





耐磨性測試:碳化矽與陶瓷噴嘴在磨料漿液應用中的比較
在涉及磨料的工業噴塗作業中,噴嘴的選擇可能成就或破壞你的作業效率。碳化矽(SiC)與陶瓷噴嘴之間的爭論已持續數十年,每種材料都聲稱具有優越的耐磨性。但實際的測試數據揭示了什麼?
在這份全面指南中,我們將深入探討耐磨性測試方法,比較實際性能數據,並協助你為特定應用做出明智決策。
目錄
- [理解磨蝕環境中噴嘴磨損](#1-理解磨蝕環境中噴嘴磨損)
- [材料性質:碳化矽與陶瓷](#2-材料性質-碳化矽與陶瓷)
- [耐磨性測試方法論](#3-耐磨性測試方法論)
- [比較壽命分析](#4-比較壽命分析)
- [噴嘴壽命成本效益分析](#5-成本效益分析-跨噴嘴壽命)
- [應用程式特定建議](#6-應用程式特定建議)
- [維護與效能優化](#7-維護與效能優化)
- [噴嘴材料未來趨勢](#8-噴嘴材料未來趨勢)
1.了解磨蝕環境中噴嘴磨損
磨料漿液應用中的噴嘴磨損不僅是材料硬度的問題,更是侵蝕機制、粒子動力學與材料性質複雜交織的結果。
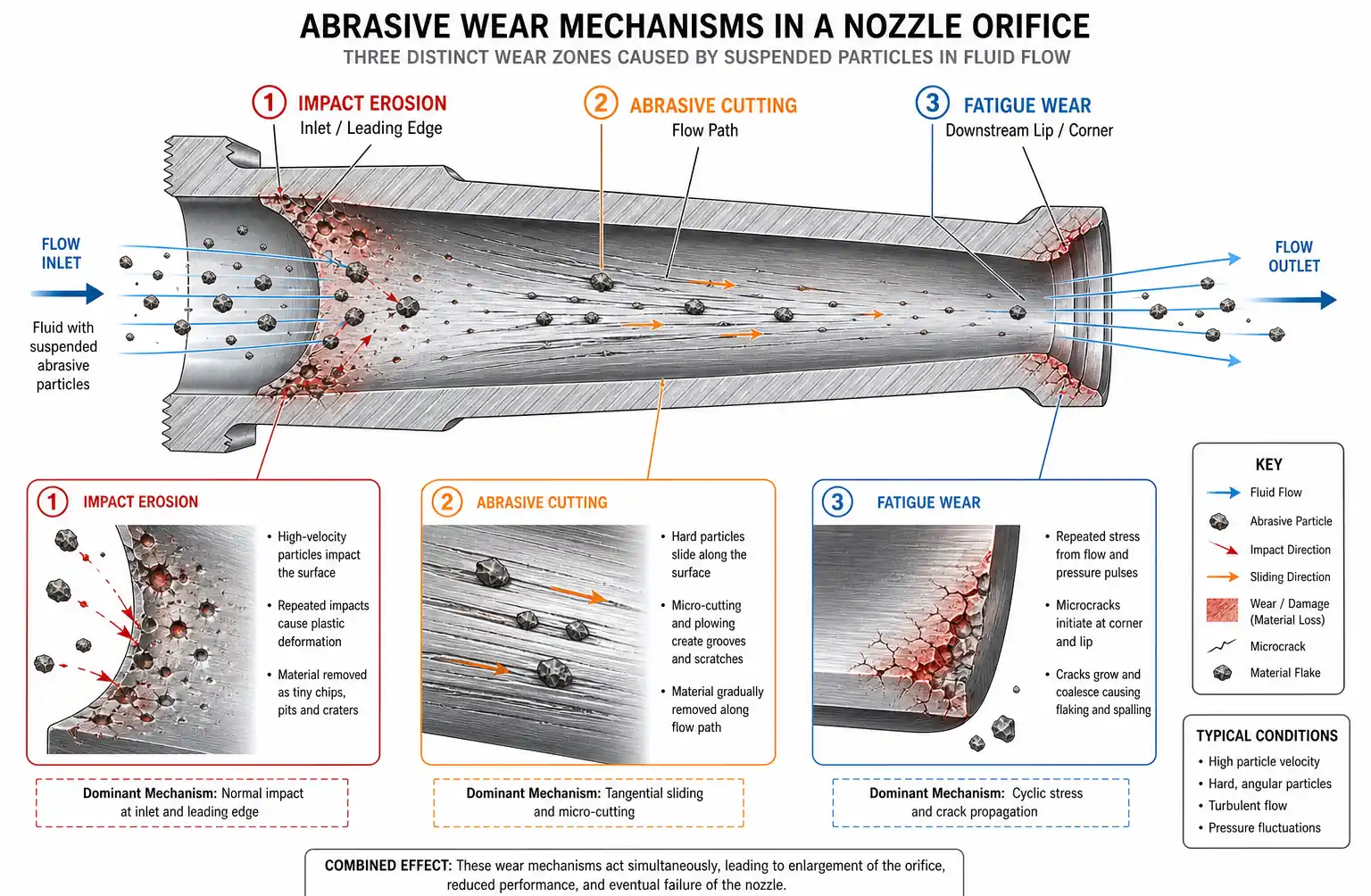
噴嘴磨損的原因是什麼?
