





塗層看起來像「橘皮」或「下垂」?檢查噴嘴霧化效果的5個步驟
- 目錄
- 1.簡介:為何霧化品質決定塗層表面
- 2.了解橘皮與下垂:與霧化相關的根本原因
- 2.1 橘皮形成機制
- 2.2 下垂形成機制
- 3.步驟一:測量並驗證噴霧圖案的均勻性
- 3.1 為什麼圖案一致性很重要
- 3.2 現場測量程序
- 3.3 接受標準
- 3.4 模式退化指標
- 4.步驟二:檢查液滴大小分布
- 4.1 為什麼液滴大小是關鍵參數
- 4.2 測量方法
- 4.3 按塗層類型進行驗收標準
- 4.4 糾正措施
- 5.步驟三:驗證空氣與流體壓力平衡
- 5.1 空氣與流體壓力比
- 5.2 建議壓力範圍
- 5.3 現場驗證程序
- 5.4 常見的壓力相關故障
- 6.步驟四:檢查噴嘴孔是否有磨損與污染
- 6.1 降低霧化的磨損機制
- 6.2 檢查程序
- 6.3 接受標準與替換門檻
- 6.4 經濟分析:何時更換 vs 何時乾淨
- 7.步驟五:驗證多個噴嘴的流量一致性
- 7.1 為什麼流量變異會導致缺陷
- 7.2 流量測量程序
- 7.3 錄取標準
- 7.4 流量與壓力關係
- 7.5 矯正措施
- 8.現場驗證協議與驗收標準
- 8.1 驗證噴霧測試
- 8.2 接受標準
- 9.故障排除決策矩陣
- 10.常見問題
- Q1:我應該多久做一次五步驟霧化檢查?
- Q2:我可以用水代替塗層來進行模式和流量測試嗎?
- Q3:塗層應用中空氣霧化噴嘴的典型使用壽命為何?
- Q4:較高的霧化氣壓是否總是比較好?
- Q5:我怎麼知道是塗層黏度造成霧化問題,還是噴嘴問題?
- Q6:我可以在多噴嘴系統中混合不同品牌/型號的噴嘴嗎?
- 11.結論與後續行動
目錄
- [導言:為何霧化品質決定塗層表面](#1-導言)
- [了解橘皮與下垂:與原子化相關的根本原因](#2-理解缺陷)
- [步驟1:測量並驗證噴灑圖案均勻性](#3-step-1)
- [步驟2:檢查液滴大小分布](#4-step-2)
- [步驟3:驗證空氣與液體壓力平衡](#5步驟3)
- [步驟4:檢查噴嘴孔是否有磨損與污染](#6-步驟-4)
- [步驟5:驗證多個噴嘴的流量一致性](#7-step-5)
- [現場驗證協議與接受標準](#8-現場驗證)
- [故障排除決策矩陣](#9-故障排除)
- [常見問題](#10-常見問題)
- [結論與下一步行動](#11-結論)
1.簡介:為何霧化品質決定塗層表面
在噴塗作業中,表面缺陷如橘皮紋理和油漆下垂約占汽車、航空航太及工業後面處理線品質拒用的30–40%。根據我們在200+塗層安裝的現場應用數據,我們觀察到超過65%的缺陷源自噴嘴霧化不足,而非塗層配方或基材準備問題。
