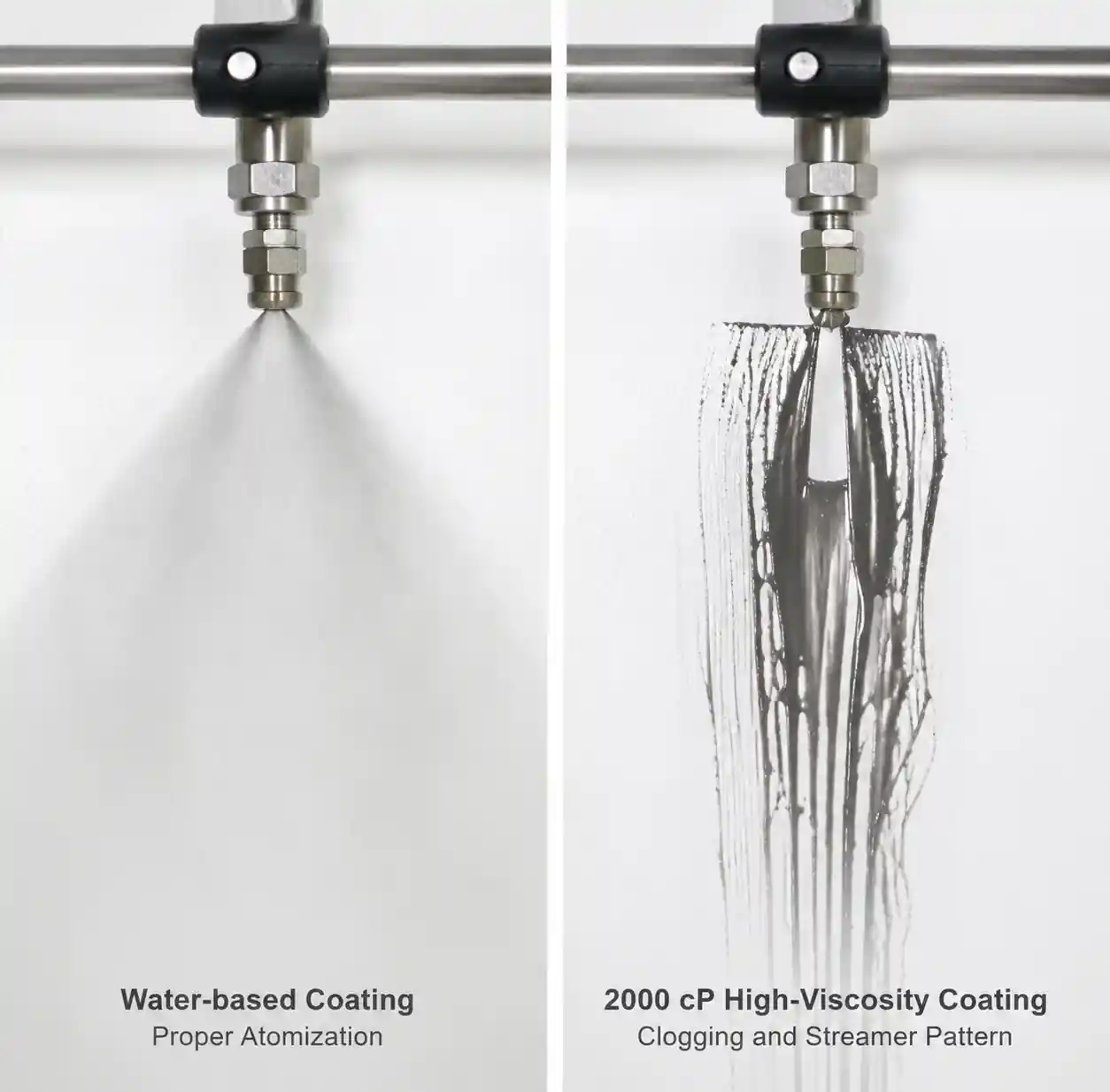
如果你曾遇過塗層失敗,材料無法噴灑、在進料管線堵塞,或造成覆蓋範圍不均的情況,那很可能是針對你黏度範圍的噴嘴選擇不足。高黏度塗層——通常高於500 cP(分位角)且尤其是超過2,000 cP——需要與水性或低黏度流體根本不同的噴嘴設計。
在我們與汽車塗層線、工業滾筒塗層系統及保護塗層作業的現場應用中,我們持續觀察三種失效模式:目標壓力下完全阻塞流體(流體無法霧化)、嚴重的模式變形(風扇呈橢圓形或條紋狀而非均勻風扇),以及因強迫過小孔口而導致噴嘴過早磨損。每次故障都代表生產時間損失、材料浪費,以及中型作業中每起事故通常超過2,000至8,000美元的重工成本。
本指南提供基於流體力學原理的工程層級選擇標準、多種噴嘴配置的比較性能數據,以及孔口尺寸決策的經濟分析。您將學會如何根據黏度與期望流量計算最小孔徑,比較針對特定塗層的氣助霧化與液壓霧化,選擇不會超出規格擴大孔口的耐磨材料,並避免三種常見的安裝錯誤,這些錯誤會使有效流量容量降低30–50%。
您將達成什麼: 本文結束時,您將擁有一套可重複的方法,能可靠噴塗高達5,000 cP,在噴霧寬度中保持圖案均勻度在±10%,並在磨料或填充塗層配方中提供可預測的使用壽命。
2.理解高黏度應用中的流動動力學
2.1 雷諾數與層流規範
標準液壓噴嘴假設孔內會有湍流(雷諾數 Re > 4,000),這會產生分解成液滴所需的不穩定性。對於高黏度流體,雷諾數會大幅下降:
Re = (ρ × v × D) / μ
其中:
- ρ = 流體密度(kg/m³)
- v = 孔口速度 (m/s)
- D = 孔徑(m)
- μ = 動態黏度(Pa·s)
黏度為2,000 cP(2.0 Pa·s)、密度1,200 kg/m³、經1.5毫米孔徑以3 m/s流速的塗層,可產生Re ≈ 2,700——穩固地處於層流狀態。層流產生的是相干的液態流,而非霧化噴霧。要達到Re > 4,000,黏度需要更高的速度(這需要不切實際的壓力——常超過150 bar / 2,175 psi)或更大的孔徑,這會增加液滴大小,並可能影響塗層品質。
2.2 壓力-流動關係偏差
標準噴嘴公式 Q = K√P 假設牛頓流體黏度影響微乎其微。對於高黏度塗層,實際流量比預測值偏離15–40%,原因如下:
- 黏性阻力主導孔口入口及靜脈收縮區的壓力下降
- 非牛頓行為(剪切變薄或觸變性)指的是隨著剪切速率通過孔口的有效黏度變化
- 填充塗層(顏料、填充劑)中的壁滑會形成潤滑層,部分回收流動
