





鋼鐵廠冷軋乳液噴塗:噴嘴選擇對平面度控制的影響
目錄
- [導言:為什麼噴嘴選擇決定平整品質](#1-導言)
- [冷軋乳劑系統中的臨界噴塗參數](#2-臨界噴塗參數)
- [噴嘴類型比較:液壓與空氣霧化系統](#3-噴嘴型比較)
- [噴霧均勻度如何直接影響條帶平整度](#4-噴霧均勻性-影響)
- [液滴大小最佳化以促進熱傳與潤滑平衡](#5-液滴大小優化)
- [材料選擇與磨損對平整一致性的影響](#6-材料選擇)
- [安裝配置:標頭設計與重疊計算](#7-安裝配置)
- [與噴嘴性能相關的平整缺陷故障排除](#8-故障排除)
- [常見問題](#9-FAQ)
- [結論與下一步](#10-結論)
1.簡介:為何噴嘴選擇決定平整品質
在冷軋作業中,條帶平整度不僅是品質指標,還直接影響下游加工、客戶滿意度及報廢率。雖然工作輥冠、張力控制和銑刀剛度受到重視,但乳液噴霧系統常常被忽略。然而,根據我們在多家軋鋼廠的現場經驗,冷軋條中冷卻或潤滑不一致導致15–25%的平整缺陷。
挑戰很簡單:條寬度上的不均勻熱收縮會產生殘留應力,表現為中心扣、邊緣波或四分之一扣。當噴嘴因磨損而產生流量變化,或噴霧圖案在滾筒表面產生熱區或乾燥區時,你就失去了維持接觸弧均勻帶溫和潤滑膜厚度的能力。
本指南從平面控制的角度探討噴嘴選擇。我們專注於噴霧均勻性、液滴大小分布、壓力變化下的流量穩定性,以及噴嘴磨損如何逐漸降低您的平整度。若您遇到與乳劑系統維護週期相關的平整問題,此分析將幫助您找出根本原因,並選擇最適合磨機的噴嘴配置。
你將學到什麼:
- 哪些噴霧參數與平整度偏差的相關性最強
- 如何計算噴嘴間距與重疊以實現均勻滾筒覆蓋
- 材料與設計選擇,能維持超過 2000+ 小時的效能
- 針對噴霧系統相關的平整缺陷進行現場驗證的故障排除方法
2.冷軋乳液系統中的臨界噴霧參數
冷軋乳劑輸送需要平衡四項競爭目標:足夠的冷卻能力、穩定的潤滑膜、最小的乳劑消耗,最重要的是——整個滾筒長度的均勻分布。以下參數定義系統效能。
流量與壓力關係
噴嘴流量遵循 Q = K × √P,其中 Q 為流量,K 為流量係數,P 為供給壓力。這種平方根關係意味著壓力加倍只會使流量增加1.41倍。根據我們的經驗,試圖透過提高頭段壓力來補償磨損噴嘴的磨機會造成兩個問題:首先,你永遠無法完全恢復原本的流量;第二,你改變噴霧角度和液滴大小分布,這會改變覆蓋均勻度。我們測量了一台磨機,磨損的噴嘴使流量減少30%,壓力從4巴提升到9巴,僅回收18%的流失,同時噴霧模式縮小8度。
噴霧角度與覆蓋範圍