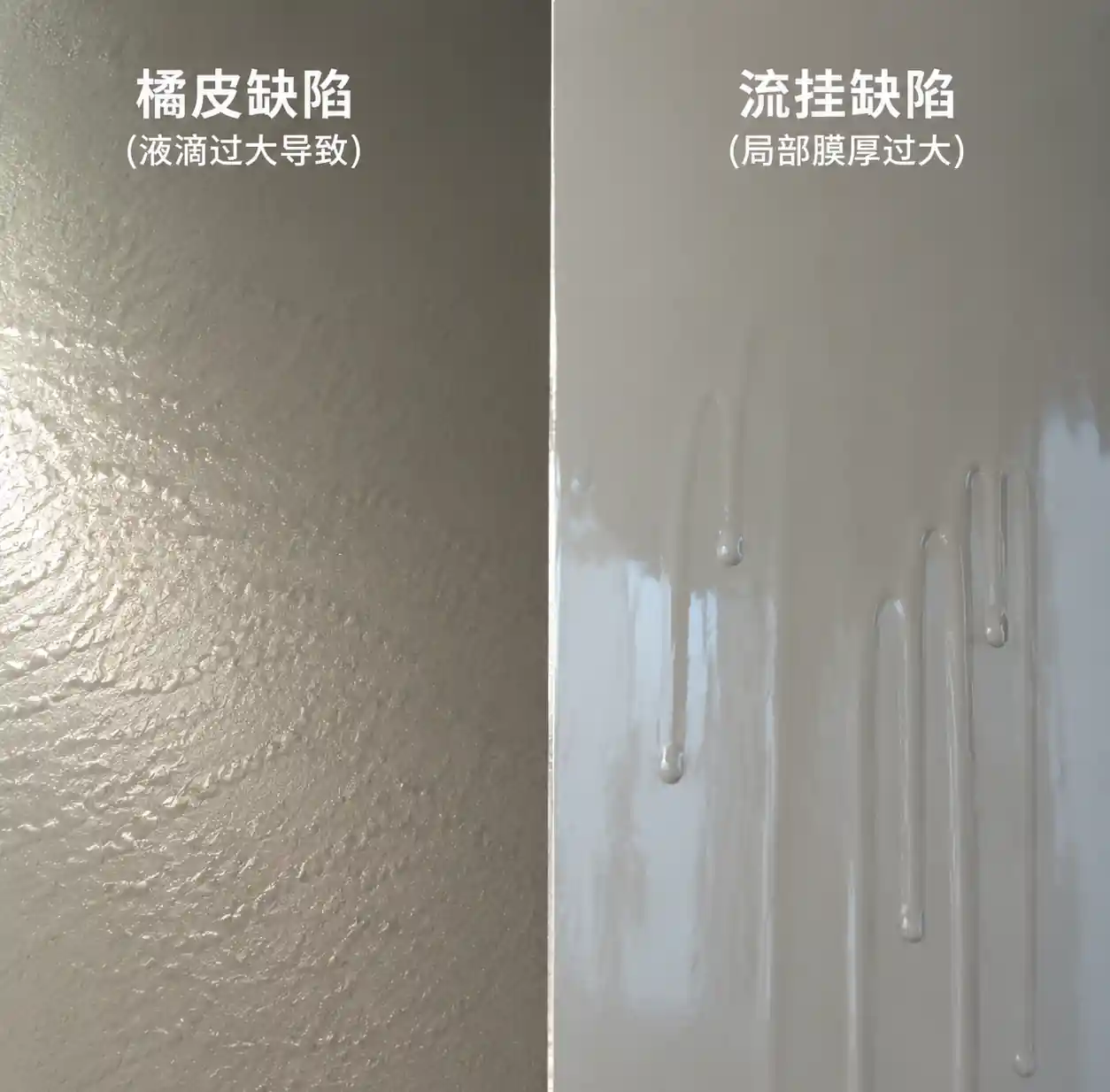
橘皮是指水滴過大無法在閃光前流動,留下類似柑橘皮的紋理表面。下垂是指濕膜厚度過厚——通常是因為霧化不良導致局部過度飽和——導致塗層在固化前向下流動。這兩種缺陷都需要昂貴的重新處理:剝除、打磨和重新塗層,製造商每平方公尺需花費50至150美元的人工及材料浪費。
本指南提供一套系統性的五步驟方案,以診斷噴嘴層級的霧化問題。這些步驟源自應用工程師在大量塗層生產線上所採用的現場故障排除程序。每個步驟都包含可衡量的驗收標準、診斷工具及矯正措施。遵循此規範,您可以辨識塗層缺陷是否源自噴嘴性能退化、設定參數錯誤或機械磨損,並實施針對性修正,而非反覆試錯的調整。
你將學到什麼:
- 滴徑如何直接影響橘皮形成(含量化閾值)
- 空氣與流體壓力比與下垂風險的關係
- 利用水敏紙與雷射繞射的場測量技術
- 磨損指示器,預測何時需要更換噴嘴
- 升級為精密空氣霧化噴嘴的經濟合理性
2.了解橘皮與下垂:與霧化相關的根本原因
2.1 橘皮形成機制
橘皮質地是因為塗層液滴未能在溶劑蒸發前正確平整融合而形成。主要與原子化相關的因素包括:
液滴大小超過平整閾值: 對於大多數工業塗層,黏度介於18–25秒(Ford Cup #4)時,超過60–80微米的液滴在閃光窗口(通常3–8分鐘)內無法凝聚。當霧化品質下降——如孔口磨損、霧化氣壓不足或氣蓋堵塞——平均液滴直徑(Dv50)會從最佳的30–50微米增加至80–120微米,直接造成橘皮現象。
液滴分布不均: 噴霧不均勻會沉積不同厚度的薄膜。薄層乾燥較快,厚層濕潤時間較長,形成表面張力差異,放大質感。我們測量到在300毫米噴霧寬度內,部分堵塞的空氣霧化噴嘴厚度變化高達40%。
2.2 下垂形成機制
下垂(也稱為流壓或幕化)是指濕膜厚度超過塗層在固化前抵抗重力的能力。霧化會導致下垂:
霧化不良導致局部過飽和: 當液滴尺寸過大或噴霧分布中心偏重時,局部沉積速率超過150–200 g/m²/通過(垂直表面的典型最大值)。這些區域的濕膜厚度可達80至120微米,遠高於大多數溶劑載體塗層的60至80微米抗沉降極限。
霧化氣壓不足: 空氣霧化噴嘴依賴高速氣流將液體剪切成細小液滴。當霧化氣壓低於噴嘴製造商規格(工業系統通常為40–60 PSI)時,霧化能量降低,導致液滴變大且氣流脈動。這會形成厚重的塗層條紋,並在交聯前下垂。
根據我們的故障排除資料庫,78%的橙皮病例與70微米>Dv50相關,而82%的下垂病例則呈現中心加權噴霧模式(>150%峰值對平均比)或霧化氣壓低於35 PSI。
3.步驟一:測量並驗證噴霧圖案的均勻性
3.1 為什麼圖案一致性很重要