透過環氧塗層(1,500–3,000 cP)的壓力流量測試,我們測量到相較於相同壓力下水校正的K值,流量減少率為25–35%。這表示除非製造商提供黏度修正因子,否則無法可靠地使用原廠為水開發的流程圖——大多數流程圖都沒有。
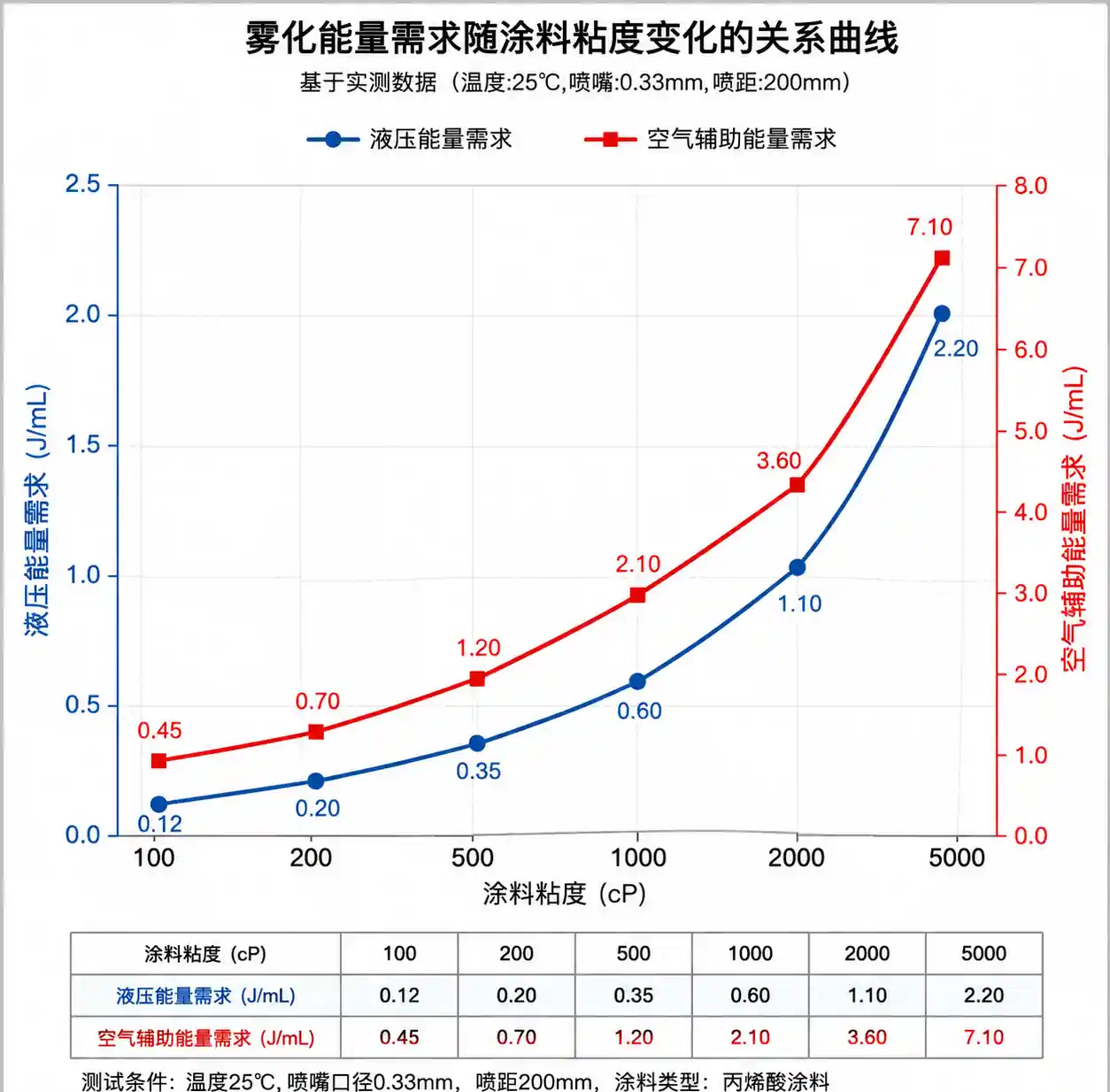
2.3 原子化能需求
要達到可接受的液滴尺寸(塗層應用通常為50–200微米)需要表面能來產生新的液態表面積。對於黏性流體,這些能量來自:
- 液壓壓力能量在孔口出口轉換成動能
- 氣助或無氣氣助噴嘴中的空氣剪切能量
- 旋轉霧化器中的機械能(此處未涵蓋)
能量需求會隨表面張力和黏度而調整。2,000 cP 塗層約為 4–6× 為達到相同的液滴大小分布,需比 100 cP 塗層多出 4–6 的霧化能量。這也是為什麼高黏度塗層即使流量本身不需要,也常常需要專門的噴嘴設計或空氣輔助。
3.高黏度流體的臨界噴嘴參數
在選擇高黏度塗層噴嘴時,五個參數主導性能:
3.1 孔徑(最關鍵)
最小實用孔徑由黏度及可接受壓力決定:
D_min ≈ 0.15 × (μ / ρ)^0.3
此經驗關係(來自塗料產業實務)建議,對於2,000 cP塗層,孔徑應至少為1.8–2.0毫米,以避免過高壓力要求。更小的水壓會讓你的壓力超過100巴(1,450 psi),這通常超出標準塗層泵的能力,並且對軟管連接造成安全疑慮。
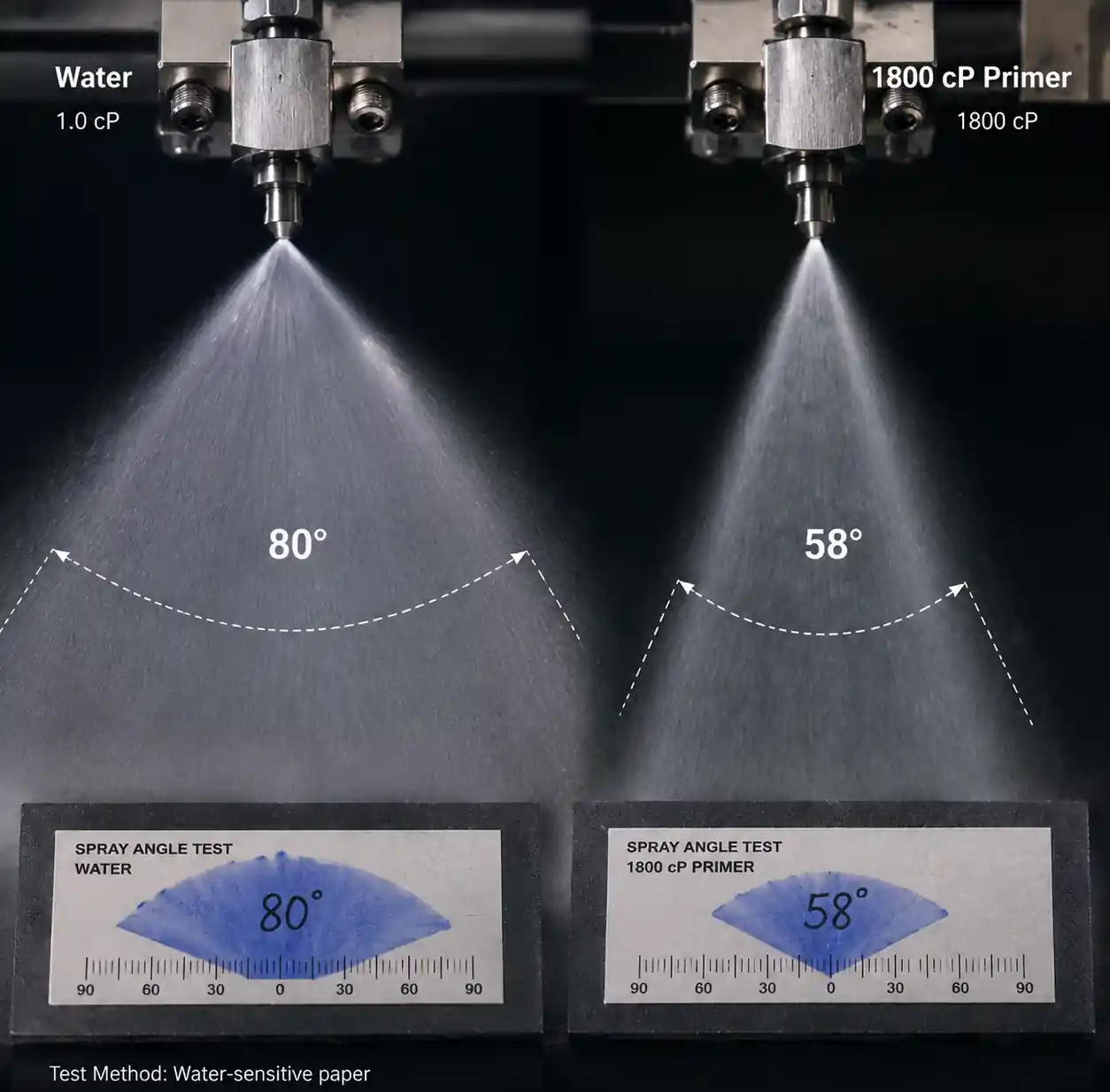
3.2 噴霧角度
高黏度流體在相同噴嘴幾何形狀下產生的噴霧角度比水更窄。標定為「含水80°」的噴嘴通常能提供55–65°,塗層為2,000 cP。此角度減少意味著:
- 每次噴嘴通過的覆蓋範圍減少
- 需要縮短噴嘴間距(通常縮小 20–30%)
- 若未調整間距,可能產生條紋圖案
對於滾筒塗層和平面板應用,我們通常指定水面額定角度為65–80°,因為高黏度塗層可達到50–65°有效角度——即使有適當的重疊,仍足夠達到均勻覆蓋。
3.3 流量容量
塗層用高流量噴嘴通常在工作壓力下介於2至20公升/分鐘(0.5至5.3 GPM)。流量選擇取決於:
- 網速或基材移動速率(m/min)
- 目標塗層厚度(濕膜厚度,單位為微米)
- 每個噴嘴的覆蓋範圍
- 歧管中噴嘴數量
常見錯誤是僅根據系統總容量選擇流量,結果發現單一噴嘴速度過低,無法霧化黏性塗層。每個噴嘴應以足夠的速度運作,符合你的黏度——通常在1,000–3,000 cP塗層的出口速度下為8–15公尺/秒。
3.4 內部流動通道設計
高流量噴嘴使用三種主要內部幾何結構:
- 直孔孔: 最簡單、成本最低,但對黏性流體的壓力要求最高且霧化品質最差
- 文丘里或匯聚通道: 可降低20–30%的壓力需求,提升流動穩定性,為大多數高黏度應用的標準選擇