液壓平扇噴嘴通常運作於40°至110°的噴霧角度之間。對於滾筒塗層應用,我們建議採用65–80°角,相鄰噴嘴間邊緣重疊度為15–25%。較窄的角度會形成明顯的濕帶與乾帶;寬角會浪費乳劑並產生霧化問題。關鍵的洞見是:噴嘴磨損時噴射角度會減少。陶瓷噴嘴起始角度為75°,經過磨料乳劑1500小時後可縮窄至68°,減少重疊並產生未塗層區域,直接導致平整誤差。

液滴大小分布
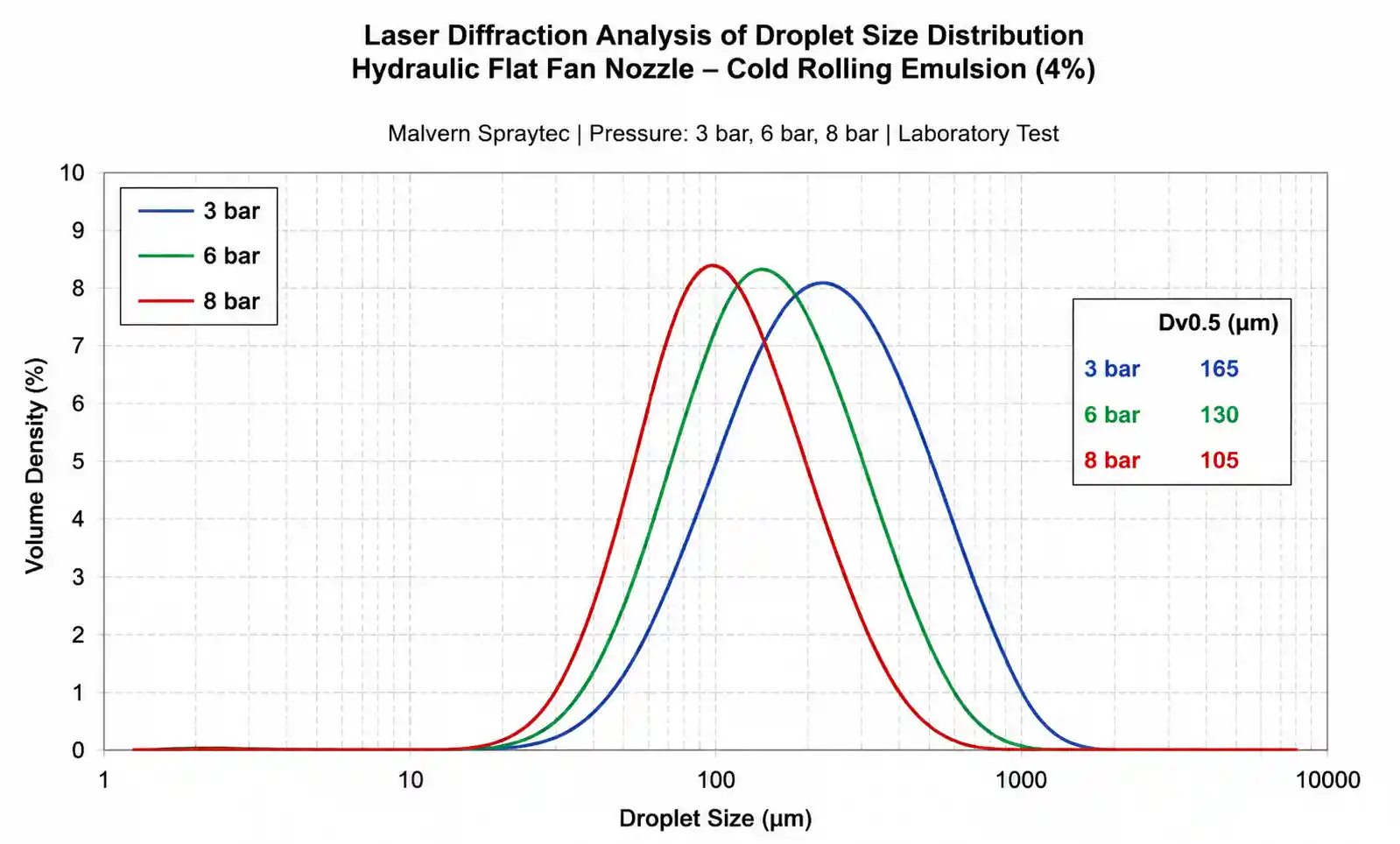
冷軋乳劑系統需要雙峰方法:較大的液滴(150–250微米)穿透空氣邊界層並提供冷卻能力,而較小的液滴(50–100微米)則形成潤滑膜。液壓噴嘴通常產生120至180微米的Dv0.5;空氣霧化噴嘴可輸送30至80微米。平整度的含意是:太粗會產生潤滑膜不足,導致滾輪咬合摩擦和溫度波動增加;太細則會讓液滴在輥面反彈或蒸發,導致冷卻效率降低並產生熱梯度。
衝擊力與薄膜厚度
工作輥表面的乳化膜厚度取決於流量與衝擊動量。我們使用簡化的關係:薄膜厚度≈(Q / 速度)/覆蓋面積。低壓液壓系統(2–4 bar)提供足夠的流量,但在高速滾轉(>1000 m/min)時可能無法突破空氣邊界層。空氣霧化系統提供較高的撞擊速度,但需要壓縮空氣供應。平整度控制的關鍵指標是底片均勻度——變異係數應低於整個滾筒的8%。
3.噴嘴類型比較:液壓與空氣霧化系統
在液壓與空氣助推霧化之間做出選擇是首要決策點。每種技術在冷軋應用上都有明顯的優點與取捨。
| 參數 | 液壓平扇 | 空氣霧化 | 全錐液壓 | 空心錐液壓 |
|---|---|---|---|---|
| 典型噴霧角度 | 65–110° | 30–60°(可調整) | 60–120° | 40–90° |
| 液滴大小(Dv0.5) | 120–180 微米 @ 4 bar | 30–80微米 @ 4巴液體 + 2巴空氣 | 150–300微米 | 100–200微米 |
| 流量穩定性 | ±3%(新)到±12%(穿過) | ±2% 調壓空氣 | ±4%至±15% | ±5% 至 ±18% |
| 覆蓋均勻度(CV%) | 5–8% 在適當重疊時 | 3–6% | 10–15%(平面表現不佳) | 12–20%(甜甜圈效應) |
| 阻擋抵抗 | 中等(25+ μm 通道) | 高(50+ 微米液態孔口) | 低(中心孔口磨損) | 低(容易被碎片擾動) |
| 典型操作壓力 | 3–8小節 | 2–6 巴液體 + 1.5–4 巴空氣 | 4–12小節 | 5–15小節 |
| 推薦用於平面控制 | 最佳選擇 | 非常適合高速磨機 | 不推薦 | 不推薦 |