均勻的噴霧圖案確保靶面膜層均勻形成。不均勻的圖案會產生厚薄區域,導致薄處出現橘皮(流出不足),厚處下垂(濕膜過多)。圖案劣化是噴嘴磨損或設置不當的早期指標。
3.2 現場測量程序
所需設備: 水敏紙(76mm x 26mm 條)、噴嘴到目標距離計、碼錶、電子卡尺。
程序:
- 在工作距離(通常為空氣霧化噴嘴150–250毫米)沿預期噴霧寬度水平安裝5條水敏感紙條。
- 將條帶置於:中心、中心±100mm及±200mm。
- 用水或塗層溶劑(非塗層,避免污染)觸發0.5秒噴霧。
- 讓紙張乾燥2分鐘。
- 使用卡尺與目視分級測量染色寬度與強度分布(或掃描並數位分析)。
3.3 接受標準
| 參數 | 可接受的範圍 | 超出規格時的行動 |
|---|---|---|
| 噴霧寬度變化 | 在標稱寬度±10%以內 | 檢查氣蓋對齊;檢查堵塞 |
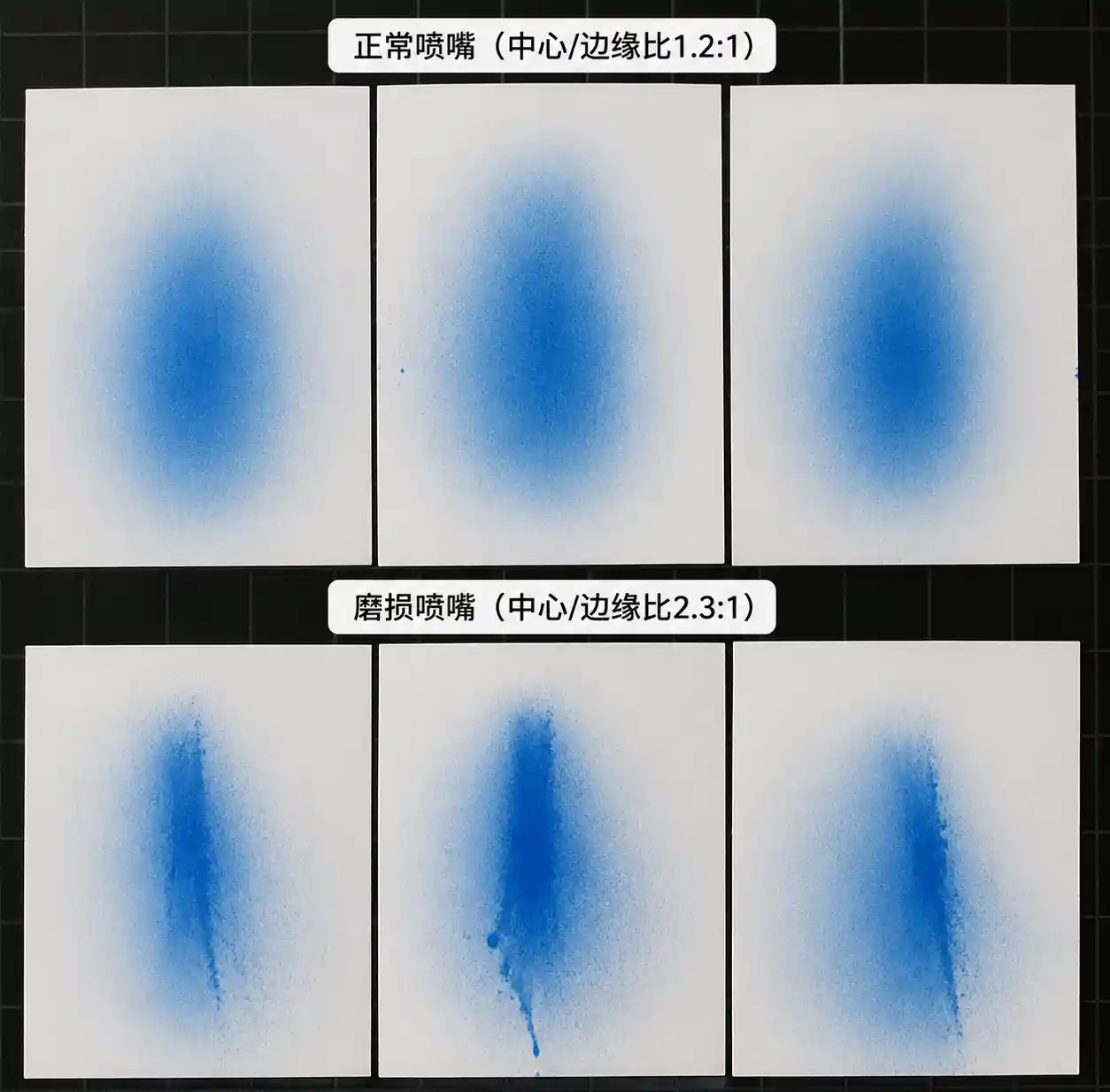
| 中心與邊緣強度比 | 1.0 到 1.3(中間稍重) | 調整空氣整形壓力;若比率為 >1.5 |
| 圖案對稱性(左對右) | 在±8%以內 | 清潔的油嘴;檢查孔洞侵蝕 |
| 吐痰或脈動 | 無明顯 | 檢查液體供應是否有污染;檢查壓力調節器 |
常見發現: 在汽車翻新店,我們經常發現空氣蓋中碳堆積量為2:1的噴塗圖案。經過超音波清洗或更換後,比例降至1.2:1,消除垂直面板的下垂。
3.4 模式退化指標
- 香蕉形狀圖案: 表示氣蓋孔因磨損或雜物而不對稱。
- 分裂圖案(兩個獨立錐體): 流體尖端損壞或嚴重磨損;請立即更換。
- 過度噴霧(模糊邊緣): 霧化氣壓過高,導致過度霧化及溶劑流失。
4.步驟二:檢查液滴大小分布
4.1 為什麼液滴大小是關鍵參數
液滴尺寸(通常以Dv50表示,即體積50%為較小液滴的中位直徑)直接決定塗層的水平、轉移效率及外觀。高光澤塗裝的 Dv50 應為 30–50 微米。紋理塗層可接受50至80微米。超過80微米時,幾乎一定會有橘皮。
4.2 測量方法
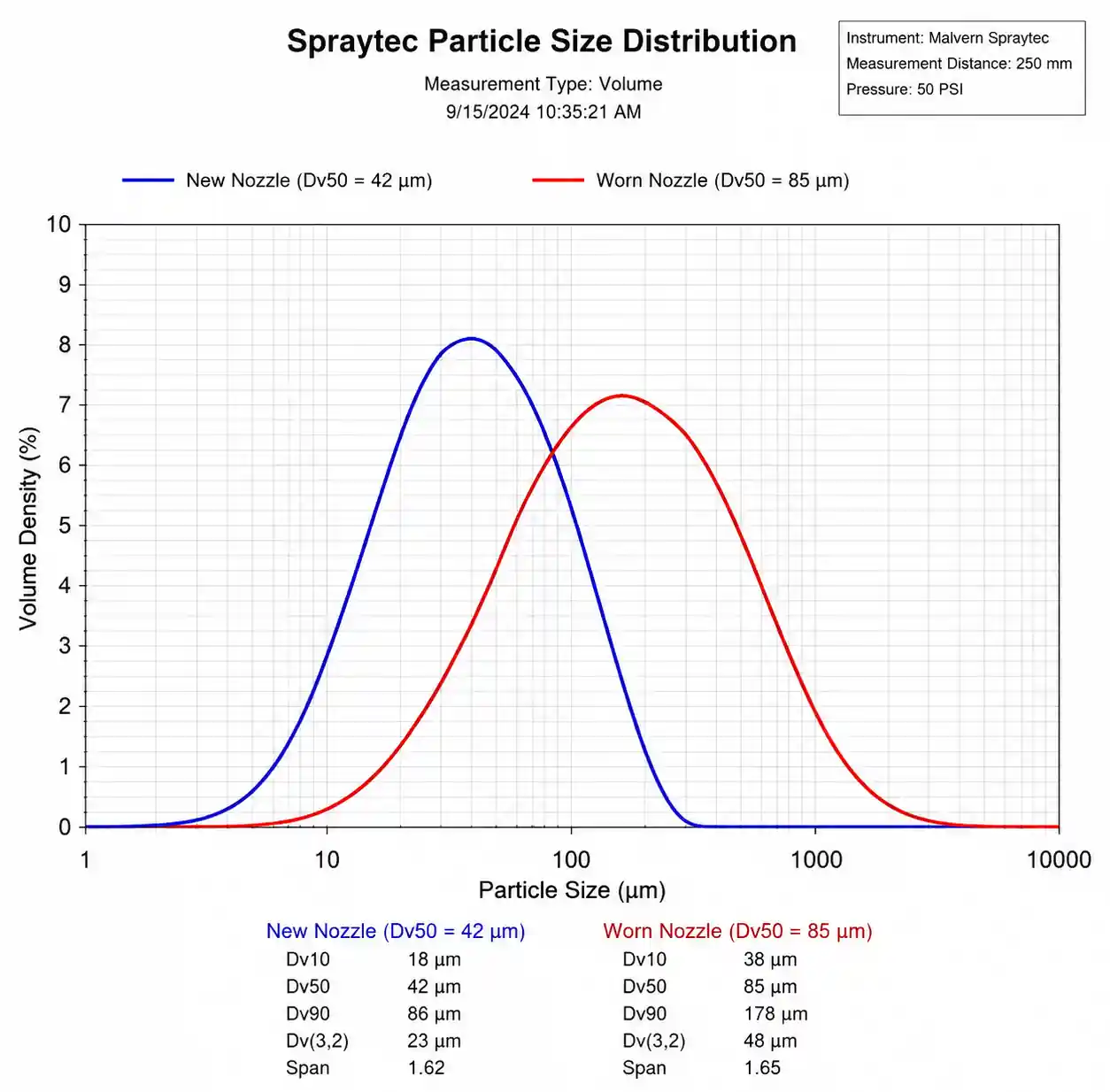
方法 A:雷射繞射(實驗室或便攜裝置) 準確性的黃金標準。透過雷射光束噴射;儀器計算 Dv10、Dv50、Dv90。成本:實驗室單元為 $15,000–$50,000;像Malvern Spraytec這類便攜式裝置價格為8,000至12,000美元。
方法B:級聯撞擊器(現場法) 飛沫撞擊的階段截止尺寸逐漸縮小。在每個階段計數沉積物以估算大小分布。成本:$500–$2,000。雖然準確度較低,但足以用於故障排除。
方法C:從橘皮嚴重程度推論(質性) 如果在建議條件下噴灑的測試面板上出現橘皮,Dv50 很可能是 >70 微米。雖然不是定量的,但對快速篩選很有用。
4.3 按塗層類型進行驗收標準