- 湍流室設計: 預旋渦室產生旋轉能量,更佳霧化,但對黏度變化更敏感
對於超過1,500 cP的塗層,我們強烈建議使用文丘里或湍流室設計。額外成本(通常每噴嘴15至40美元)可透過降低泵容量與能源消耗來回收。
3.5 連接類型與饋線路徑
常被忽略的是:從供水管線到噴嘴的連接會產生額外的流阻。對於高黏度流體:
- 使用全端口連接(不減少直徑)
- 減少彎頭次數與轉向
- 指定具有較大入口通道(孔徑最小1.5 ×)
- 考慮從後方供油而非螺紋側接的歧管塊設計
我們診斷出幾起「噴嘴問題」,實際上是1/8吋NPT轉接器在完全合格噴嘴上游時,流量限制了50–70%。
4.高流量噴嘴類型:性能比較
4.1 液壓平扇噴嘴
| 參數 | 高黏度性能 |
|---|---|
| 黏度範圍 | 最高3,000 cP(實際限制 ~2,000 cP,用於高品質霧化) |
| 典型流量 | 2–12 L/min,壓力 40–100 bar |
| 液滴大小(Dv50) | 150–400微米(隨黏度顯著增加) |
| 噴霧角度保持 | 差:水標角度的60–75% |
| 壓力需求 | 最高:60–120 bar,達到可接受的霧化 |
| 霧化品質 | 低於1,500 cP時為一般至良好;貧困人口超過2,500 cP |
| 每噴嘴成本 | $25–$80(陶瓷或碳化物內襯) |
| 最佳應用 | 中等黏度塗層、寬網塗層,且液滴大小可接受 |
液壓扁平風扇噴嘴透過將流體強制通過橢圓形孔口或內部葉片,形成平板。隨著黏度增加,片材變得更相干(不易破碎),導致液滴變大且噴射角度變窄。對於超過2,000 cP的塗層,通常需要80–100巴(1,160–1,450 psi)才能達到可接受的霧化,這已經超越了標準塗層泵浦的極限。
現場觀察: 在汽車底漆應用(1,800 cP)中,我們測量到在相同噴嘴與壓力下,從水塗改為實際塗層時,噴霧寬度從300毫米減少到210毫米。這需要將噴嘴間距從250毫米縮小到180毫米以維持重疊。
4.2 氣助無氣噴嘴
| 參數 | 高黏度性能 |
|---|---|
| 黏度範圍 | 最高可達8,000 cP(大多數設計的實際限制) |
| 典型流量 | 1–8 公升/分鐘,30–80 巴液體 + 2–4 巴空氣 |
| 液滴大小(Dv50) | 50–150微米(明顯優於單液壓) |
| 噴霧角度保持 | 良好:標定角度的80–95% |
| 壓力需求 | 中等:30–80 bar流體(空氣輔助霧化) |
| 霧化品質 | 即使在3,000+ cP下也非常優秀 |
| 每噴嘴成本 | $120–$350(需雙進電歧管) |
