





連續鑄造次級冷卻噴嘴選擇指南:鋼材品質與生產效率優化
連續鑄造中的次級冷卻是鋼鐵生產中最關鍵的階段之一。你選擇的噴嘴會直接影響凝固速率、熱應力分布,最終影響最終產品的品質。本綜合指南探討了在次級冷卻區優化噴嘴選擇的策略考量。
目錄
- 【理解次級冷卻區基礎】(#1-理解次級冷卻區基礎)
- [關鍵噴嘴類型及其應用](#2-key-噴嘴類型及其應用)
- [最佳效能的關鍵選擇參數](#3-最佳性能關鍵選擇參數)
- [氣霧噴嘴與液壓噴嘴:性能比較](#4-空氣霧與液壓噴嘴性能比較)
- [熱傳導優化與噴霧模式控制](#5-熱傳遞優化與噴霧模式控制)
- [常見品質缺陷與預防策略](#6-常見品質缺陷與預防策略)
- [最新產業趨勢與技術(2025-2026)](#7-最新產業趨勢與技術-2025-2026)
- [實務實施指引](#8-實務實施指導方針)
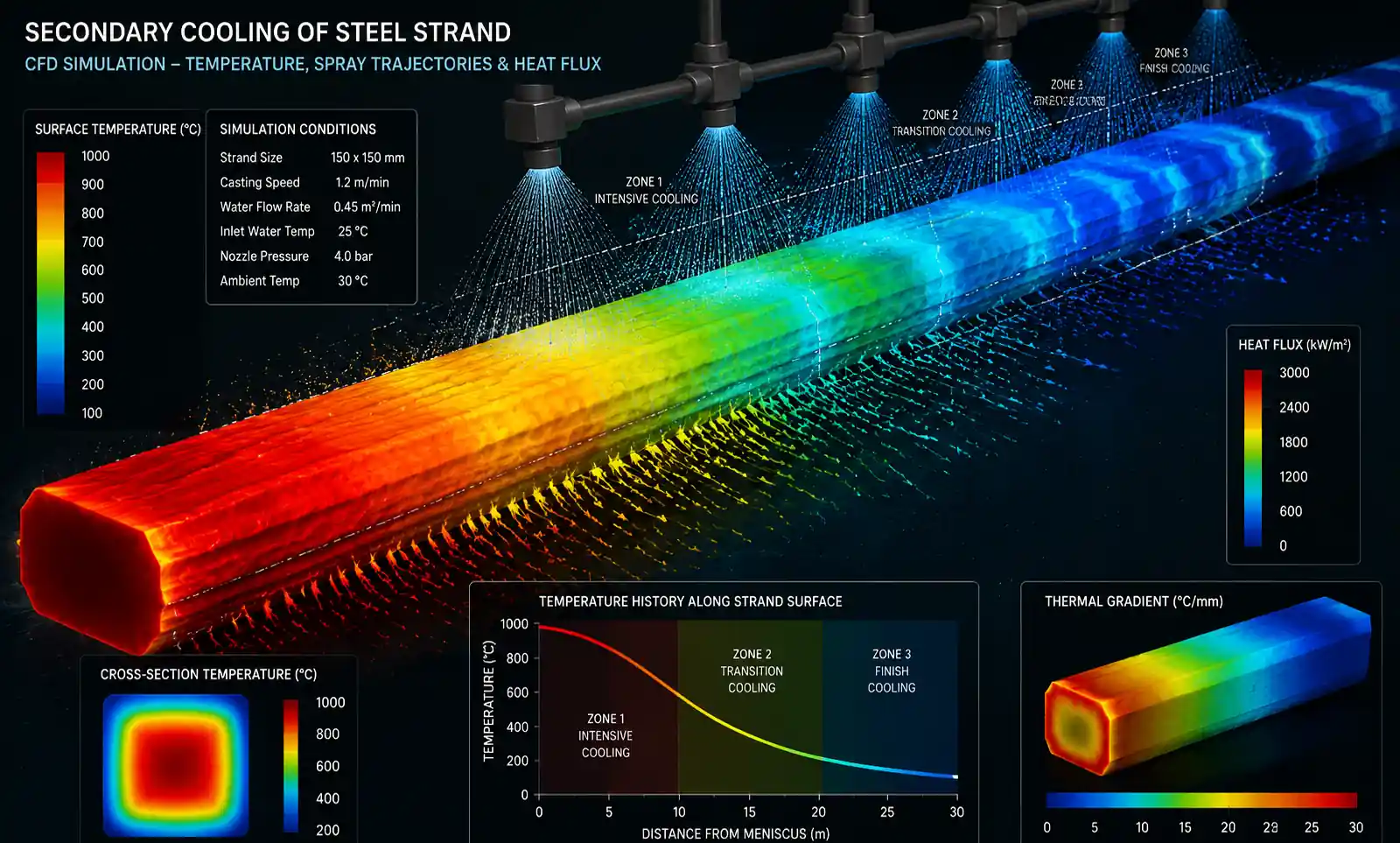
1.了解次級冷卻區的基本原理