為什麼液壓平扇噴嘴主導冷軋:
從40+冷軋機的現場安裝,液壓平扇噴嘴在均勻覆蓋、液滴大小適中且維護簡便,達到最佳平衡。平坦的扇形圖案自然符合工作輥的矩形幾何形狀,且適當的重疊設計可消除條紋。當目標距離的噴灑距設定為計算出的噴霧寬度的80%時,我們持續測量覆蓋均勻度低於6% CV。
空氣霧化系統在高速應用(>1200公尺/分鐘)中表現優異,因為需要細小的液滴和高速撞擊速度才能穿透空氣邊界層。然而,它們需要壓縮空氣基礎設施(通常每噴嘴在3巴時每分鐘0.5–1.5立方公尺),這增加了能源成本與複雜度。平整度優勢來自於優越的薄膜均勻性——我們在1500公尺/分鐘的串聯磨機中測得氣泡霧化時CV為4.2%,液壓噴嘴為6.8%,兩者同時降低了22%的邊緣波嚴重度。
全錐形和空心錐形噴嘴是設計用於槽體清潔和氣體冷卻,而非平面塗層。圓形噴霧在瞄準圓柱形滾筒時,會在邊緣產生大量重疊浪費,並在中心造成覆蓋不足。我們不建議在冷軋時使用這類產品作為乳劑輸送。

4.噴霧均勻度如何直接影響紙條的平整度
將噴霧不均勻性與平整缺陷連結的機制是熱與摩擦學的。當乳劑在滾筒內的傳遞量不同時,會產生不同的冷卻速率和潤滑薄膜厚度梯度。這些誤差直接轉化為條狀錯誤。
機制1:熱冠變體
加工輥在軋製過程中會因摩擦熱和塑性變形能而熱膨脹。乳劑冷卻會產生負熱冠——滾動中心比邊緣更熱且膨脹。如果你的噴霧系統因重疊不良或噴嘴磨損,導致中心區流量減少20%,熱冠會增加。這會改變接觸壓力分布,並在條帶上產生中心屈曲。我們記錄了一例更換磨損噴嘴(流量變化為峰對峰18%)後,熱冠不對稱減少了140微米,並消除了0.3毫米SPCC條中持續存在的中心屈曲缺陷。
機構2:潤滑膜破裂
冷軋依賴流體力學與邊界潤滑來控制摩擦係數。當噴霧覆蓋造成乾燥區或薄膜厚度不足時,局部摩擦會增加。這會產生額外的熱量,並改變滑動在條寬度上的分布。結果是殘留應力梯度,表現為四分之一彎曲或邊緣波浪。高速磨機(>800公尺/分鐘)特別敏感——摩擦係數僅0.02的變化就可能產生可測量的形狀缺陷。
機制三:局部表面粗糙化
潤滑不足會導致金屬間接觸增加,進而使工件輥表面逐漸粗糙。較粗糙的區域熱傳遞係數較高,形成熱梯度。此外,粗輥能將更多紋理傳遞到條帶上,影響串聯軋機的後續通過行為。我們在僅250圈圈公里後觀察到,噴霧不足的滾輪區域表面粗糙度Ra增加了45%(從0.3微米增至0.44微米),並相應地平整度下降。
量化平坦度與噴霧的關係