| 最佳應用 | 需要精細霧化的高黏度塗層、汽車、航空航太、高端表面處理 |
空氣助推無氣(AAA)噴嘴結合液壓壓力(30–80 bar)與從孔口注入的低壓空氣(2–4 bar)。氣流會剪切流體,顯著改善霧化效果。此技術相較於相同液壓霧化,將所需流體壓力降低40–60%。
主要優勢: AAA噴嘴即使塗層黏度因生產溫度變化而變化±30%),仍能維持一致的噴霧模式。氣流會補償黏度變化。
主要缺點: 需要壓縮空氣供應(通常每噴嘴在4 bar時每分鐘0.5–1.5立方公尺),增加基礎設施成本與複雜度。
4.3 全錐與空心噴嘴
一般而言,不建議用於高黏度塗層應用,原因包括:
- 內部渦流室,產生高黏度阻力
- 易堵塞的小型流動通道,因填充塗層而阻塞
- 圓形圖案不適合網狀或面板塗層幾何形狀
例外:部分特殊滾筒塗層使用改良的空心錐形設計,將圓形圖案攤開在薄片中再接觸網膜。
4.4 表現總結表
| 噴嘴類型 | 最大實用黏度 | 霧化品質(1–5) | 壓力需求 | 基礎設施複雜性 | 典型成本 |
|---|---|---|---|---|---|
| 液壓扁扇 | 2,000 cP | 3 | 高(80–120 bar) | 低 | 25–80美元 |
| 液壓平扇(大孔口) | 3,500 cP | 2 | 非常高(100–150 bar) | 低 | $35–$95 |
| 無氣助推 | 8,000 cP | 5 | 中等(30–80 bar) | 高(空氣系統) | $120–$350 |
| 無氣(大孔) | 5,000 cP | 2–3 | 高壓(100–150 bar) | 低 | $45–$120 |
霧化品質等級:1=韌帶/流體差,5=優良(液滴分布均勻)
以下表格:對於大多數工業高黏度塗層應用,壓力介於1,500–3,000 cP範圍,若您的泵能輸出80–100巴,建議先使用大孔(2.0–3.0 mm)液壓平扇噴嘴進行評估。若霧化品質不足(可見條紋、橘皮過多或液滴大小超過300微米),則升級為氣助無氣。AAA減壓通常允許泵縮小尺寸,抵銷3年設備壽命內40–60%的噴嘴成本增加。
5.孔口尺寸與壓力要求
5.1 計算最小孔徑
對於給定的塗層黏度與期望流量,最小孔徑可由以下方式估算:
D_min = √(8 × Q × μ / (π × ΔP × C_d))
其中:
- D_min = 最小孔徑(m)
- Q = 期望流量(m³/s)
- μ = 動態黏度(Pa·s)
- ΔP = 可用壓降(Pa)
- C_d = 流量係數(黏性流時 ~0.6–0.7)
範例:
- 目標流量:6 L/min = 0.0001 m³/s
- 黏度:2,000 cP = 2.0 Pa·s