當磨料顆粒以高速通過噴嘴時,會產生微觀衝擊,逐漸侵蝕噴嘴內部表面。這種侵蝕遵循可預測的模式:
主要磨損機制包括:
- 粒子碰撞造成的衝擊侵蝕
- 從銳利顆粒邊緣進行磨蝕切割
- 因反覆應力循環而產生的疲勞磨損
- 化學環境中的腐蝕增強侵蝕
隨著噴嘴孔口擴大,磨損速率呈指數加速。孔徑增加10%會導致流量增加20-30%,對噴霧模式的一致性和材料消耗產生顯著影響。
為什麼噴嘴材質很重要
不同材料對磨料磨損的反應不同。雖然硬度很重要,但斷裂韌性、晶粒結構和化學穩定性等因素同樣在決定實際服役壽命中扮演關鍵角色。
2.材料性質:碳化矽與陶瓷
了解碳化矽與陶瓷材料之間的根本差異,有助於解釋它們在磨蝕環境中的性能。
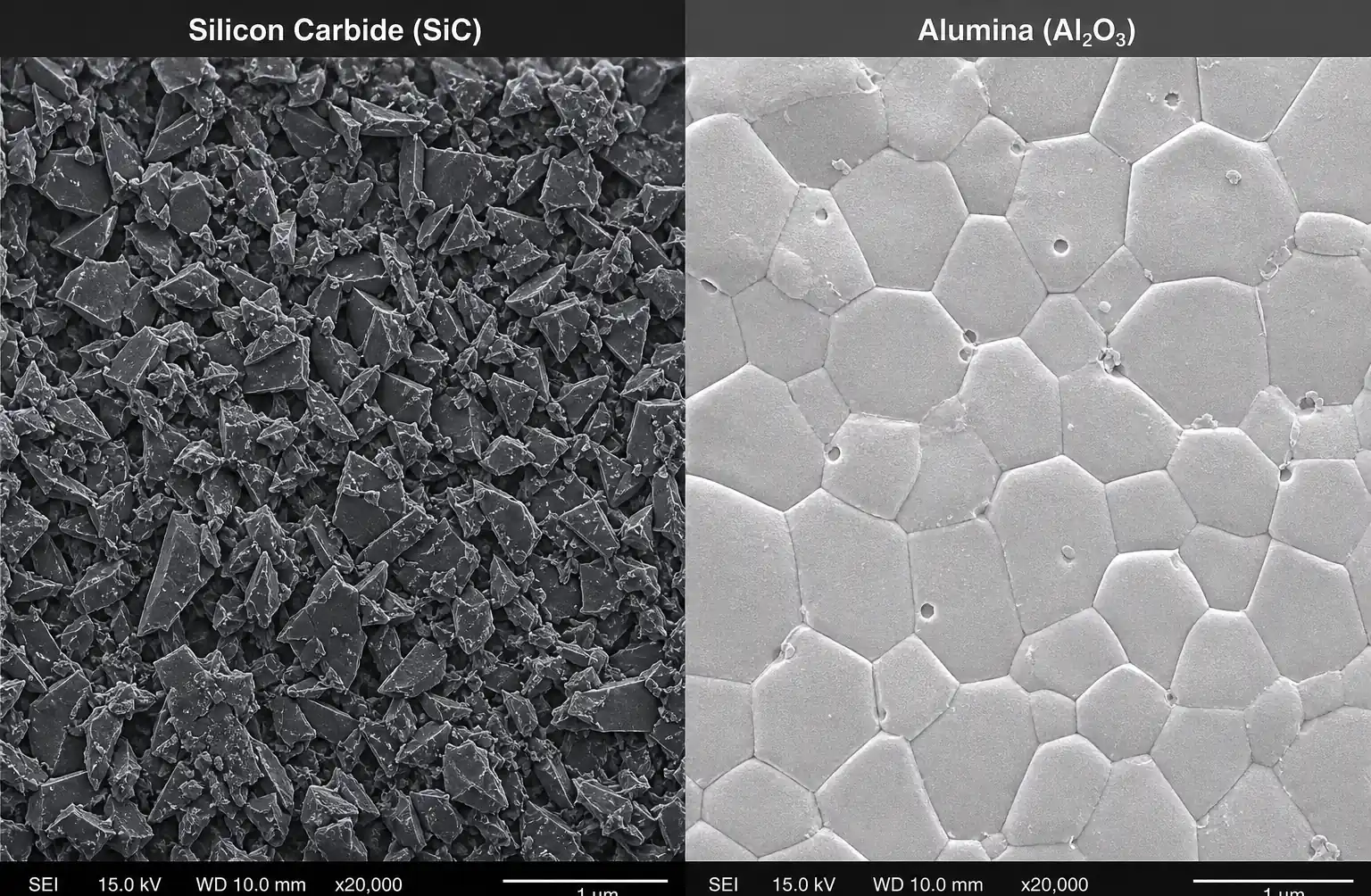
碳化矽(SiC)特性
碳化矽是一種工程陶瓷材料,以卓越的硬度和熱導率聞名。
主要特徵:
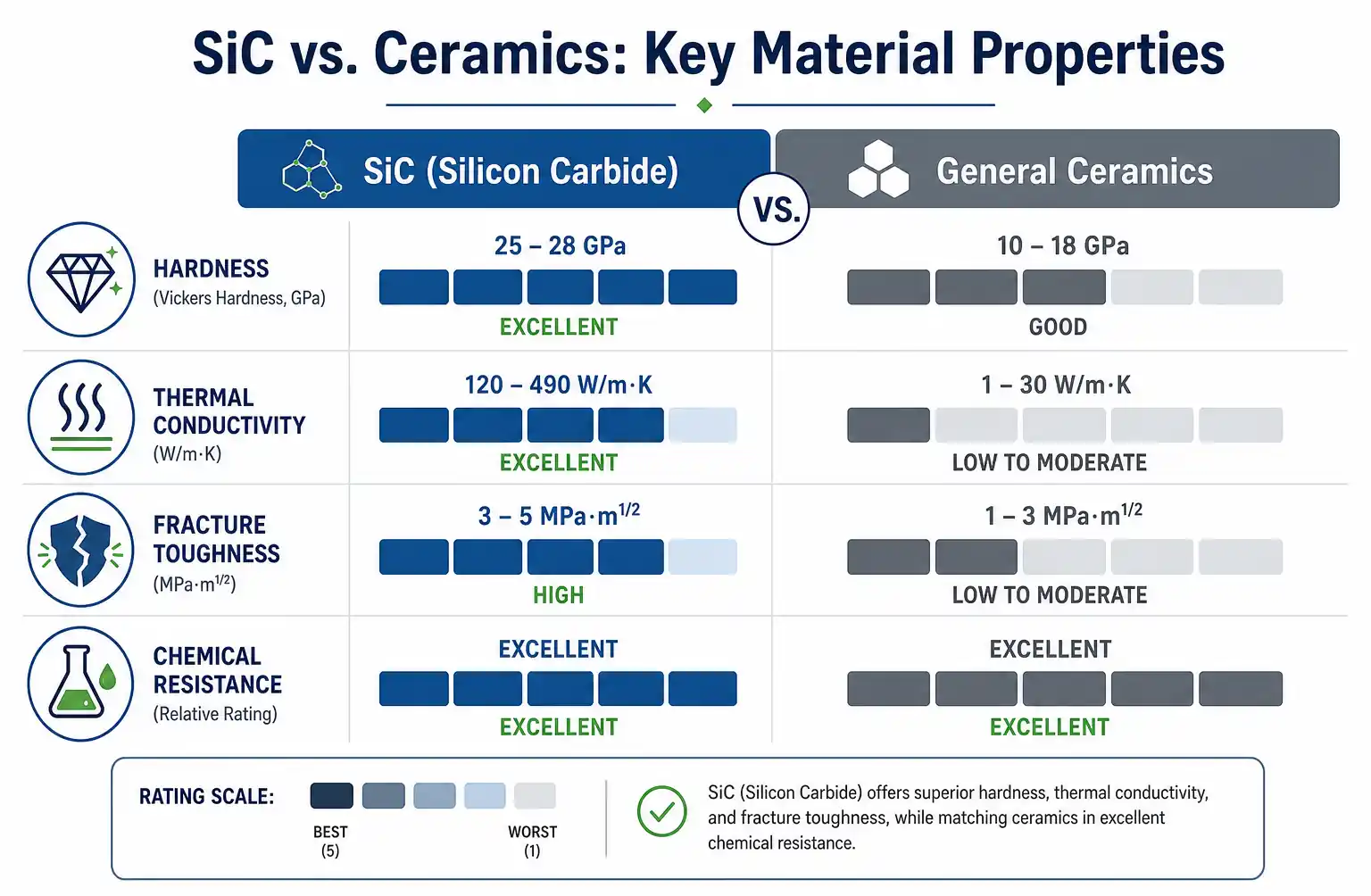
- 硬度: 莫氏硬度 9-9.5(2500-3000 牛皮)
- 密度: 3.1-3.2 g/cm³
- 斷裂韌性: 3-5 MPa·m1/2
- 熱導率: 120-200 W/m·K
- 化學抗性: 在大多數環境中表現優異
碳化矽的共價鍵結構能同時抗機械磨損與化學侵蝕。其高熱導率有助於在高速粒子撞擊時散熱。
陶瓷(氧化鋁基)特性
工業用陶瓷噴嘴通常使用氧化鋁(Al₂O₃)或氧化鋁基複合材料。
主要特徵:
- 硬度: 莫氏硬度為9(1800-2100 牛皮)