次級冷卻區緊接模具結束後開始,持續至鋼絞完全凝固為止。在此階段,受控噴水方式能從股線表面移除熱量,同時維持冷卻強度與內部應力管理之間的平衡。
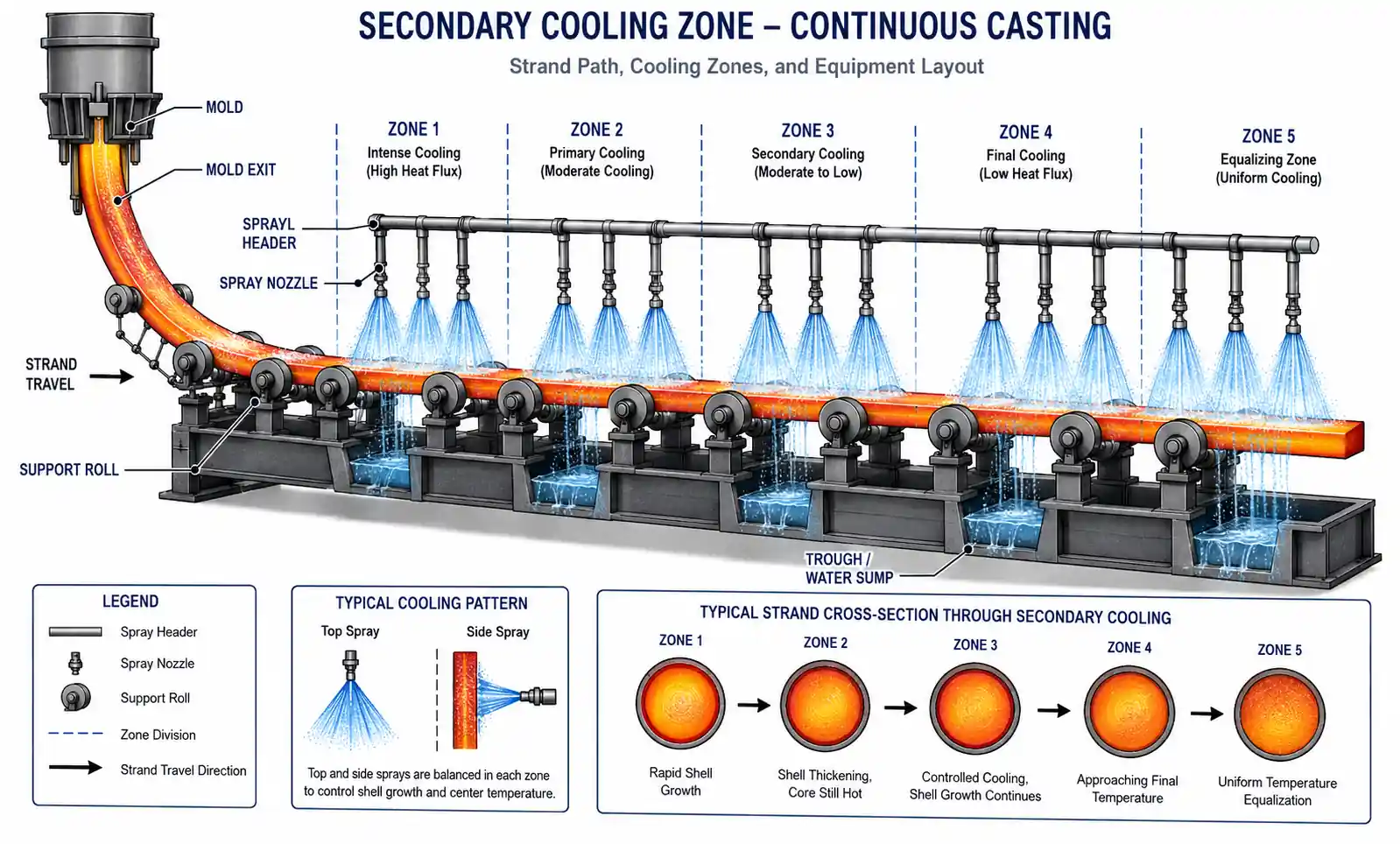
與模具中的初級冷卻不同,次級冷卻在多個區域的冷卻速率控制上提供了彈性。冷卻策略直接影響冶金結構、表面品質及內部穩健性。現代連續鑄造作業通常設有8至15個冷卻區,每個區具獨立可調的水流量。
根本挑戰在於如何在不產生熱梯度而引發裂紋的情況下,達成均勻的熱抽取。過高冷卻速率可能導致表面再加熱效應及凝固殼體變形,而冷卻不足則延長冶金長度並增加內部缺陷風險。Springer 近期研究顯示,噴嘴參數的計算優化能顯著提升超厚板鑄造的溫度均勻性。
關鍵績效指標:
- 鏈寬度上的熱通量均勻性
- 水分配一致性
- 冷卻速率可控性(降壓比)
- 每噸鋼鐵的能源效率
2.主要噴嘴類型及其應用
現代的二次冷卻系統採用多種不同的噴嘴技術,每種技術都針對特定的鑄造條件和產品需求進行優化。