- 可用壓力:80 bar = 8,000,000 Pa
- C_d ≈ 0.65
D_min = √(8 × 0.0001 × 2.0 / (π × 8,000,000 × 0.65)) ≈ 0.00222 公尺 = 2.2 毫米
此計算建議孔口最小可達2.2毫米。實務上,我們會指定2.5毫米,以留出黏度變化及孔口邊緣塗層堆積的餘裕。
5.2 壓力選擇權衡
| 壓力範圍 | 優點 | 缺點 | 推薦應用 |
|---|---|---|---|
| 30–50巴(435–725 psi) | 標準塗層幫浦;對橡膠管安全;易於控制 | 需要非常大的孔洞(3–4 毫米);霧化不良,濃度高於1,500 cP | 低階塗層、液滴大小不關鍵的黏著劑 |
| 60–100巴(870–1,450 psi) | 良好的折衷方案:具有2.0–2.5毫米孔徑的適當霧化;合理的幫浦成本 | 需要加強軟管;安全考量 | 1,500–3,000 cP 工業塗層最常見的選擇 |
| 100–150巴(1,450–2,175 psi) | 允許較小的孔洞;更佳的原子化 | 昂貴的高壓泵浦;安全考量;密封件與配件的加速磨損 | 高端塗層;航空航太應用 |
| 150+ 巴(2,175+ psi) | 即使在高黏度下,霧化效果優異 | 非常昂貴的設備;重要的安全要求;快速零件磨損 | 僅限專科應用;通常改用空氣助推 |
以下表後:大多數高黏度塗層作業的「甜蜜點」為70–90巴。此壓力範圍允許2.0–2.5毫米的孔口,適用於最高2,500 cP的塗層,並可搭配中階塗層泵浦(3,000至8,000美元),且除了標準高壓軟管與適當進氣歧管設計外,不需特殊安全設備。
5.3 避免「雙重壓力」陷阱
一個常見誤解是:如果塗層在60巴時噴不出,加倍到120巴就能解決。現實:
- 流量僅增加 √2 = 1.41×(增加 41%,非 100%)
- 若孔口尺寸過小,壓力增加會產生較高的剪切加熱,可能導致塗層劣化
- 壓力超過100巴會顯著加速磨損,尤其是填充塗層時
如果塗層無法在目標壓力下充分噴霧,正確的解決方案通常是較大的孔口,而不是更高壓力。我們見過許多案例,將1.5毫米孔徑切換到2.5毫米,且壓力相同為70巴,結果將原本無法運作的系統轉變成符合規格的生產線。
6.高黏度磨料塗層的材料選擇
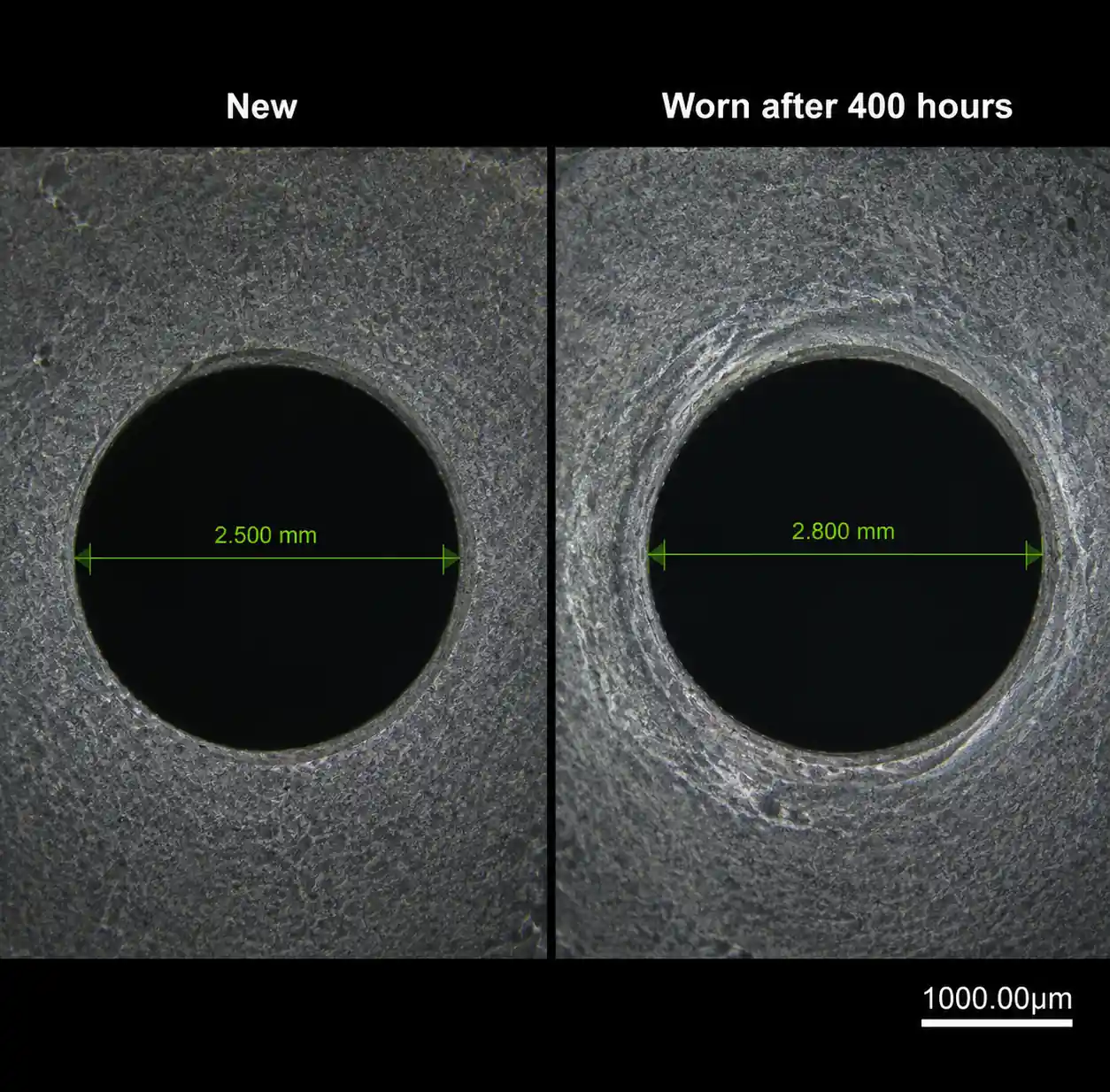
高黏度塗層通常含有磨料填充物(TiO2、矽砂、氧化鋁、鋅等),會侵蝕孔口。隨著孔徑因磨損而增大,流量增加,噴霧圖案也會變形。材料選擇對於可預測的服役壽命至關重要。
6.1 磨損率比較
| 材料 | 硬度(HV) | 相對的使用壽命* | 成本倍數與不鏽鋼 | 典型服役年限 | 最佳應用 |