- 密度: 3.6-3.9 g/cm³
- 斷裂韌性: 3-4 MPa·m1/2
- 熱導率: 20-30 W/m·K
- 化學抗性: 良好,但對強酸/強鹼易受影響
氧化鋁陶瓷以優異的硬度且成本低於碳化矽,因此在中等強度應用中頗受歡迎。
材料比較表
| 性質 | 碳化矽 | 氧化鋁陶瓷 | 優勢 |
|---|---|---|---|
| 硬度 | 更高 | 高 | SiC |
| 耐磨性 | 優越 | 很好 | SiC |
| 耐熱衝擊 | 太好了 | 中等 | SiC |
| 化學抗性 | 太好了 | 很好 | SiC |
| 成本 | 更高 | 下方 | 陶瓷 |
| 可取得性 | 很好 | 太好了 | 陶瓷 |
3.耐磨性測試方法論
標準化測試規範提供客觀數據,用於在受控條件下比較噴嘴材料。

ASTM G76 侵蝕測試
ASTM G76 標準是評估材料抗侵蝕性最廣泛使用的方法。
測試參數:
- 磨料:角狀鋁氧化物顆粒(50微米)
- 速度:30-100 公尺/秒
- 撞擊角度:30°、60° 及 90°
- 持續時間:直到可測量的質量損失發生
- 溫度:環境溫度或較高溫度
此測試模擬真實世界的侵蝕條件,並提供材料損失率的定量數據。
漿罐測試
對於液態磨料的應用,漿罐測試提供了更相關的數據。
測試設置:
- 磨料漿液的連續循環
- 受控顆粒濃度(通常為重量比10-30%)
- 可變壓力(100-3000 psi)
- 溫度控制
- 定期測量孔徑