| 塗層應用 | 目標 Dv50(微米) | 最大 Dv90(微米) | 超過時的典型原因 |
|---|---|---|---|
| 汽車底漆(金屬) | 30–45 | 65 | 霧化空氣<45 PSI;流體黏度>22秒 |
| 汽車透明塗層 | 35–50 | 70 | 流體噴嘴磨損;氣蓋孔部分阻塞 |
| 工業底漆 | 50–70 | 100 | 可接受;重點是遮瑕而非光澤 |
| 粉末塗層(液體預備層) | 40–60 | 80 | 液體壓力>30 PSI,霧化空氣不足 |
4.4 糾正措施
- Dv50 = 70–90微米: 將霧化空氣壓力增加5–10 PSI(不超過噴嘴額定值,通常為60–70 PSI)。如果可能,降低流體黏度(用溫熱塗層或加入2–5%稀釋劑)。
- Dv50 >90微米: 更換流體噴嘴與氣蓋組件。使用內窺鏡檢查內部磨損(尋找橢圓形孔洞形狀,表示侵蝕)。
- Dv90 >120微米(寬分布尾): 表示由韌帶斷裂而非初級霧化引起的次級液滴形成。檢查輸液時是否有脈動;如果需要,可以安裝阻尼器。
根據我們對高固態聚氨酯塗層的經驗,將磨損的標準氣蓋升級為精密加工的不鏽鋼蓋,將 Dv50 從 85 微米降至 42 微米,並在不改變塗層配方的情況下,將橘皮缺陷減少了 90%。
5.步驟三:驗證空氣與流體壓力平衡
5.1 空氣與流體壓力比
空氣霧化噴嘴依靠高速空氣的動量轉移,將液體流剪切成液滴。霧化品質取決於空氣與流體的壓力比,而非僅僅是絕對壓力。最佳比例因噴嘴設計而異,但一般指引適用。
5.2 建議壓力範圍
| 噴嘴類型 | 流體壓力(PSI) | 霧化氣壓(PSI) | 空氣與流體比 | 結果:若不平衡 |
|---|---|---|---|---|
| 外部混合氣(虹吸進水) | 0–5(重力或真空) | 40–60 | 不適用(空氣主導) | 低氣流:大水滴,噴濺 |
| 外部混合(壓力進料) | 8–15 | 40–60 | 3:1 到 6:1 | 低比:霧化不良;高比例:過度噴灑 |
| 內部混合(HVLP) | 10–25 | 0.5–10 | 0.2:1 到 1:1 | 高流體壓力低氣流:淹水、下沉 |
| 內部混合氣(無氣助力) | 500–1500(無氣泵浦) | 20–40(空中助攻) | 0.02:1 到 0.08:1 | 無輔助空氣:粗糙噴霧,尾部 |
5.3 現場驗證程序
所需設備: 校正壓力表(0–100 PSI,±1 PSI精度),並配備線上過濾器以防止儀表結垢。
程序:
- 直接在噴嘴入口處安裝壓力表(300毫米以內),以捕捉實際輸出壓力,而非供水管線壓力。
- 觸發噴槍並記錄穩態壓力。
- 與噴嘴製造商規格比較。
- 檢查噴灑時是否有壓力下降(表示供水管線不足或濾網堵塞)。