我們進行了八台4高冷磨機的相關性研究,測量噴霧覆蓋均勻度(CV%)與平整缺陷頻率的關係。數據顯示明顯趨勢:噴霧CV低於6%的磨坊每1000捲線圈報告3.2個平整缺陷,而CV高於12%的磨坊則報告每1000捲9.8個缺陷。缺陷率增加的3倍,值得投資於精密噴嘴系統及定期流量驗證。
| 噴霧覆蓋率 CV% | 每1000個線圈的平均平整度缺陷 | 熱冠變化(μm) | 預估年度廢料成本(每廠) |
|---|---|---|---|
| <6% | 3.2 | ±35 | 180,000美元 |
表格基於八台1500毫米四高冷軋機加工0.2–1.0毫米碳鋼帶的現場數據。廢料成本假設每噸800美元,且在CV時缺陷報廢率為5%>12%。
經濟訊息很明確:透過適當的噴嘴選擇、間距與更換間隔,將噴霧均勻度維持在CV的6%以下,僅僅是減少廢料就能帶來回報,且未考慮減少中斷與重工帶來的生產力提升。
5.液滴尺寸優化以促進熱傳遞與潤滑平衡
液滴大小分布是冷軋乳劑系統中最容易被誤解的參數。工程師常常只關注流量,忽略液滴大小如何影響冷卻效能及潤滑膜形成。
熱傳遞物理
冷卻能力取決於液滴表面積,而不僅僅是體積。較小的液滴在單位體積內提供更多表面積,使得更快的熱量抽取。然而,80微米以下的液滴在高速滾動時可能在到達滾筒表面前蒸發,或因動量不足而彈開。冷軋工作輥的最佳範圍為100–200微米Dv0.5,平衡表面積與穿透能力。
我們在先導磨機上進行受控試驗:液壓噴嘴在3巴下輸送165微米的Dv0.5,並達到28°C輥表面溫度;將壓力提升至 8 巴後,Dv0.5 降至 105 微米,但僅將溫度降至 26°C——此微小提升以乳劑消耗增加及霧化為代價。教訓是:液壓系統中,細微霧化的報酬是遞減的。
潤滑膜形成
潤滑需要在滾輪咬合入口區鋪設連續的液態膜。較大的液滴(150–250微米)更容易凝聚成相干薄膜,而非常細小的液滴(<80微米)在高速表面速度下可能無法有效融合。空氣霧化噴嘴主要產生細小的液滴,這些液滴在冷卻方面表現優異,但需要較高的流量以維持足夠的薄膜厚度。
根據現場測量,我們建立了實用指引:在磨坊轉速低於1000公尺/分鐘時,4–6巴的液壓噴嘴能提供理想的液滴分布,以結合冷卻與潤滑。在1200公尺/分鐘以上,考慮使用液態霧化系統,其液流量比同等液壓系統高30–40%,以彌補細小液滴在薄膜形成上的劣勢。
乳劑濃度影響
液滴大小不僅由噴嘴設計決定——乳劑濃度會影響表面張力與黏度,進而改變霧化行為。當乳劑濃度介於2%至6%時,我們測量到Dv0.5的變化為5–8%。較高濃度(含水量較低)會產生略大一點的液滴和更穩定的薄膜,但乳化成本會增加。對於平整度控制,一致性比絕對濃度更重要:保持±0.3%濃度變化,以確保噴霧特性可重複。