此方法與工業噴塗條件高度相似,並能提供真實的磨損率數據。

加速磨損測試
為了縮短測試時間,加速方案使用較高的磨料濃度或速度,同時維持相似的磨損機制。
加速度因素:
- 2-5 倍正常磨料濃度
- 高操作壓力
- 延伸連續運作
- 用於預測現實生活的相關因子
適當的驗證能確保加速結果,準確預測現場表現。
4.比較壽命分析
實際測試數據顯示,碳化矽與陶瓷噴嘴在耐磨性上有顯著差異。
實驗室測試結果
在受控條件下進行獨立測試,提供基線性能數據。
ASTM G76侵蝕率(每公斤磨料的鎂物質損失):
- 碳化矽:8-12 mg/kg
- 氧化鋁陶瓷:18-25 mg/kg
- SiC 優勢:耐磨性提升 2-3 倍
這些成果在磨料應用中顯著延長了使用壽命。
現場表現數據
工業應用提供實驗室發現的實際驗證。
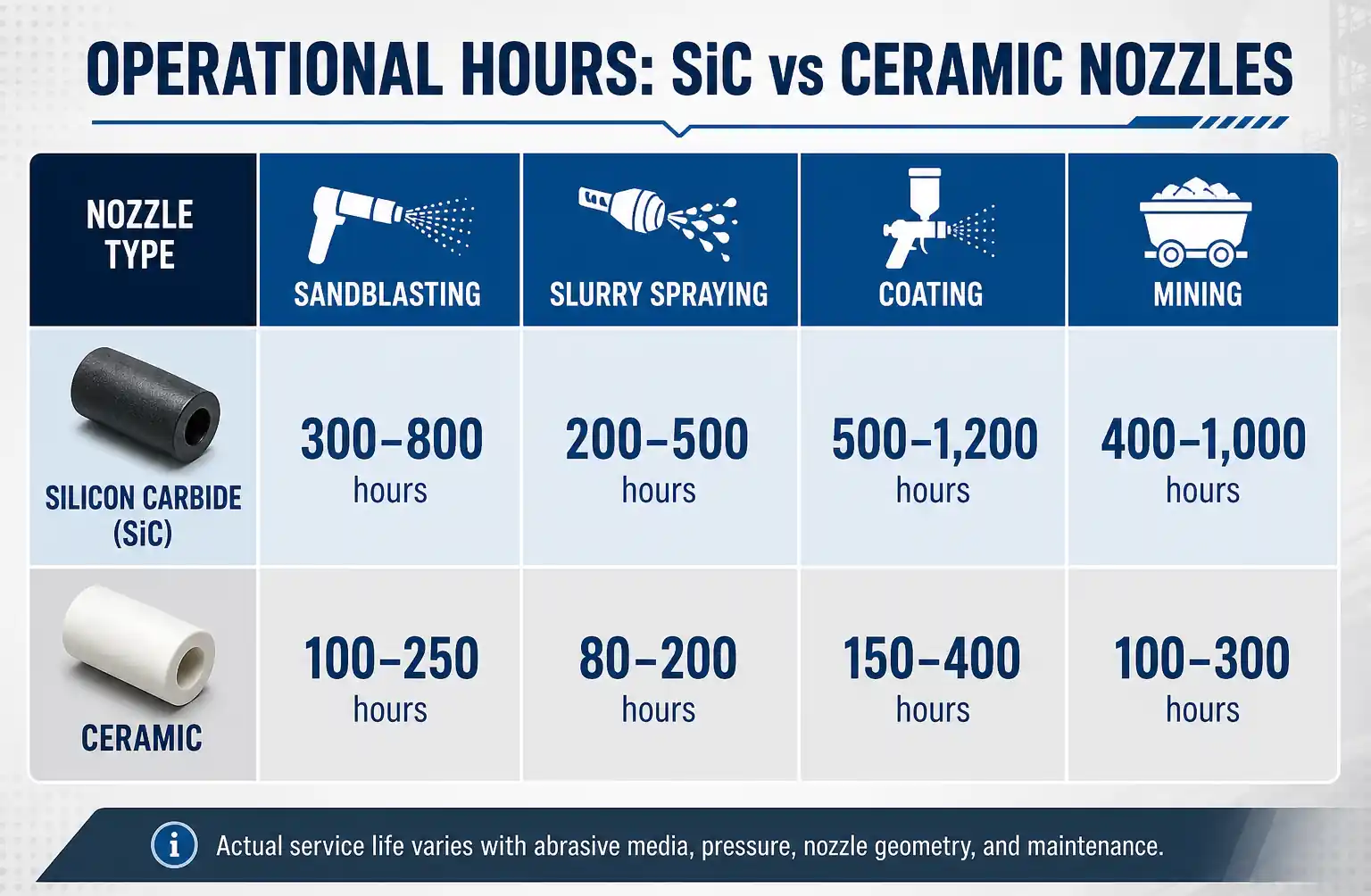
磨料漿噴灑的典型使用壽命(運作時間):
| 應用 | 碳化矽 | 氧化鋁陶瓷 | 壽命比 |
|---|---|---|---|
| 噴砂(氧化鋁) | 800-1200小時 | 300-500小時 | 2.5:1 |
| 漿液噴灑(二氧化矽) | 1500-2000小時 | 600-900小時 | 2.5:1 |
| 塗層應用(陶瓷顆粒) | 1000-1500小時 | 400-700小時 | 2.3:1 |
| 礦用漿液(混合礦物) | 600-900小時 | 250-400小時 | 2.5:1 |
在各種應用中,碳化矽的使用壽命持續延長為氧化鋁陶瓷的2-3倍。