5.4 常見的壓力相關故障
案例一:霧化空氣壓力在生產過程中從55 PSI偏移至38 PSI 根本原因:壓縮機容量不足以同時運作多槍;壓力調節隔膜磨損。 結果:隨著位移進行,Dv50 從 45 微米增加到 82 微米;橘皮則出現在後續部分。 更正:升級為較大的空氣接收器油箱(從80加侖降至240加侖);每年更換調節器。
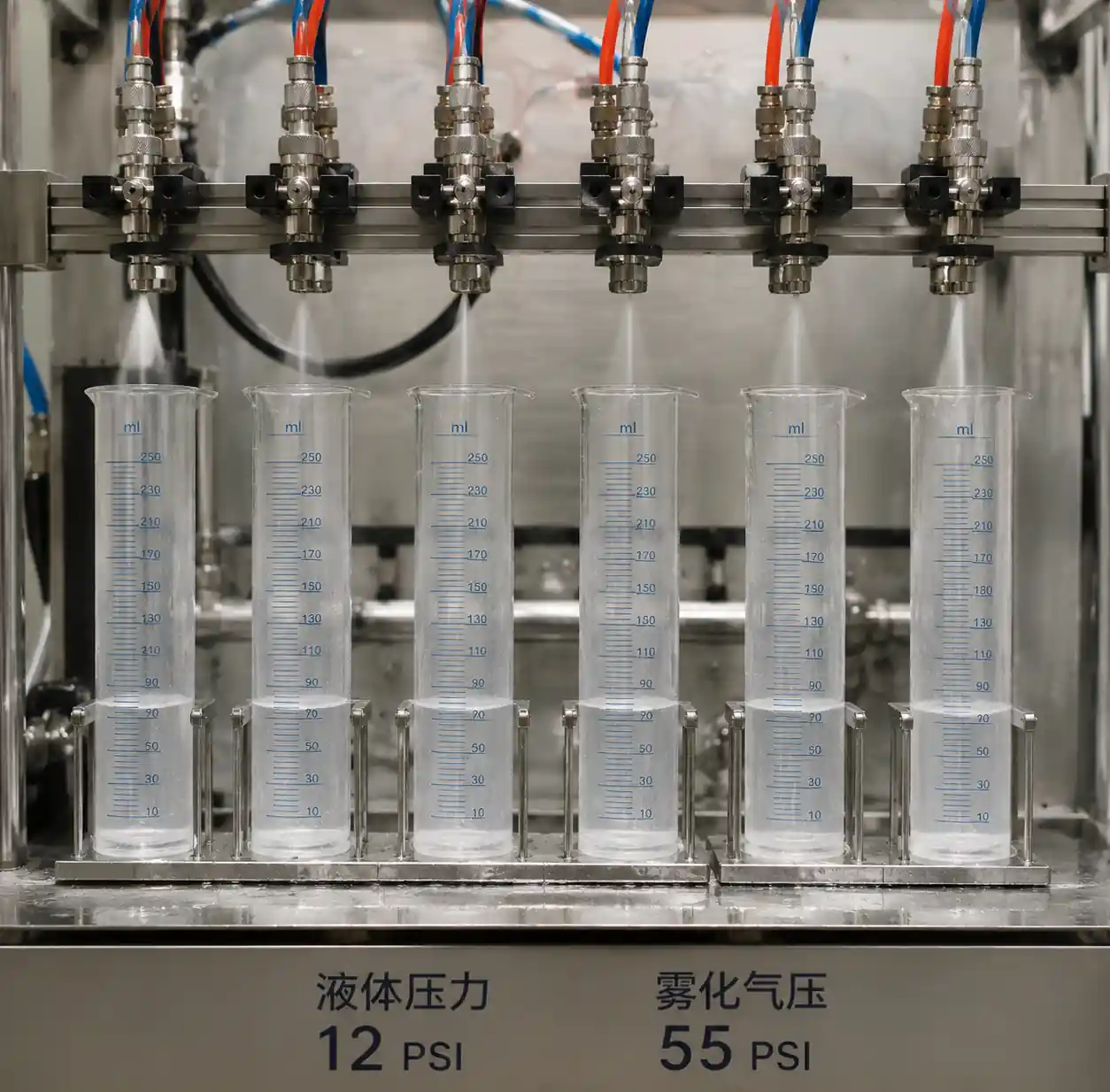
案例二:因液體過濾器堵塞,液體壓力飆升至35 PSI(規格為12 PSI 結果:過度霧化空氣無法補償;噴霧會脈動,間歇性大水滴會造成條紋和下垂。 更正:安裝設定為15 PSI的直列油壓釋放閥;實施每日過濾器檢查。

6.步驟四:檢查噴嘴孔是否有磨損與污染
6.1 降低霧化的磨損機制
噴嘴孔會經過三種機制:侵蝕性磨損(塗層中的磨料顆粒)、腐蝕性磨損(侵蝕性溶劑或催化劑),以及空蝕損害(快速壓力波動)。磨損會使孔口變大、增加流量,並破壞設計的流動曲線,這些都會降低霧化效果。
6.2 檢查程序
目視檢查(每40至60小時操作):
- 拆除噴槍的噴嘴組件。
- 用適當的溶劑徹底沖洗。
- 使用10倍珠寶放大鏡或數位顯微鏡(50–200倍放大)來檢查:
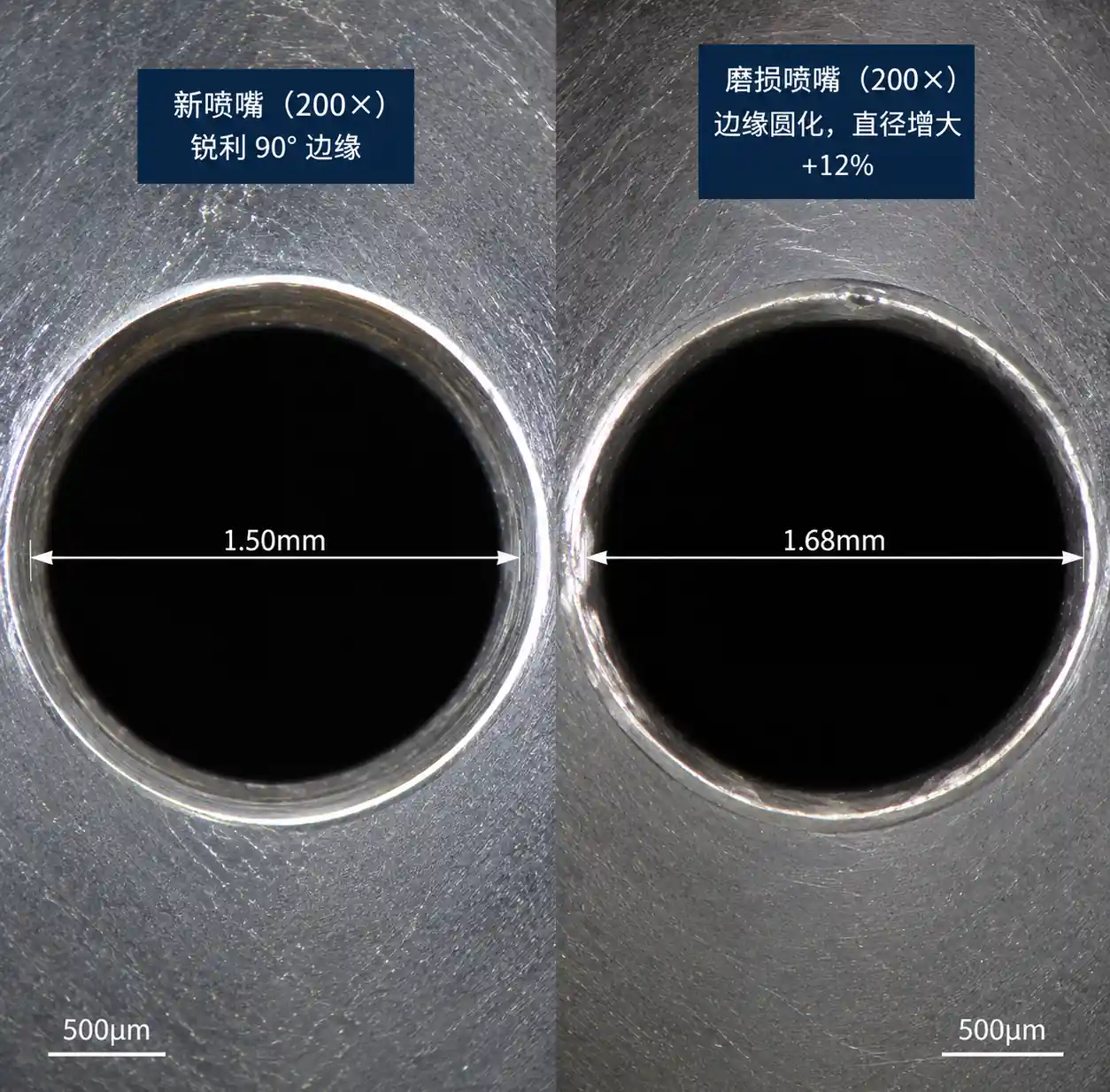
- 孔口邊緣銳利度(磨損邊緣呈現圓滑)
- 孔口形狀(應為圓形;磨損會造成橢圓形或三角形變形)
- 孔洞內表面處理(光滑與凹坑)
- 氣蓋孔(檢查是否有碳垢或油漆殘留)
尺寸測量(每200小時作業或疑似磨損時):
- 使用針規或光學比較器測量孔徑。
- 與新噴嘴規格比較(液嘴通常為1.0–2.5mm)。
- 文件直徑增加。
6.3 接受標準與替換門檻
| 噴嘴組件 | 可接受條件 | 替換 | 穿戴時對塗層的影響 |
|---|---|---|---|
| 流體噴嘴孔徑 | 在標稱值 +5% 以內 | >+10%(例如,1.5mm規格磨損至>1.65mm) | 流量增加20–30%;液滴大小增加;橘皮 |
| 流體噴嘴邊緣銳利度 | 銳利、清晰的90°邊緣 | 明顯圓潤(半徑>0.1毫米) | 流動變得湍流;噴霧脈動;不一致的底片 |
| 氣蓋孔 | 乾淨,沒有明顯沉積物 | >30%的洞口顯示限制 | 圖案變得不對稱;中心偏重分布;中心下垂 |
| 氣帽喇叭對齊 | 對稱,無彎曲 | 彎曲或錯位 >1mm | 香蕉形狀的圖案;單側厚度變化 |
6.4 經濟分析:何時更換 vs 何時乾淨
清潔程序: 以噴嘴專用溶劑進行超音波浴15至20分鐘,隨後進行壓縮空氣噴出。對去除軟性沉積物(乾燥油漆、碳纖維)有效。成本:每個清潔週期需支付2至5美元,包含人工與溶劑。