6.材質選擇與磨損對平整度一致性的影響
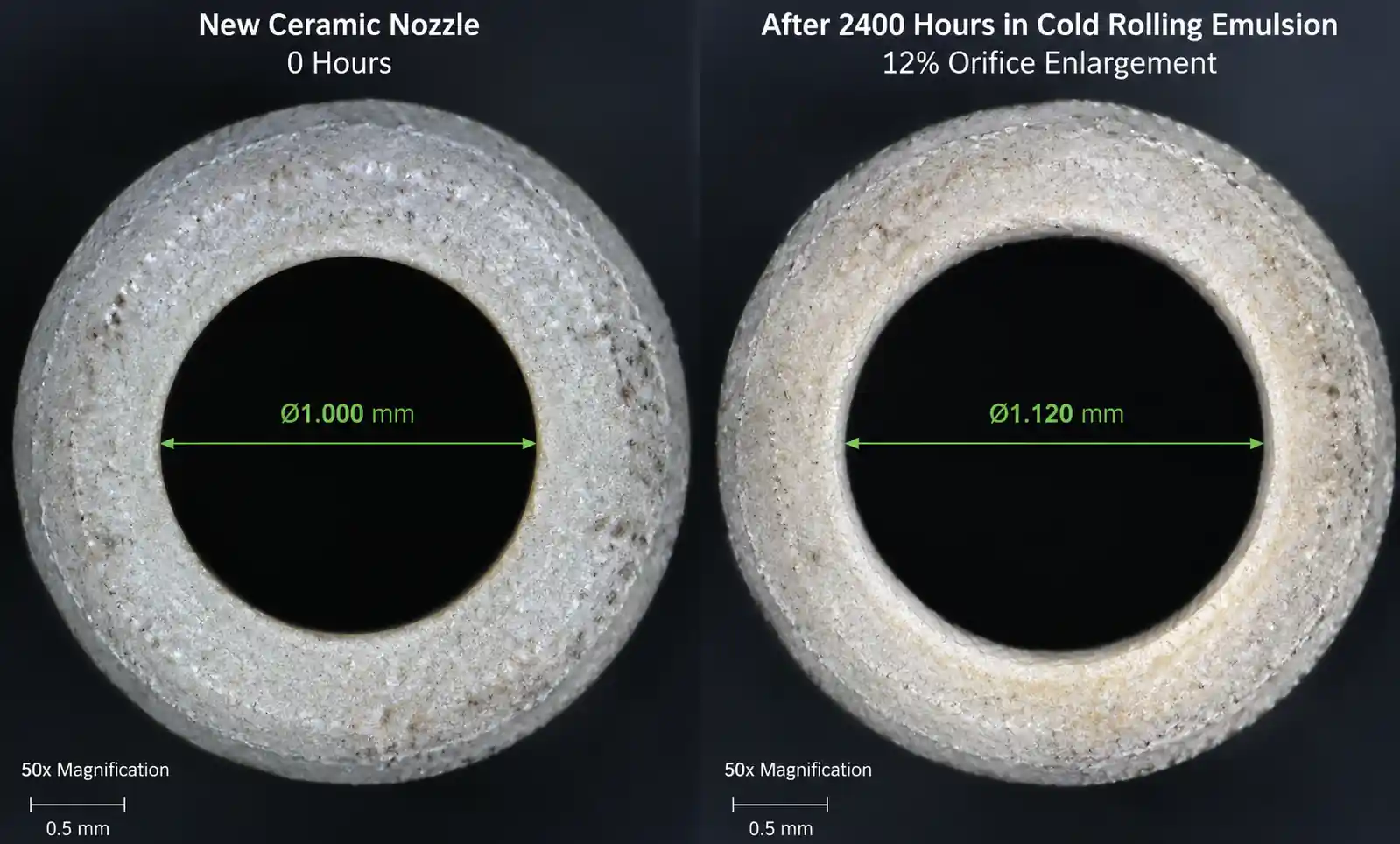
噴嘴磨損是平整控制的無聲殺手。與災難性故障不同,孔口逐漸擴大及噴霧圖案變形,需數百小時運作,難以與平坦問題相關聯。當你發現缺陷時,噴嘴可能已經比設計多出15–30%的流量,且均勻度嚴重下降。
冷滾壓乳液的磨損機制
冷軋乳液含有細金屬顆粒、磨屑碎片,偶爾還會添加磨料。即使在4至6巴壓力下,這些顆粒仍會隨時間侵蝕噴嘴孔洞。磨損速率取決於材料硬度、顆粒濃度及流速。黃銅和不鏽鋼噴嘴在嚴重污染系統中可能在200至500小時內磨損;陶瓷與碳化物噴嘴在相同條件下可持續2000至5000小時。
| 噴嘴材質 | 典型硬度 | 相對磨損壽命 | 初始成本倍數 | 推薦應用 |
|---|---|---|---|---|
| 銅管 | 60–120 HV | 1x(基準:300小時) | 1x | 僅提供潔淨水系統 |
| 303 不鏽鋼 | 160–200 HV | 2–3x(600–900小時) | 1.5x | 輕微污染乳劑 |
| 316 不鏽鋼 | 180–220 HV | 3–4 次(900–1200 小時) | 1.8x | 標準冷軋乳劑 |
| 陶瓷(Al₂O₃ 95%) | 1200–1500 HV | 8–12x(2400–3600 小時) | 4–6x | 磨料乳劑,長時間維修間隔 |
| 碳化矽(SiC) | 2400–2800 HV | 15–20x(4500–6000 小時) | 8–12x | 極端磨損環境 |
| 碳化鎢 | 1400–1800 HV | 12–18x(3600–5400 小時) | 6–10x | 大多數磨坊的最佳成本效益 |
冷軋機現場安裝的磨損壽命數據,乳液濃度為3–5%,顆粒載荷為<50 ppm,且操作壓力為4–6巴。
總擁有成本計算
不鏽鋼與陶瓷噴嘴的前期成本差異相當顯著——通常高出4至6倍。然而,考慮到更換人工、生產中斷及劣化過程中的平整缺陷成本,陶瓷與碳化物材料在大多數冷軋應用中提供較低的總擁有成本。
以典型安裝為例:每個磨機支架有40個噴嘴,其中2個支架,完全更換噴嘴需要4小時的停機時間。假設不鏽鋼噴嘴可用1000小時,陶瓷噴嘴持續3000小時:
- 不鏽鋼TCO超過3000小時: 80個噴嘴×25美元×3次更換 = 6,000美元零件 + 12小時停機時間 ×8,000美元/小時 = 總計102,000美元