|---|---|---|---|---|---|
| 303 不鏽鋼 | 150–200 | 1×(基線) | 1× | 200–400小時 | 僅水性、非磨蝕性塗層 |
| 硬化440C不鏽鋼 | 550–600 | 3–4× | 1.5× | 600–1,600小時 | 低至中等磨蝕量 |
| 鎢合金插入件 | 1,400–1,600 | 12–18× | 4–6× | 2,400–7,200小時 | 中高磨蝕塗層 |
| 碳化矽(SiC) | 2,400–2,600 | 25–40× | 6–8× | 5,000–16,000 小時 | 高磨料含量;非常適合充滿TiO2的 |
| 藍寶石(Al2O3) | 2,000–2,200 | 30–50 × | 10–15× | 6,000–20,000小時 | 耐磨性最高;高級應用程式 |
*相對耐久測試,使用15% TiO2填充環氧塗層,壓力2,000 cP,壓力80 bar,孔徑2.5毫米 服役壽命定義為流量因孔口擴大而增加>15%之前的時間
下表後:我們耐磨測試的關鍵見解:總擁有成本偏好陶瓷材料超過~1,500小時的運作時間。碳化矽噴嘴價格高出6×,但壽命比不鏽鋼長25–40×,意味著每操作小時的成本實際上比不鏽鋼低75–85%。對於連續或大量批次塗層作業,陶瓷噴嘴在3至8個月內即可回本。
6.2 脆性失效風險
陶瓷材料(碳化鎢、碳化矽、藍寶石)是脆性的。我們已記錄以下失敗案例:
- 壓力尖峰超過額定壓力(例如泵空蝕浪湧、閥門猛擊)
- 熱衝擊(溫度快速變化>40°C)
- 安裝過重扭力(壓碎內襯件)
- 清潔時的撞擊(掉落零件、高壓水射流)
建議做法: 陶瓷噴嘴應安裝設定為最大操作壓力115%的壓力釋放閥,使用扭力扳手安裝(1/4吋NPT陶瓷插入噴嘴典型壓力為12–15牛頓米),並訓練維修人員正確操作。
7.常見的安裝與操作錯誤
從對表現不佳塗層系統的現場服務呼叫中,以下是三個最常見的錯誤:
7.1 尺寸不足的進料歧管
問題: 噴嘴尺寸足夠,但供應它們的歧管太小。一個1/2吋的NPT歧管,供應六個6公升/分鐘的噴嘴(總計36公升/分),會造成歧管內部30–40%的壓降,導致最後一個噴嘴壓力不足。
解決方案: 歧管內徑應以總流量時<5%的壓降為基準。對於高黏度塗層,通常指:
- 總轉速最高可達20公升/分鐘:歧管最小長度為3/4吋
- 20–50 L/min 總計:1 吋歧管
- 總計50–100公升/分鐘:1-1/4吋或1-1/2吋歧管
使用歧管壓力閥來測量噴嘴第一和最後位置的壓力。如果歧管壓降超過5巴,請加大。
7.2 忽略溫度對黏度的影響