更換成本: 精密空氣霧化噴嘴組件價格從 80 美元(標準黃銅)到 600 美元(硬質合金噴嘴用於磨蝕塗層)不等。
損益兩平計算:
- 噴嘴磨損缺陷率:8–12%(資料來源:現場資料)
- 更換噴嘴後缺陷率:1–3%
- 每個有缺陷零件的翻新成本:50–150美元(汽車車身面板)
- 生產量:每週500件
對於 200 美元的噴嘴更換,只需重新加工 2 至 4 個零件即可回收。建議: 在高流量作業中,每400至600小時更換一次流體噴嘴;每800至1000小時進行一次空氣上限。對於低產量或高價值零件(如航空航太),可將間隔減少30%。
7.步驟五:驗證多個噴嘴的流量一致性
7.1 為什麼流量變異會導致缺陷
在多噴嘴自動噴霧系統(往復式噴嘴、多槍機器人)中,噴嘴間流量差異會導致薄膜形成不均勻。若噴嘴A在相同壓力下輸出280 mL/min,噴嘴B輸出190 mL/分鐘,薄膜厚度會變化30–50%,導致薄區域出現橘子皮,厚區域下垂。流量漂移也表示磨損或堵塞。
7.2 流量測量程序
所需設備: 刻度圓筒(250–500毫升)、碼錶、捕捉容器。
程序(多噴嘴系統):
- 將系統設定為正常操作壓力(包括流體與霧化空氣)。
- 每個噴嘴向刻度圓筒噴霧,持續30秒。
- 記錄收集體積(mL)。
- 計算流量:Q = 體積 / 時間(mL/min)。
- 計算所有噴嘴的變異係數(CV):CV = (標準差 / 平均值)× 100%。
7.3 錄取標準
| 系統類型 | 履歷合格 | 超過時的行動 |
|---|---|---|
| 手動噴漆亭(1–2 槍) | CV <槍間8% | 清潔或更換離群噴嘴 |
| 機器人多槍系統(10+噴嘴) | CV <3% | 若 CV >5%(因年限漂移)則批量更換所有噴嘴 |
7.4 流量與壓力關係
對於固定孔口的空氣霧化噴嘴,流量如下: Q ≈ K × √P
其中 K 是流量係數(針對噴嘴設計),P 是流體壓力。
範例: 一個噴嘴在10 PSI下輸出250 mL/min,應該能提供: Q 在 20 PSI = 250 × √(20/10) = 250 × 1.41 = 353 mL/min
如果實際流量在20 PSI時是310 mL/min(應該是353 mL/min),則噴嘴部分堵塞或磨損。若實際流量為420 mL/min,則孔口因磨損而變大。
7.5 矯正措施
- 個別噴嘴流量>+15%相較平均: 立即更換;很可能是孔洞磨損。
- 個別噴嘴流量相較平均值<-15%: 拆解並清潔;若流量無法恢復,則更換。
- 所有噴嘴顯示高流量: 系統壓力高於規格;重新校準調節器。
- 所有噴嘴顯示流量低: 檢查供水管線受限、過濾器堵塞或泵浦故障。