液壓全錐噴嘴
全錐形噴嘴因其堅固且穩定的性能,仍是連續鑄造作業的主力。這些單流體噴嘴產生圓形噴霧圖案,液滴分布相對均勻。它們在需要簡單控制系統和最少維護的應用中表現出色。
優點:
- 降低初始資本成本
- 降低能源消耗(無需壓縮空氣)
- 運作可靠且堵塞最小
- 簡單的流量控制
限制:
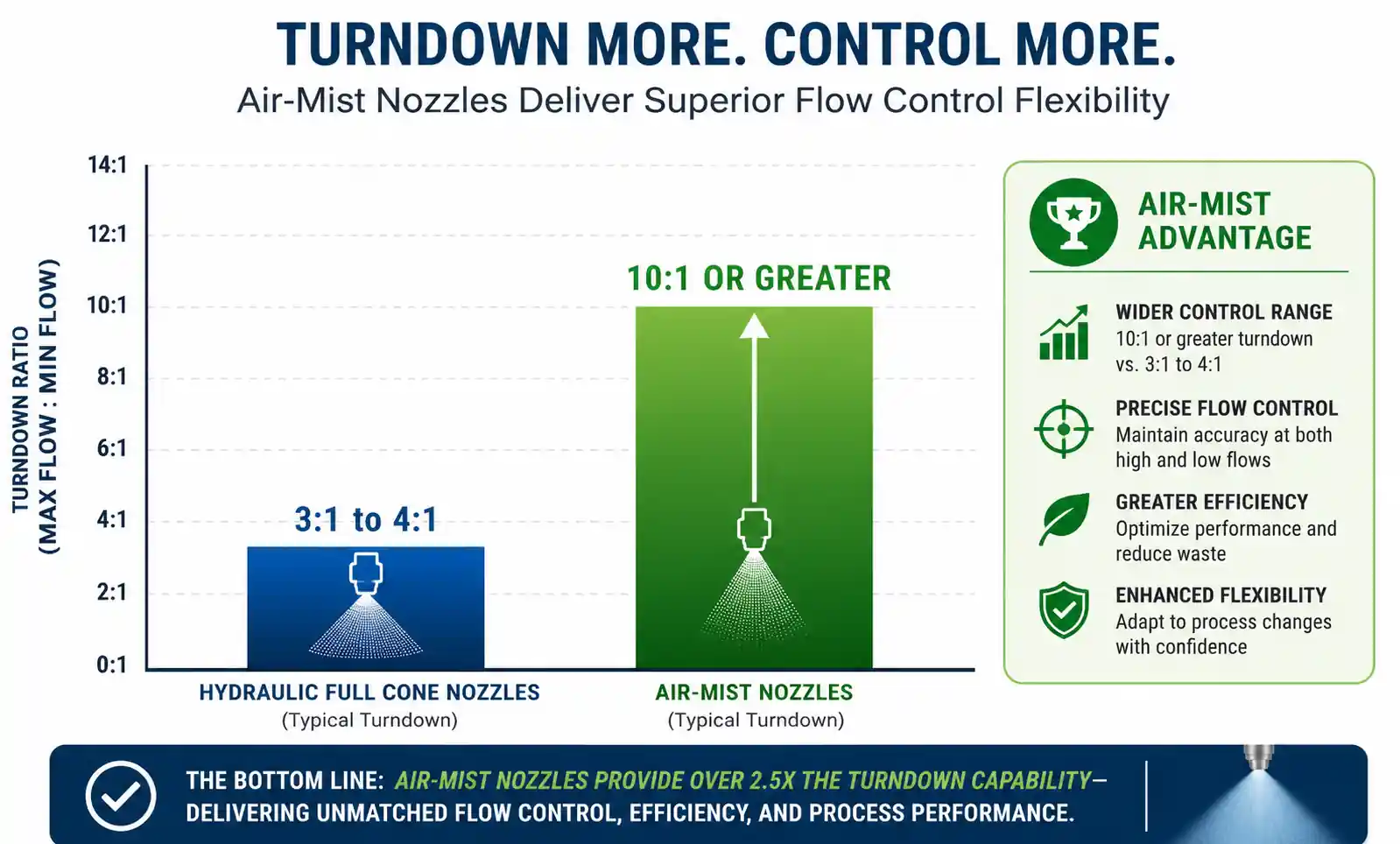
- 窄轉速比(通常為3:1至4:1)
- 噴霧模式調整能力有限
- 較粗的液滴大小分布
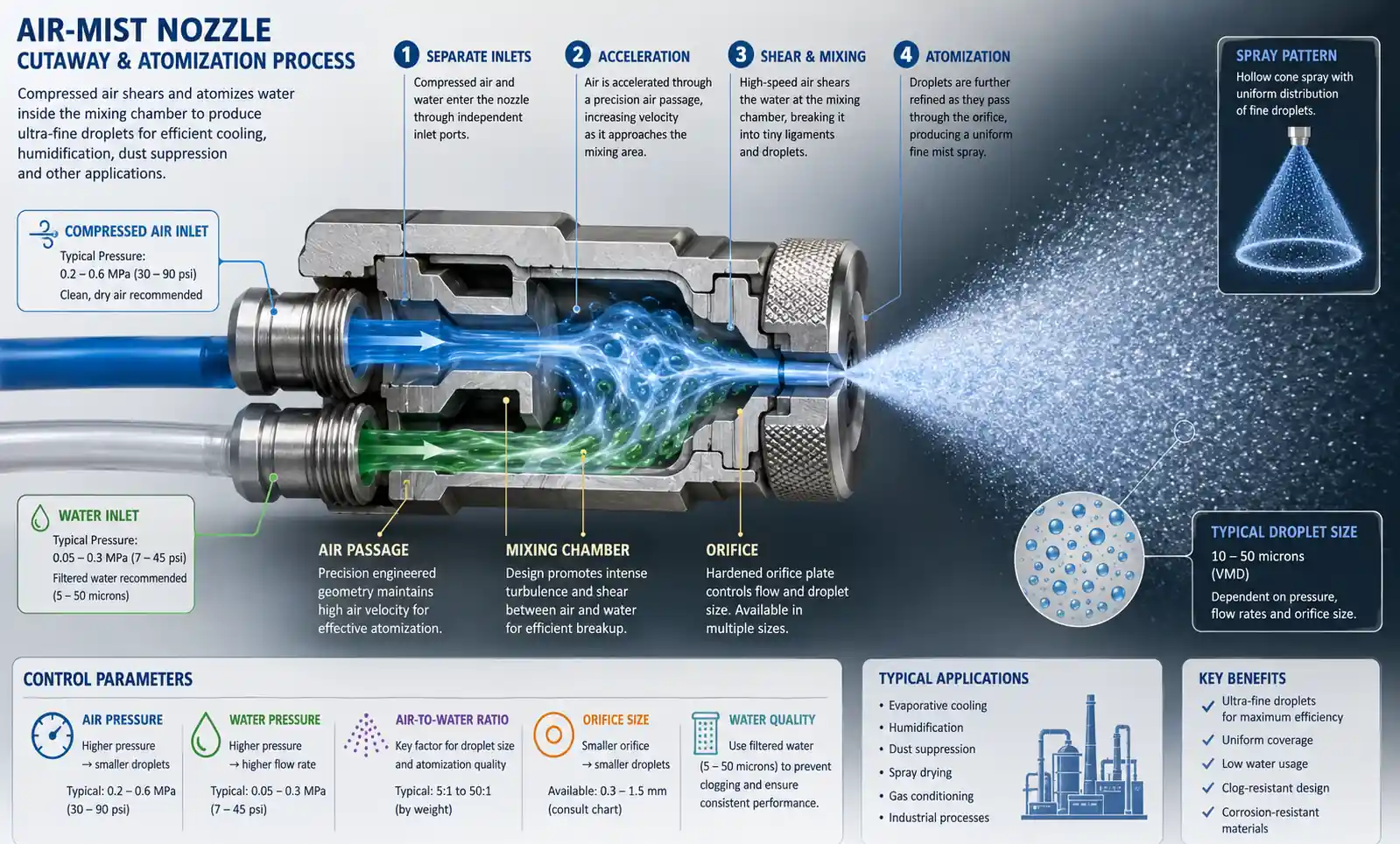
空氣霧噴嘴
空氣霧化技術已成為現代鑄造作業的首選。這些噴嘴結合壓縮空氣與水,產生更細小的水滴與均勻的噴霧圖案。Lechler USA 報告指出,當空氣霧化系統妥善優化時,能顯著提升能源效率。
性能優勢:
- 寬度降速比(10:1 或更大)
- 優越的熱傳遞係數
- 更細的霧化以實現均勻冷卻
- 空氣與水流的獨立控制
營運考量:
- 因壓縮空氣消耗而產生較高的營運成本
- 需要更複雜的控制系統
- 增加維護需求
專用噴嘴設計
HHX FullJet 噴嘴: 專為鑄錠設計,這些噴嘴比傳統設計提供更優越的噴霧分布與覆蓋範圍。它們能減少噴霧重疊問題,減少用水量,同時維持冷卻效果。
平面噴嘴: 用於特定需要定向冷卻的應用,特別是在邊緣冷卻區域,精準噴灑可防止角裂。
3.最佳效能的關鍵選擇參數
成功選擇噴嘴需要仔細評估多個相互關聯的參數。根據Spraying Systems Co,以下因素構成選擇策略的基礎:
水流減少比率
降水比率定義了最大與最小可控水流量之間的範圍,同時維持可接受的噴霧特性。現代鋼鐵生產需要彈性以適應不同等級、鑄造速度及產品尺寸。空氣霧化系統通常達到10:1的降壓比,而液壓噴嘴則限制在3:1或4:1之間。
噴霧角度與圖案
Springer近期發表的優化研究指出,大多數板材澆築應用的最佳噴射角度介於88至99度之間。噴霧角度直接影響:
- 每個噴嘴的覆蓋範圍
- 相鄰噴嘴間的重疊特性
- 熱傳遞係數分布
- 用水效率
水流速率顯著影響噴霧角度的幾何形狀。在1.58公升/分鐘時,噴射角度約為88.84°,4.14公升/分鐘時可增至98.58°。這種關係必須納入控制系統設計中。
噴嘴配置與定位
最佳性能需要噴嘴相對於絞線表面精確定位。計算分析顯示,380 mm 噴嘴距離與 663.5 mm 噴霧高度結合,能在厚板應用中產生優越的溫度均勻性。然而,這些參數需根據鑄造機的幾何形狀和產品尺寸進行調整。
版面考量:
- 噴嘴間距(相鄰噴嘴間距)
- 噴霧高度高於股線表面
- 重疊區域管理
- 區域分離距離
壓力操作範圍
空氣與水壓範圍必須符合鑄造作業需求。空氣壓力通常介於0.5至3.0巴,水壓則依噴嘴設計而異,介於2.0至6.0巴之間。控制系統必須在整個操作範圍內維持穩定壓力,以確保噴霧特性一致。
4.氣霧噴嘴與液壓噴嘴:性能比較
空氣霧氣噴嘴系統與液壓噴嘴系統的選擇,是一項影響長期營運成本與產品品質能力的根本策略決策。

熱傳導性能