塗層黏度隨溫度劇烈變化。典型環氧樹脂塗層在20°C時為2,000 cP,可能為30°C為800 cP,40°C為500 cP。 這意味著:
- 噴霧模式隨塗層溫度漂移而全天變化
- 第一班的模式與第三班的模式不符
- 夏季/冬季表現變化
解決方案: 安裝線上溫度監測系統,並(a)以熱交換器控制塗層供料溫度至±2°C,或(b)使用空氣輔助噴嘴以補償黏度變化。大多數超過10萬美元的生產塗層生產線應該具備溫度控制功能。
7.3 使用水性流程圖進行黏性塗層
噴嘴製造商會發布以水製作的流量與壓力圖表。直接將這些圖表套用於2,000 cP塗層,會導致流量低於預測25–40%,導致噴嘴選擇錯誤。
解決方案: 向製造商索取黏度校正的流量數據,或在安裝時自行進行實際塗層的流動測試。我們通常會從每批中測試三個噴嘴,分別在實際塗層中測試目標壓力的80%、100%及120%,並將結果平均,以建立生產校正所需的基線流量。
8.逐步選拔流程
步驟一:定義需求
文件:
- 塗層黏度範圍(預期最小與最大)
- 噴塗時的塗層溫度
- 每噴嘴所需流量(L/min)
- 所需覆蓋寬度
- 基底類型與移動速度
- 可接受的液滴大小範圍
- 塗層配方(磨料填充物含量、顆粒大小)
步驟2:計算最小孔徑
根據第5.1節或製造商指引的公式,根據你的黏度和目標壓力範圍,確定最小孔口。
步驟3:選擇噴嘴類型
決策樹:
- 黏度<1,500 cP: 標準液壓平扇,孔徑1.8–2.5毫米 - 黏度 1,500–3,000 cP: 大孔液壓平扇(2.0–3.0 mm)或氣助無氣風扇,若霧化品質有問題 - 黏度 3,000–5,000 cP: 強烈建議無氣氣助推 - 黏度>5,000 cP: 氣助無氣或考慮其他塗布方式(滾塗、簾膜塗層)
步驟4:根據營業時間選擇資料
- <500小時/年: 硬化不鏽鋼可接受 - 500–2,000 小時/年: 碳化鎢成本效益高 - >2,000 小時/年: 碳化矽或藍寶石最低總成本
步驟五:驗證壓力與流量容量
檢查你的塗層幫浦能否為所有噴嘴提供所需的壓力×總流量。管線和歧管應預留20%的壓降裕度。
步驟6:設計歧管與間距
- 根據黏度調整的噴射角度計算噴霧寬度
- 在目標噴霧距離下,噴嘴間距設定為30–50%的重疊
- <5%壓力降的歧管尺寸 - 在第一及最後噴嘴設置壓力錶閥 ### 步驟7:全面生產前進行流量測試:- 測量塗層在操作壓力下的實際流量 - 比較噴霧模式與水基測試 - 必要時調整間距 - 建立基準流量以監測磨損 ### 步驟8:每週設置磨損監測流量紀錄。當流量增加>15%時,計劃更換噴嘴在紙樣品質下降之前。
9.常見問題
Q:如果我的塗層噴不出去,我可以直接加大壓力嗎?