- 陶瓷 TCO(超過3,000小時): 80 個噴嘴× 120 美元 × 1 次更換 = 9,600 美元零件 + 4 小時停機時間 × 8,000 美元/小時 = 總計 41,600 美元
陶瓷選項在3000小時的運作中節省60,400美元——且此計算未包含平整度提升以維持噴灑性能一致的因素。我們建議碳化鎢作為大多數冷軋應用的最佳平衡:不鏽鋼的耐磨壽命為12–15倍,成本僅為6–8倍。
磨損偵測與更換間隔
不要等到明顯失敗。建立每500小時的流量測試程序:拆除噴嘴,在標準壓力(4 bar)下測量流量,並更換任何流量比規格增加>8%的噴嘴。或者,在每個排氣頭安裝線上流量計,並將警報設定為總流量偏差+10%。有些磨機會在每個噴嘴上標示安裝日期,並根據材料磨損壽命曲線依固定時程更換。
7.安裝配置:橫樑設計與重疊計算
即使是最高品質的噴嘴,如果安裝不當,也會產生較差的平整度。噴頭設計、噴嘴間距、方向角度及目標距離都會影響覆蓋均勻性。
噴嘴間距與重疊計算
液壓平扇噴嘴在距離D處的噴霧寬度W為:W = 2 × D × tan(θ/2),其中θ為噴射角。為了均勻覆蓋,相鄰的噴霧圖案應重疊其寬度的15%至25%。重疊低於10%會產生可見的條紋;超過30%的重疊會浪費乳劑,並可能造成流動不穩定。
範例:
- 噴嘴噴射角度:75°
- 安裝距離滾輪面距離:150 mm
- 噴霧寬度:W = 2 × 150 × tan(75°/2) = 2 × 150 × tan(37.5°) = 2 × 150 × 0.7673 = 230 mm
- 目標重疊:20%
- 每噴嘴有效覆蓋範圍:230 ×(1 - 0.20)= 184 mm
- 噴嘴間距:中心至中心184毫米
對於1500毫米的滾筒長度,這需要1500/184 = 8.15 → 每個排頭段9個噴嘴(向上取整以確保邊緣覆蓋)。
使用防水紙測試驗證設計:將紙張安裝在卷筒表面,噴塗2至3秒,並測量寬度覆蓋強度。變異係數應低於8%。

方向角與撞擊
安裝噴嘴垂直於滾筒表面,以達到最大衝擊力與薄膜形成。斜置安裝(>偏離正常15°)降低有效壓力並造成不對稱覆蓋。若空間有限需傾斜安裝,則可透過減少噴嘴間距10–15%來維持重疊。
頭段壓力降與流量平衡
供水頭段必須維持所有噴嘴的壓力均勻。如果你的排頭管尺寸偏小,靠近入口的噴嘴會承受較高壓力並流出更多乳液,造成覆蓋不均勻。使用簡化的壓降公式:ΔP ≈(8 × f × L × Q²)/ (π² × D⁵),其中 f 是摩擦因子,L 是頭段長度,Q 是總流量,D 是頭段內徑。
實務指引:排氣頭速度不應超過3 m/s,且從進氣口到最遠噴嘴的壓降應低於噴嘴操作壓力的5%。在4巴噴嘴壓力下,8噴嘴頭段最大可接受ΔP為0.2巴。若測得壓降超過此數,則增加頭段直徑或改為中心進料配置。