穿戴模式分析
噴嘴的磨損方式對性能的影響會因材料而異。
碳化矽的磨損特性:
- 孔口均勻侵蝕
- 漸進式直徑增加
- 維持噴霧圖案品質
- 可預測的效能下降
陶瓷磨損特性:
- 較局部的侵蝕
- 孔口邊緣可能出現剝落
- 噴霧模式劣化加快
- 故障模式較難預測
碳化矽優越的斷裂韌性防止了微晶片產生,避免陶瓷噴嘴的磨損。
5.噴嘴壽命的成本效益分析
雖然碳化矽噴嘴的前期成本較高,但總擁有成本卻說明了另一番景象。
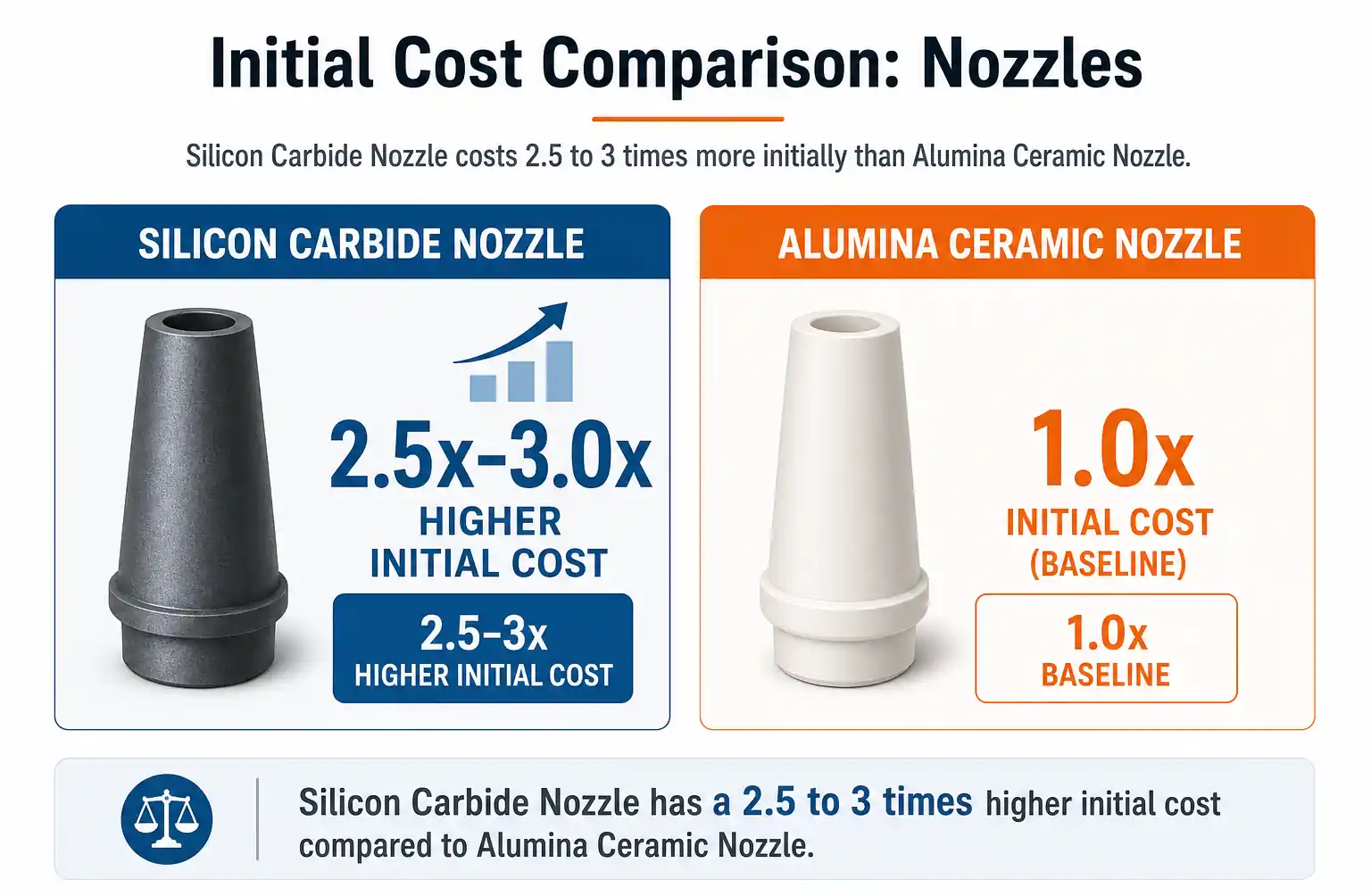
初始投資比較
典型價格(依規模及供應商而異):
- 碳化矽噴嘴:$80-$200
- 氧化鋁陶瓷噴嘴:$30-$80
- 初始成本比:2.5-3:1
碳化矽較高的初期成本常引發驚慌,但這只是經濟方程式的一部分。
總擁有成本(TCO)
全面的總得油分析涵蓋噴嘴使用壽命內的所有成本。
成本因素:
- 初始購買價格
- 替代頻率
- 換人勞工
- 生產停機時間
- 噴灑模式不一致所產生的材料浪費
- 噴嘴磨損導致品質問題
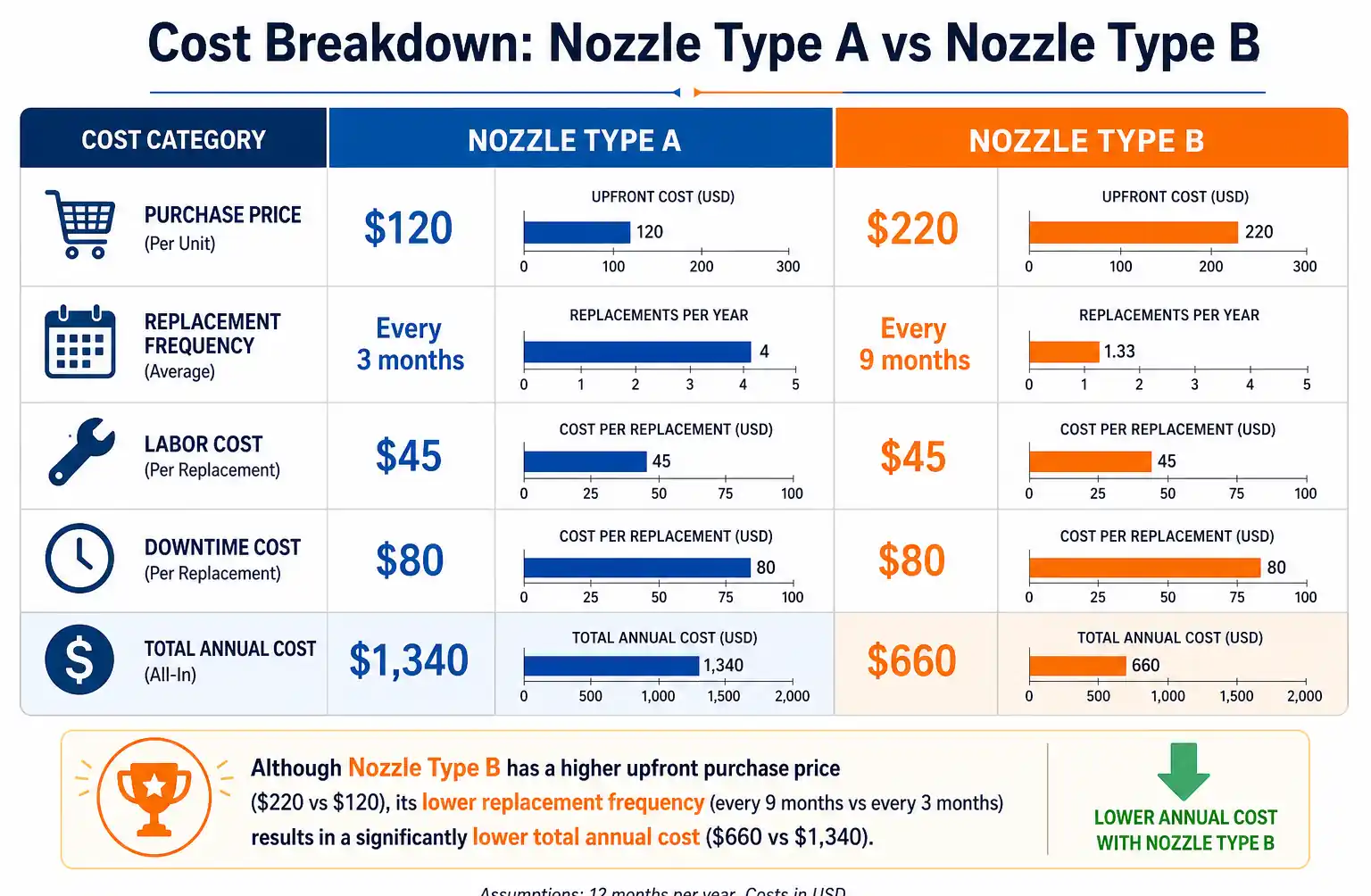
範例計算(1000小時營運期間):
碳化矽:
- 噴嘴成本:150美元
- 需要替補:1
- 換班人工:$50 × 1 = $50
- 停機成本:200 美元 × 1 = 200美元
- 總共:$400
氧化鋁陶瓷:
- 噴嘴成本:$50
- 需要替補:3