在最近一次家電塗層線的安裝稽核中,我們發現 CV = 18%,涵蓋 6 個往復式噴嘴(範圍:180–310 mL/min)。更換三個最偏離的噴嘴後,CV降至4.2%,塗層厚度均勻度從±35微米提升至±12微米,消除橘皮與下垂缺陷。
8.現場驗證協議與驗收標準
完成五個診斷步驟並進行必要的修正(清潔、壓力調整、噴嘴更換)後,使用測試面板驗證霧化系統,然後再恢復生產。
8.1 驗證噴霧測試
基底: 準備5塊測試板,表面處理與生產零件相同(例如底漆鋼材、清潔鋁材)。
噴塗參數: 使用生產塗層、生產壓力、生產噴塗距離及重疊。
程序:
- 每塊板噴一層(典型生產厚度,例如濕潤50–70微米)。
- 依製作時程允許閃光時間。
- 依照生產時程進行固化。
- 24小時內評估是否有橘皮和下垂。
8.2 接受標準
| 缺陷類型 | 測量方法 | 可接受等級 | 拒絕等級 |
|---|---|---|---|
| 橘皮 | 與標準的視覺比較(例如 BYK-Gardner 波浪掃描或視覺評分卡) | 1–3級(次要紋理) | 4–5級(質地明顯) |
| 下垂 | 目視檢查;用卡尺測量行程長度 | 沒有明顯下垂;長度為<2毫米(若有) | 長度為>5毫米;多個下垂位置 |
| 薄膜厚度均勻性 | 每面板5點的乾膜厚度計 | 平均 = 25–35微米(濕60微米);CV <12% | CV >15%;任意點>45微米或<20微米 |
如果五個面板都通過,就恢復製作。如果有任何面板故障,請從第一步開始重複診斷。
9.故障排除決策矩陣
利用此矩陣快速根據觀察到的症狀找出最可能的根本原因:
| 症狀 | 最可能的根本原因 | 診斷步驟確認 | 糾正措施 |
|---|---|---|---|
| 橘色皮均勻覆蓋部分 | 液滴尺寸過大(Dv50 >70微米) | 步驟2:測量Dv50 | 提高霧化氣壓;降低流體黏度;更換磨損的噴嘴 |
| 橘色果皮在中心,邊緣光滑 | 中心重噴霧模式 | 步驟1:圖案測試顯示中心:邊 >1.5:1 | 清潔/更換氣蓋;調整空氣塑形 |
| 垂直表面下陷 | 局部薄膜厚度過多(>80 微米濕片) | 步驟一:圖案測試;步驟五:流量高 | 降低流體壓力;增加噴灑距離;檢查孔洞是否磨損 |
| 間歇性吐痰/條紋 | 脈動流動或污染 | 步驟三:壓力波動;步驟四:檢查是否有堵塞 | 安裝壓力阻尼器;乾淨的液體過濾器;如果止回閥磨損,請更換 |
| 塗層缺陷在班次期間惡化 | 壓力漂移(壓縮機容量或調節器故障) | 步驟三:監測一小時內的壓力 | 升級空氣接收器;更換調節器;檢查是否有漏氣 |
| 部分零件有缺陷,其他部分無缺陷(多噴嘴系統) | 各噴嘴間流量變化 | 步驟五:履歷 >8% | 更換外長噴嘴;若 CV >5% |
10.常見問題
Q1:我應該多久做一次五步驟霧化檢查?