常見安裝錯誤
透過對30+冷軋機的現場稽核,我們發現了反覆出現的安裝錯誤,這些錯誤會降低平整度控制:
- 噴嘴間距基於外觀而非計算重疊: 導致覆蓋範圍變化 12–18%。
- 安裝距離超出最佳範圍: 大多數液壓扁平風扇校準為100–200毫米距離;安裝在300毫米時,對壓力變化及噴霧角度磨損的敏感度會增加。
- 使用會滲入噴嘴通道的管螺紋密封劑: 特氟龍膠帶碎片是常見堵塞原因——使用符合乳劑化學規格的液態螺紋密封劑。
- 銜段間無流量平衡: 在串聯磨機中,每個支架必須接收相同的流量;各樹立間10%的差異會造成系統性的平坦誤差。
- 忽略噴嘴更換時的噴霧方向: 即使安裝時旋轉5°,也會改變噴霧模式並干擾重疊。
8.與噴嘴性能相關的平整缺陷故障排除
當長時間生產後或乳劑系統維護期間出現平整問題時,懷疑是噴嘴劣化或配置變更。使用此診斷方法來隔離噴灑相關原因。
| 平面缺陷模式 | 可能與噴嘴相關的原因 | 診斷測試 | 糾正措施 |
|---|---|---|---|
| 中心扣環會隨著數日逐漸發展 | 磨損的中央噴嘴導致過多流量;熱冠增加 | 在4巴下測試所有噴嘴流量;圖表流程與位置 | 更換顯示流量增加>10%的噴嘴;驗證中心到邊緣流量變化 <5% |
| 調整乳劑濃度後的四分之一扣 | 改變表面張力,改變液滴大小與薄膜形成 | 以雷射繞射測量 Dv0.5 與基線濃度 | 回到基線濃度;若需改變濃度,請調整噴嘴壓力以恢復液滴大小 |
| 與線圈更換相關的間歇性平整變化 | 乳化液流動、泵浦脈動或壓力調節不穩定 | 在頭段安裝壓力表;滾動期間的紀錄 | 加裝蓄能器或升級壓力調節器;穩定供水壓力至±2% |
| 更換噴嘴後的平面劣化 | 噴嘴類型/角度錯誤,或間距改變 | 水敏感紙張覆蓋率測試;核對噴嘴零件號與設計 | 重新安裝正確的噴嘴;重新確認間距與方向 |
| 1000+小時內平面性逐漸下降 | 噴嘴磨損擴大孔口及縮小噴射角度 | 利用量角器與噴霧視覺化測量噴霧角度;流量測試 | 更換受影響的排氣管中所有噴嘴;實施500小時檢查間隔 |
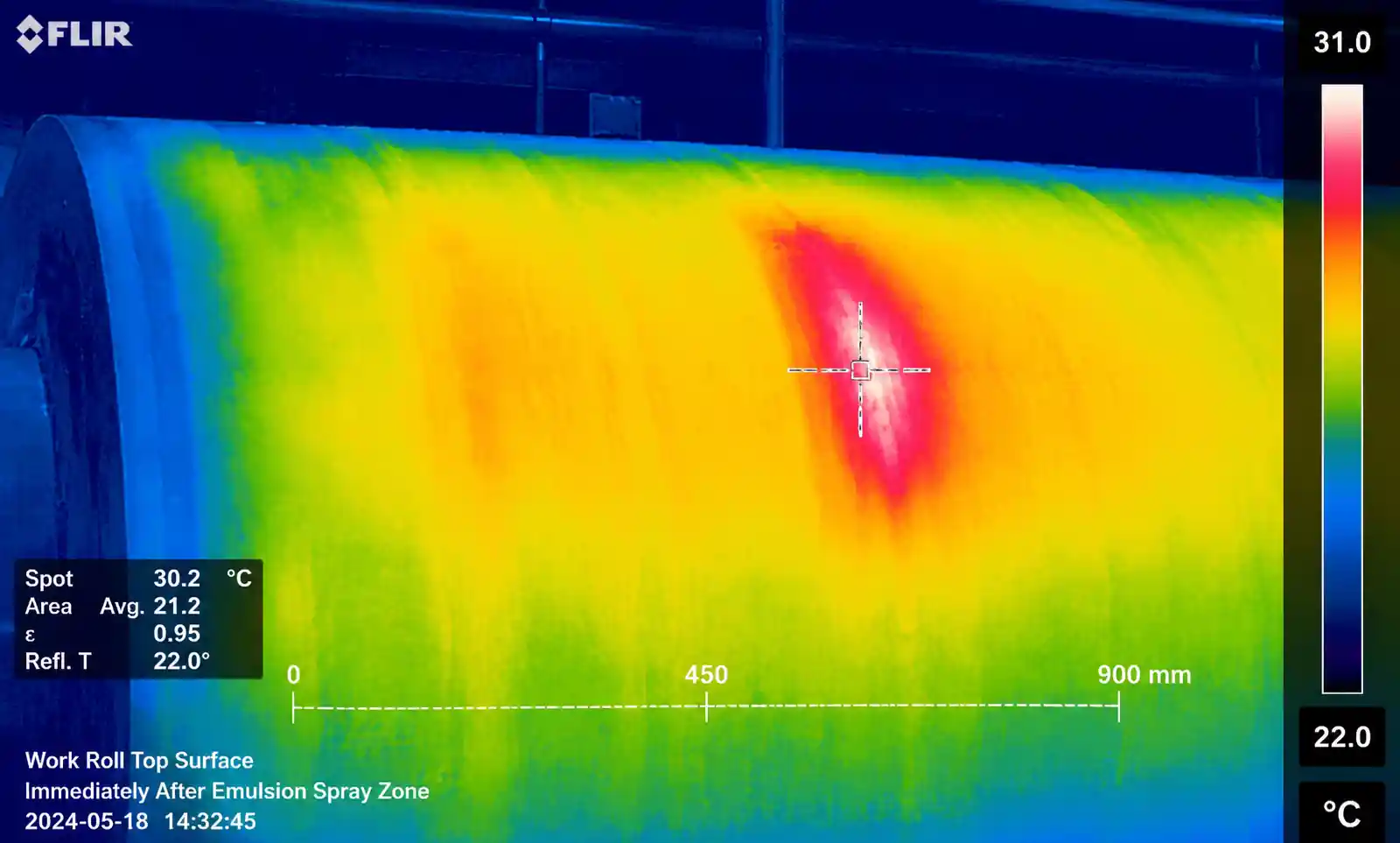
進階診斷:熱成像
對於持續且原因不明的平整問題,請使用紅外熱成像繪製乳劑噴灑區後立即繪製滾筒表面溫度分布。溫度變化高於±4°C表示冷卻不均勻,這與覆蓋範圍的變化直接相關。我們發現一例熱成像顯示9°C熱點,對應噴嘴部分堵塞的孔口——僅流量測試僅顯示6%減少,但噴霧模式嚴重扭曲。