- 換人工費:$50 × 3 = $150
- 停機成本:200 美元 × 3 = 600美元
- 總共:$950
TCO 優勢:碳化矽在營運期間節省 58%
頻繁更換的隱藏成本
除了直接成本外,頻繁更換噴嘴也帶來營運挑戰:
- 生產排程中斷
- 增加庫存管理複雜度
- 安裝錯誤風險較高
- 更頻繁的品質管控檢查
- 環境廢棄物增加
這些因素往往使經濟平衡大幅傾向於更耐用的碳化矽噴嘴。
6.應用特定建議
最佳噴嘴材質取決於您的具體操作條件與優先事項。
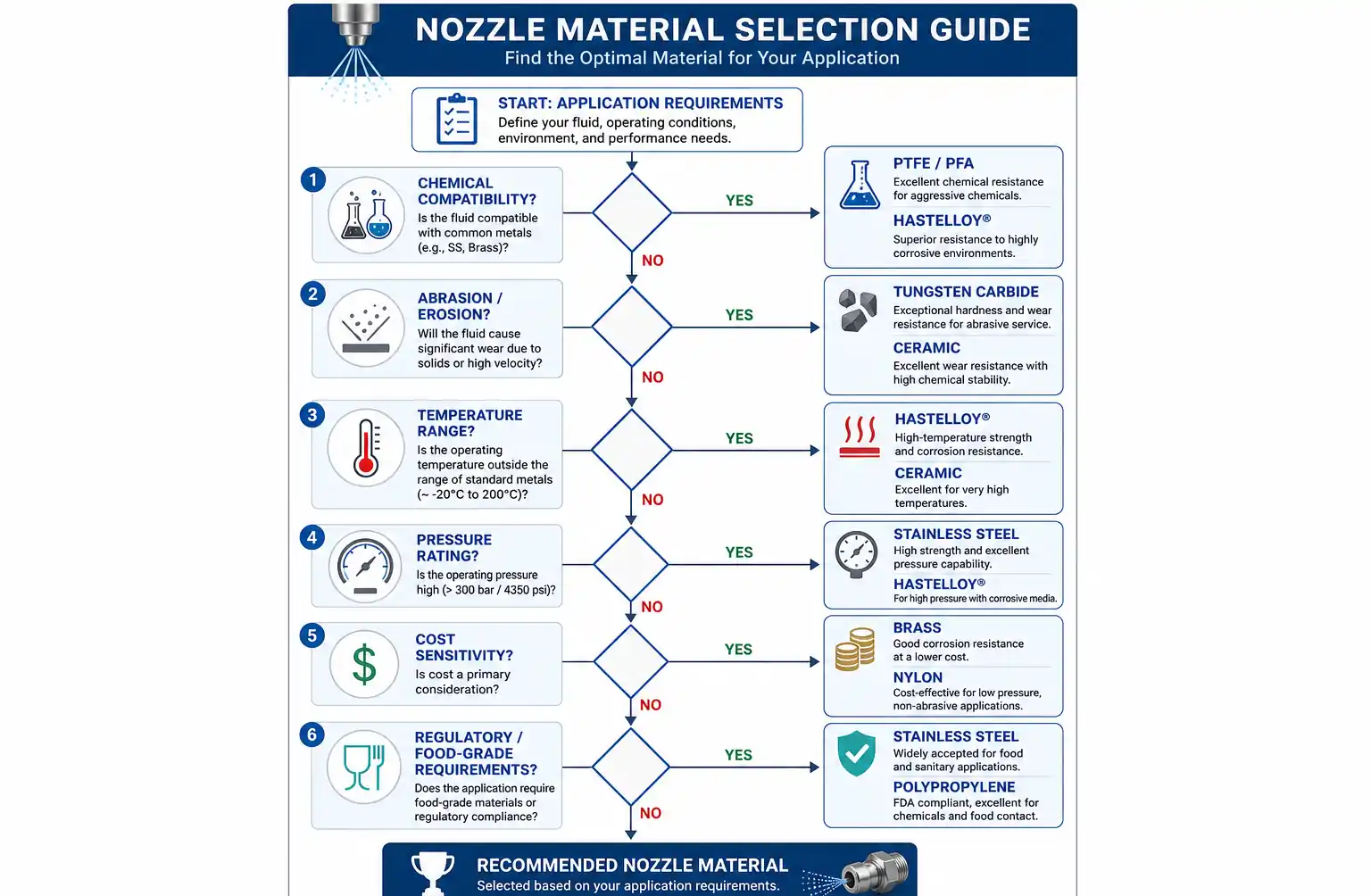
當碳化矽是明確的選擇
高磨損應用:
- 使用硬磨料(氧化鋁、碳化矽)噴砂
- 高礦物質含量的礦渣處理
- 陶瓷顆粒工業塗層
- 任何噴嘴壽命超過500小時的應用
高價值製作:
- 精密塗層作業
- 藥用或食品級噴灑
- 停機時間成本超過每小時100美元的應用
- 品質關鍵的製程要求一致的噴灑模式
嚴苛的化學環境:
- 酸性或鹼性漿液
- 高溫應用(>200°C)
- 腐蝕性化學噴灑
當陶瓷噴嘴變得有意義時
低磨損應用:
- 以極少微粒噴灑水
- 軟質材料漿液(有機材料、聚合物)
- 間歇性使用且閒置時間長
- 噴嘴壽命低於300小時的應用
預算有限的營運:
- 資本有限的新創業務
- 臨時或實驗性設置
- 低產量生產
- 停機成本極低的應用
隨時可用的替換需求:
- SiC 可用性有限的偏遠地區
- 需要大量噴嘴庫存的作業
- 以陶瓷噴嘴為核心設計的標準化系統