不——壓力僅透過平方根關係(Q ∝ √P)增加流量。如果孔口對你的黏度來說太小,較高的壓力會造成過度剪切加熱,並加速磨損,卻無法解決霧化問題。正確解決方案:擴大孔洞。
Q:無氣助推對營運成本增加多少?
壓縮空氣的價格通常約為每立方公尺0.02至0.04美元,視你的設施而定。以每分鐘1立方公尺空氣為單位,每立方米0.03美元,運作成本為每小時1.80美元。與塗層材料成本(通常為每小時15至80美元)及人工相比,這通常可以忽略不計。真正的成本是基礎建設:空氣供應、管道、過濾系統和多管複雜度。
Q:為什麼我用水測試時噴霧圖案看起來不錯,但實際塗層卻很糟?
水為1 cP;你的塗層壓力是1,500–3,000 cP。黏度會大幅影響霧化品質、噴霧角度及液滴大小。在最終選擇噴嘴前,務必在操作溫度下用實際塗層進行測試。
Q:噴嘴應該多久更換一次?
監控流量。當流量比基準線增加>15%時更換——這表示孔口磨損開始影響圖案均勻性。對於帶有磨蝕塗層的不鏽鋼,這個過程可能需要200–400小時。陶瓷則需5,000至15,000小時。
Q:我可以用同一個噴嘴來做多種塗層配方嗎?
只有黏度在±30%以內且填充物類型相容時才會用。從非磨料塗層轉換成磨料塗層而不更換材料,會大幅縮短噴嘴壽命。將塗層從1,000 cP切換到2,500 cP會改變噴霧模式,並可能妨礙霧化效果。
Q:清理堵塞的高流量噴嘴的最佳方法是什麼?
生產清洗時:以2–3×操作壓力反向沖洗溶劑。深層清潔時:用適當溶劑超音波浸泡15至30分鐘。切勿使用鐵絲或工具機械清潔孔口——這會損害精密邊緣並破壞噴霧圖案。如果超音波清潔無法恢復水流,請更換噴嘴。
10.結論與後續行動
成功噴塗高黏度塗層需要在孔口大小、壓力、噴嘴內部幾何形狀及材料選擇上做出相應考量。最常見的失效模式——塗層無法噴出或產生不良圖案——通常是因為孔口偏小導致黏度不足,而非壓力不足。
重點摘要:
-
孔徑是關鍵參數。 對於2,000 cP塗層,即使相較水性噴嘴看起來較大,也應指定最小2.0–2.5毫米的孔口。
-
70–90 巴的壓力範圍是大多數高黏度工業塗層的實用甜蜜點,在霧化品質與設備成本及安全性間取得平衡。
-
空氣輔助無氣技術將能力擴展至8,000+ cP,霧化效果明顯優於純液壓設計,但犧牲了基礎設施。
-
材料選擇決定總擁有成本。 對於連續運作的磨料塗層,陶瓷材料(碳化矽、碳化鎢)在每運行小時成本下可降低75–85%×儘管初始購買價格高出4–8。
-
切勿使用水性流圖進行黏性塗層選擇——實際流量將降低25–40%,導致噴嘴規格不足。
下一步行動
即時: 使用布魯克菲爾德黏度計或等效儀器,在實際噴塗溫度(非室溫)測量塗層黏度。記錄你生產批次中黏度範圍。
針對現有有噴霧問題的系統: 首先檢查三點:(1) 噴嘴的實際操作壓力(不僅限於泵壓)、(2) 歧管從第一到最後的壓力降,以及 (3) 孔徑相對於第 5 節黏度指引的差異。
新系統設計時: 在最終定稿歧管設計前,使用實際塗層進行實驗室噴霧測試。以目標黏度的±20%測試,以驗證預期變異的表現。
需要協助? 針對您的塗層配方、基材及品質要求,請聯絡您的塗層設備供應商或噴嘴製造商,提供:塗層在噴塗溫度下的黏度、所需覆蓋率(m²/min)、可接受的液滴尺寸範圍及年度作業時間。如果可能,請要求用塗層樣品進行流量測試。