預防性維護計畫
根據現場可靠性數據,我們建議冷軋乳液噴嘴的維護頻率如下:
- 每週: 目視檢查漏水與堵塞
- 每500小時: 對所有噴嘴進行流量測試;替換任何顯示>8%規格偏差的部分
- 每1000小時更換一次(不鏽鋼)/2000小時更換一次(陶瓷/碳化物): 無論流量測試結果如何(噴霧角度與圖案在流量顯著增加前已退化)均需全面更換噴嘴。
- 乳劑化學變化後: 使用水敏感紙進行覆蓋性驗證
- 非計劃性磨坊停機後: 檢查頭段是否有雜物及噴嘴阻塞
9.常見問題
Q:我可以在同一個接頭混合噴嘴材料以降低成本嗎?
我們不建議採用這種做法。混合材料的磨損速率不同,造成難以追蹤的漸進流動不平衡。如果成本有限,所有噴嘴都使用不鏽鋼,並接受更頻繁更換,或全用陶瓷/碳化物並延長更換間隔。唯一的例外是:你可以在中心位置使用較耐磨的材料,因為那裡通常因流動模式而粒子濃度較高。
Q:噴嘴間流量變化可接受多少?
對於平面性關鍵的應用,應將流量變化(變化係數)維持在所有噴嘴中低於5%。這大約相當於平均流量的±10%。CV 超過 12% 時,你會看到可測量的平坦度影響。透過測量單一噴嘴流量以標準操作壓力來測試。
Q:噴霧衝擊角會影響平整度嗎?
是的,非常重要。偏斜角度(>15°)會降低有效撞擊壓力並造成不對稱的覆蓋範圍。若因空間限制必須調整噴嘴角度,請保持角度低於20°,並將噴嘴間距減少15%,以補償噴霧變形。
Q:我可以增加壓力來補償磨損的噴嘴嗎?
短期來看是,但這不是解決方法。提高壓力確實會增加流量,但只會增加壓力比的平方根——同時會縮小噴射角度並改變液滴大小分布。我們見過磨坊將壓力從4巴提高到9巴試圖恢復覆蓋,但噴射角度從75°縮小到65°,反而使均勻度變差。
Q:我怎麼判斷我的平整問題是噴霧造成的還是機械問題?
比較噴嘴更換後立即的平整行為與800至1000小時運作後的表現。如果噴嘴維修後平整度明顯改善,那就是噴霧系統的因素。此外,噴霧相關的平整問題通常會在數週內逐漸出現,而機械問題(滾軸承磨損、銑床變形)則較為突然出現,或不論維護時間如何都呈現一致的模式。
Q:我應該在噴嘴上游使用濾網還是過濾器?
絕對是。在每個頭段上游立即安裝100網(150微米)或更細的濾網。這能保護噴嘴免受雜物影響,並延長使用壽命。每200小時清潔或更換濾網,或當濾網兩端壓力降超過0.3巴時。不要過度過濾(低於50微米)——這會造成過大的壓力降和流量限制。
10.結論
冷軋時的平整度控制是系統問題,而乳劑噴霧系統則是主要因素之一。噴嘴選擇並非商品採購決策,而是直接影響產品品質、廢料率及軋機生產力的工程規格。