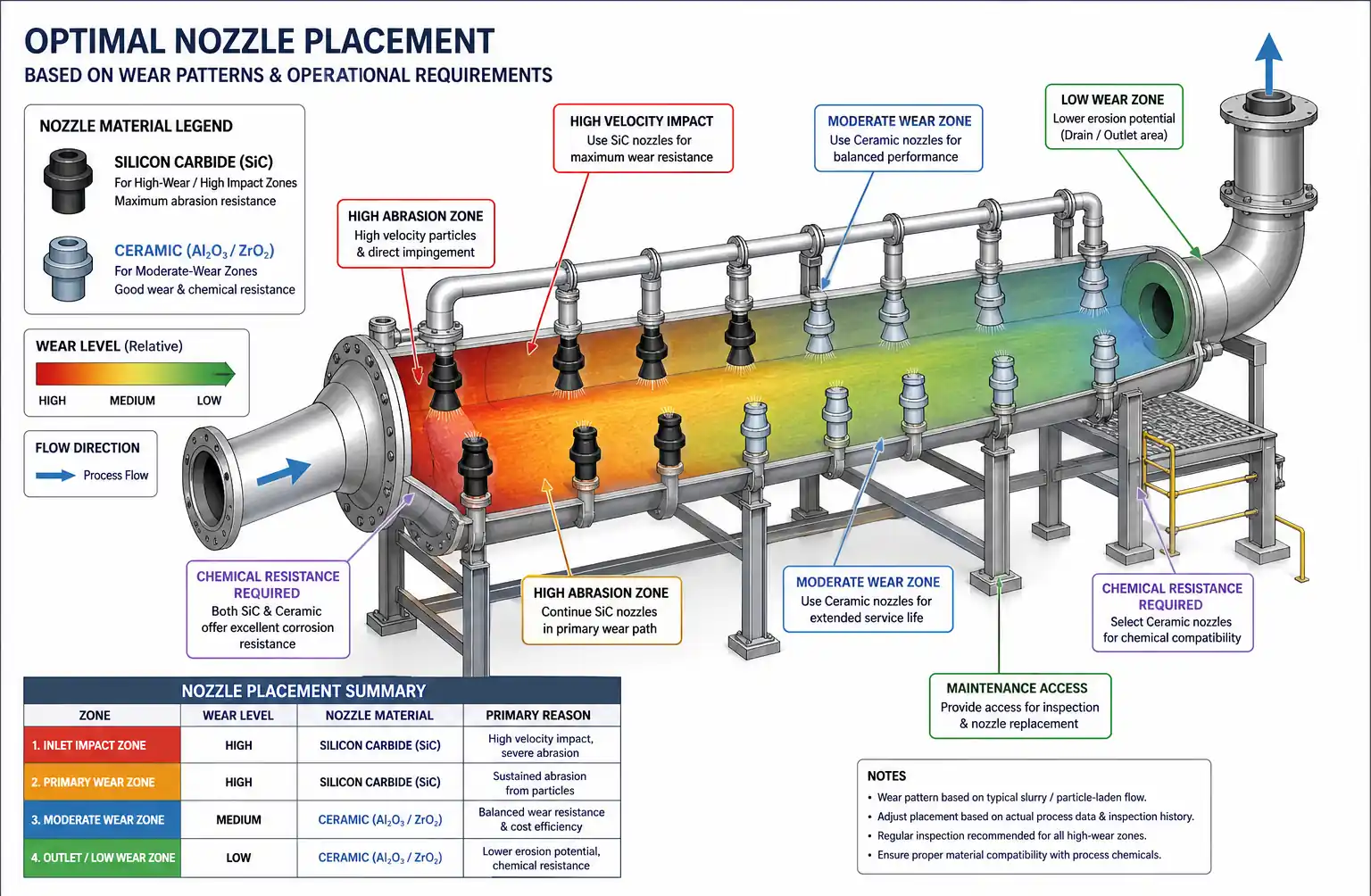
混合方法
部分作業從策略性物資選擇中受益:
- 在主要高磨損位置使用碳化矽
- 將陶瓷噴嘴部署於低磨損的次級位置
- 維護陶瓷備用庫存以備緊急更換
- 隨著產量增加,轉型為碳化矽
7.維護與效能優化
無論材料選擇如何,妥善維護都能延長噴嘴壽命。
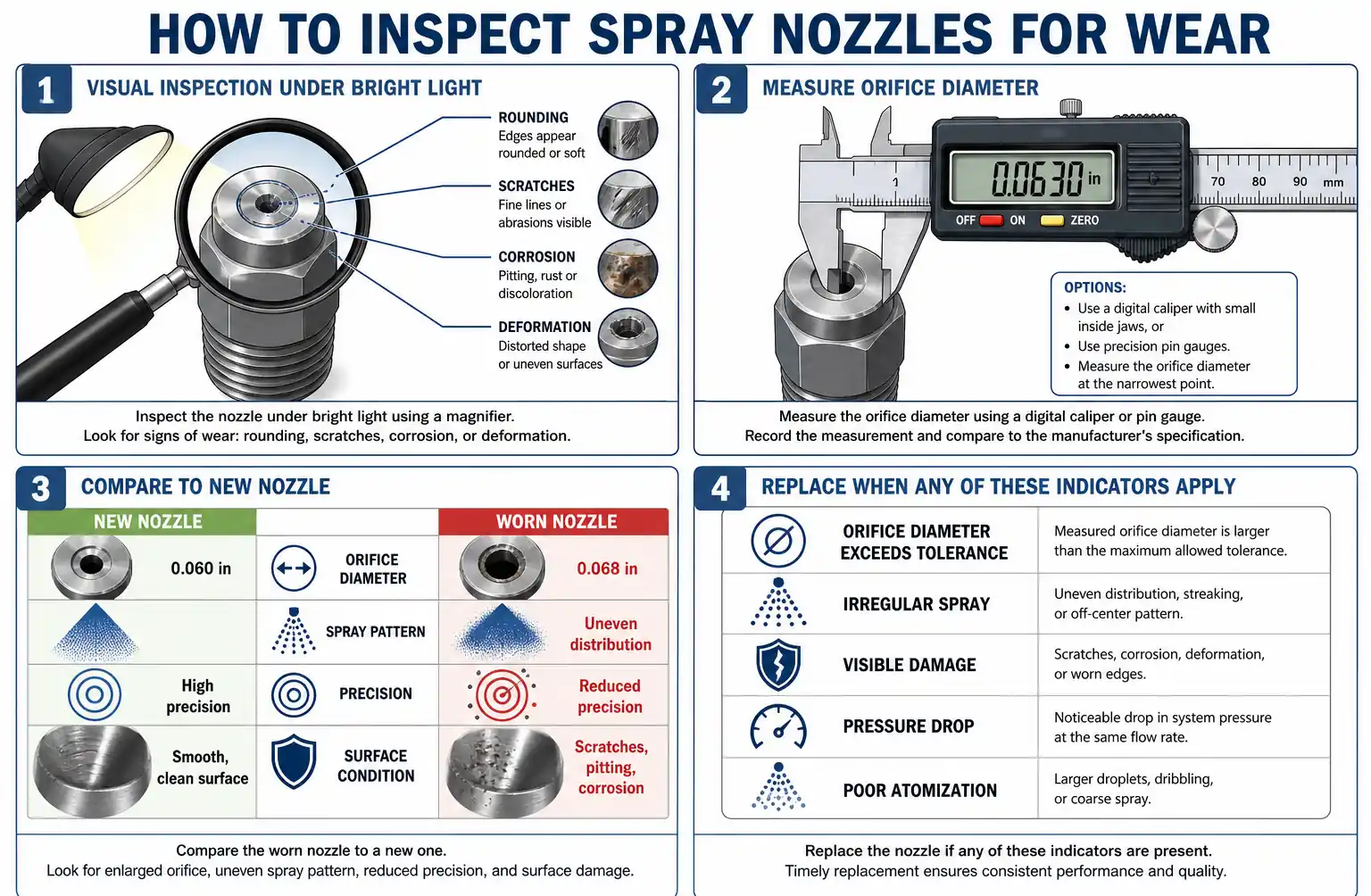
監測噴嘴磨損
實施系統性監測,在影響品質前發現磨損:
檢查時間表:
- 目視檢查:每50至100小時一次
- 孔徑測量:每100至200小時測量一次
- 噴霧模式測試:每200-300小時一次
- 流量驗證:每月
磨損指示器:
- 孔徑增加>5%
- 可見的表面粗糙度或點蝕
- 噴霧模式失真
- 流量增加>10%
- 壓降變化
在磨損對性能有明顯影響之前,請更換噴嘴。
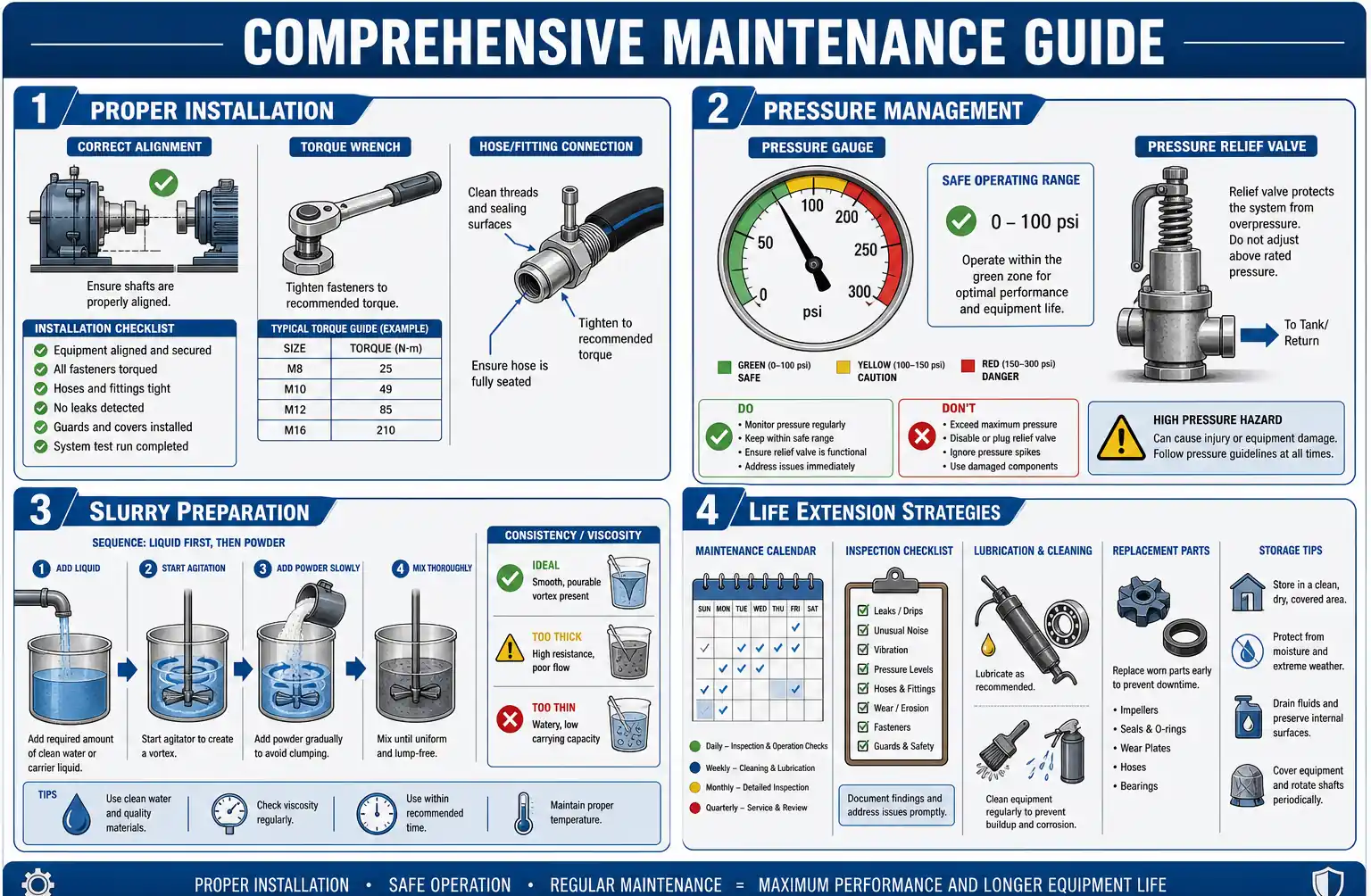
營運最佳實務
優化操作參數以最大化噴嘴壽命:
壓力管理:
- 以最低有效壓力運作
- 避免壓力激增與激增
- 使用壓力調節器以確保穩定運作
漿料製備:
- 過濾過大顆粒
- 維持粒子濃度一致
- 控制漿液溫度
- 防止顆粒沉降於饋線
安裝考量:
- 確保噴嘴對齊正確
- 使用適當的安裝硬體
- 避免過度緊固而產生應力點
- 保護噴嘴免受機械損壞
延長服役壽命
其他策略可大幅延長噴嘴壽命:
- 在高磨損與低磨損位置間旋轉噴嘴
- 實作自動化清潔循環