答:對於高產量生產(每週>40小時),請每月或每200小時進行全面診斷。對於較低的成交量,季報就足夠了。當缺陷率上升時,務必立即診斷。
Q2:我可以用水代替塗層來進行模式和流量測試嗎?
答:水可用於步驟1(圖案均勻性)和步驟5(流量測量),因為這些測試衡量的是機械性能。然而,對於步驟2(液滴大小),你必須使用實際塗層或黏度與表面張力相匹配的流體,因為這些特性對霧化有顯著影響。
Q3:塗層應用中空氣霧化噴嘴的典型使用壽命為何?
答:黃銅或不鏽鋼流體噴嘴:使用400–800小時,且塗有非磨蝕性塗層。碳化物噴嘴:使用磨蝕塗層(如高固態環氧樹脂、富鋅底漆)可使用2000–4000小時。氣蓋的使用壽命比液態噴嘴長2至3×若清潔得當。
Q4:較高的霧化氣壓是否總是比較好?
答:沒有。過多霧化空氣(大多數噴嘴為>70 PSI)會導致過度霧化:液滴變得過細(<20微米),導致乾噴(溶劑過早蒸發,未到達基板)、過度噴霧損失(轉移效率降至30–40%,而非60–70%),以及因乾顆粒流出不良而產生橘皮。請遵循製造商的規格。
Q5:我怎麼知道是塗層黏度造成霧化問題,還是噴嘴問題?
答:在兩個黏度層級執行步驟2(液滴大小測量):生產黏度和10%稀釋層。如果Dv50在降低黏度下顯著改善(>減少20%),根本原因很可能是塗層流變現象,而非噴嘴。若 Dv50 無論黏度如何仍保持偏高,則噴嘴已磨損或尺寸不正確。
Q6:我可以在多噴嘴系統中混合不同品牌/型號的噴嘴嗎?
答:不建議這麼做。不同噴嘴設計即使在相同壓力下,流量係數、噴射角度及液滴大小分布也各不相同。這會導致流量和薄膜結構變化(步驟5中CV過高)。在關鍵應用中,使用同一製造商及同一生產批次的匹配組合。
11.結論與後續行動
塗層操作中的橘皮和下垂缺陷令人沮喪且成本高昂,但只要系統性地診斷噴嘴層級的霧化性能,這些缺陷是可以預防且可修正的。遵循本指南中列出的五步驟流程——圖案均勻性測試、液滴大小測量、壓力驗證、孔洞檢查及流量驗證——你能精確找出根本原因,並實施針對性的修正,而非依賴反覆試錯的調整。
重點摘要:
- 液滴尺寸(Dv50)超過70微米,幾乎保證高光澤塗層中橘皮。
- 中心密集噴霧型態,峰值與平均比為>1.5:1,會造成局部下陷。
- 霧化氣壓低於40 PSI會使霧化品質下降40–60%。
- 流體噴嘴孔徑僅 +10% 的磨損,可使流量增加 20–30%,並使 Dv50 增加 30–50%。
- 多噴嘴間的流量變化(CV>5%)造成不可接受的薄膜厚度不均勻。
建議下一步行動:
-
建立基線: 對現有系統進行完整的五步驟診斷並記錄結果。這個基準線可以讓你追蹤老化狀況並預測維護需求。
-
實施預防性維護: 每40至60小時安排一次噴嘴檢查。每400–600小時更換一次流體噴嘴(或當孔口磨損超過+10%時)。每100至150小時清潔一次空氣蓋。
-
校準壓力輸出: 在每個噴嘴入口安裝線上壓力計,以監控即時輸出壓力,而非僅供水管線壓力。設定壓力偏差警報>5%。
-
升級至精密噴嘴: 如果你目前的噴嘴是標準黃銅或鋁製,請考慮升級為精密加工的不鏽鋼或碳化物噴嘴。初始成本較高 2–5 ×但使用壽命延長 3–6 ×,且原子化一致性顯著改善。
-
聯絡應用工程支援: 對於持續存在的霧化問題,請與噴嘴製造商的應用工程師聯繫。大多數主要供應商(噴塗系統、Graco、Binks、SATA)提供現場稽核、噴霧模式分析及噴嘴選擇優化服務。
需要技術協助? 若您遇到塗層缺陷並需協助實施此診斷程序,或想討論針對特定塗層系統的噴嘴選擇,請聯繫我們的現場應用工程團隊,免費進行噴霧系統審核。