- 利用上游過濾去除過大顆粒
- 優化噴射角度以降低撞擊速度
- 考慮脈衝操作以減少持續磨損
8.噴嘴材料的未來趨勢
材料科學的進步持續推動耐磨性極限。
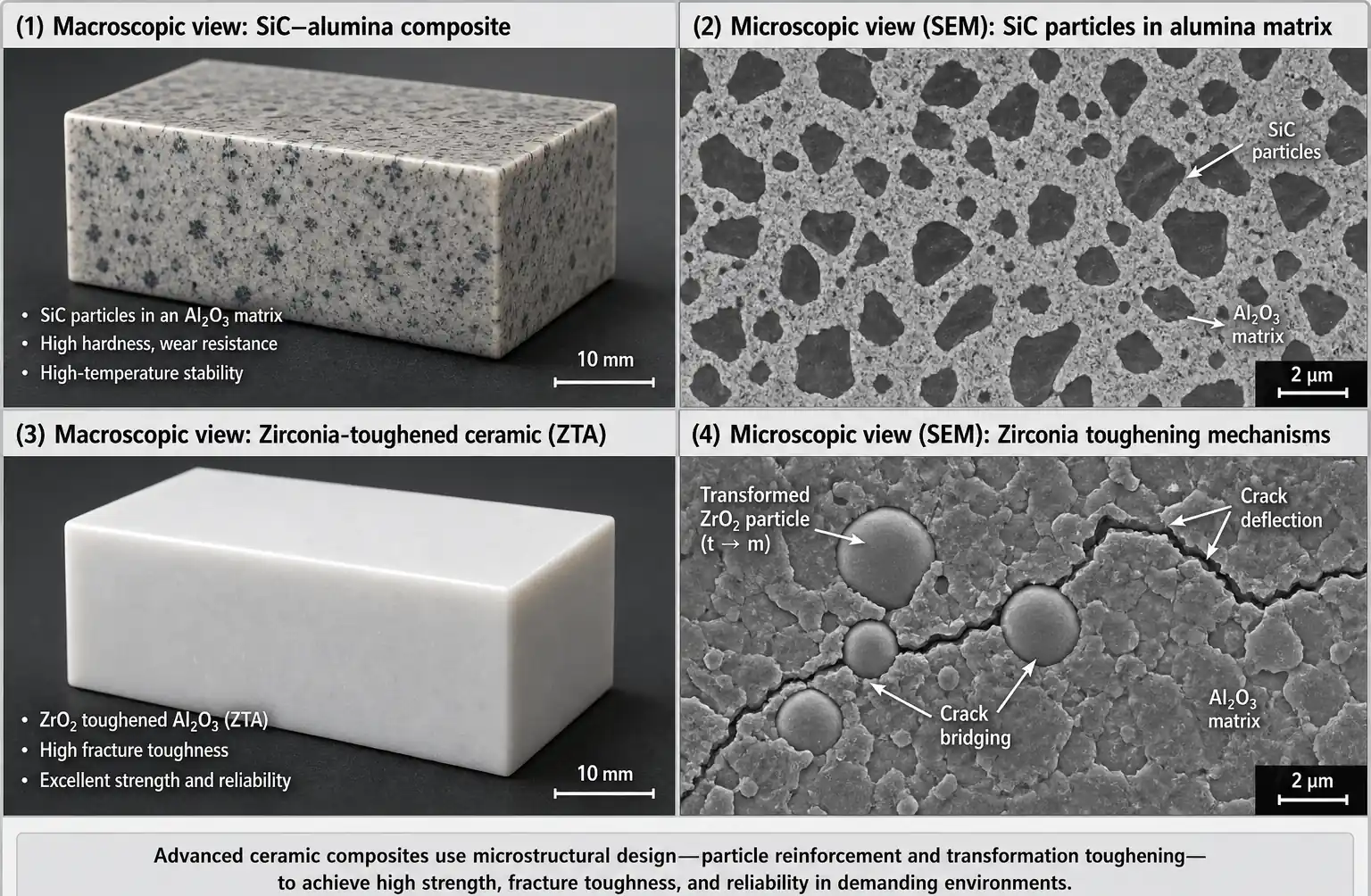
先進陶瓷複合材料
次世代材料結合多種陶瓷的最佳特性:
碳化矽-氧化鋁複合材料:
- 增強斷裂韌性
- 提升耐熱衝擊能力
- 成本介於純矽化碳與氧化鋁之間
氧化鋯強化陶瓷:
- 卓越的抗衝擊能力
- 熱循環性能提升
- 噴嘴應用的新興可用性
塗層科技
表面處理提升基材性能:
類鑽石碳(DLC)塗層:
- 超低摩擦減少顆粒附著
- 增強化學抗性
- 延長矽化矽及陶瓷基板的壽命
奈米結構塗層:
- 工程表面特性
- 正在開發中的自我修復能力
- 壽命延長潛力 5-10 倍
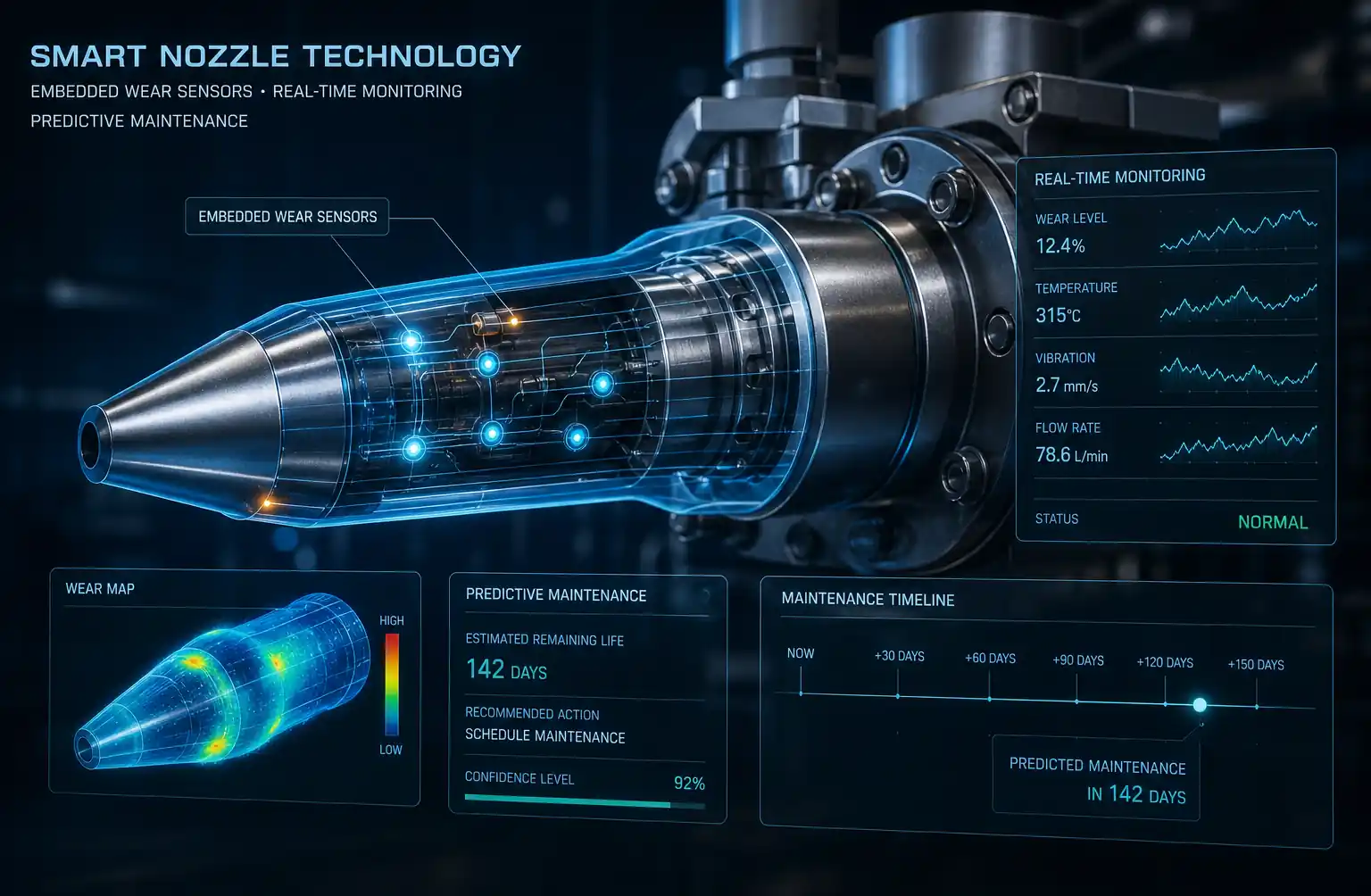
智慧噴嘴技術
感測器與監控系統的整合:
- 嵌入式耐磨感測器用於即時監控
- 預測性維護演算法
- 自動替換排程
- 透過資料分析進行效能優化
這些技術將將噴嘴管理從被動式轉向預測性維護。
結論
耐磨性測試數據清楚顯示碳化矽在磨料漿液應用上的優異性能。碳化矽噴嘴的使用壽命是大多數高磨損工業應用的最佳選擇,使用壽命延長2至3倍,磨損模式更佳,且總擁有成本較低。
雖然陶瓷噴嘴在低磨損、預算敏感的應用中仍具實用性,但在嚴苛環境中,碳化矽的經濟與操作優勢將變得難以承受。隨著材料成本持續下降及先進複合材料的出現,性能差距很可能進一步擴大。