計算研究顯示,空氣霧噴嘴因液滴霧化更細緻且表面潤濕特性更佳,能產生優異的熱傳遞係數。壓縮空氣流產生較小的液滴,表面積與體積比更高,與液壓噴嘴相比,在等水流量下提升15-25%的熱能抽取效率。
控制彈性
液壓噴嘴透過調整水流量提供單一參數控制。空氣霧系統提供多參數控制,包括:
- 水流率
- 空氣流量
- 氣壓
- 空氣與水的比
這種額外的控制彈性使得能精確適應不同的鑄造條件、鋼材等級及品質要求。操作員可在不更換噴嘴的情況下,獨立調整冷卻強度與噴霧模式特性。
經濟分析
雖然空氣霧系統提供優越性能,但壓縮空氣消耗會帶來顯著的能源成本。典型的板式鑄造機需消耗15,000至25,000立方公尺/小時的壓縮空氣作為二次冷卻。以工業用電價計算,這代表相當可觀的營運成本。然而,產品品質的提升與報廢率的降低往往能證明額外的能源投資是合理的。
成本比較因素:
- 資本設備投資
- 壓縮空氣的產生與分配
- 維修需求與備件
- 用水量
- 產品品質提升與廢料減少
根據業界資源,決策最終取決於生產優先順序——液壓系統用於成本敏感且品質要求較低的作業,空氣霧系統則用於需要精確熱控的高端產品等級。
5.熱傳導優化與噴霧模式控制
要達到最佳熱傳遞,需要理解噴霧特性、表面條件與冶金現象之間複雜的交互作用。
萊頓霜效應
當水滴接觸表面超過約300-400°C時,水滴與表面之間形成蒸氣層,大幅降低熱傳遞效率。針對噴霧設計的研究必須考慮萊頓霜溫度效應,以維持整個次級冷卻區的冷卻效果。
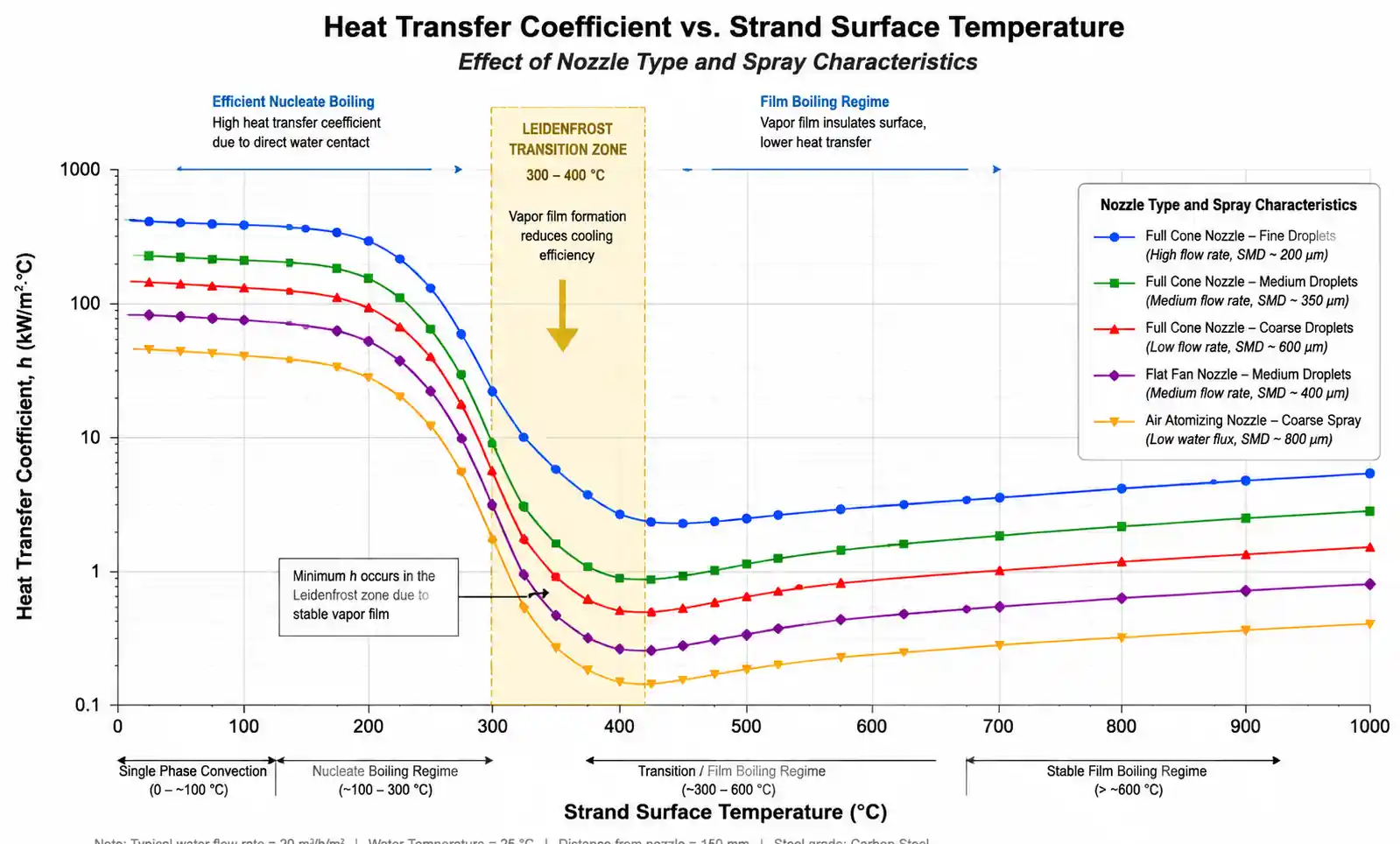
空氣霧噴嘴產生的細小水滴部分克服了萊頓霜的限制,透過更高的撞擊速度和更好的表面穿透力。這也解釋了為何空氣霧冷卻能在不同股線表面溫度下達到更穩定的熱傳遞係數。
噴霧重疊管理
相鄰噴霧區域重疊的區域展現出與單次噴霧區域不同的熱傳導特性。重疊區域的準確傳熱係數評估仍是熱模型準確性與冷卻策略優化的關鍵。MDPI 在優化演算法的研究強調重疊區域管理在防止溫度不均勻性上的重要性。
水分配均勻性
全錐形噴嘴通常比平面噴射設計產生更均勻的熱通量分布,減少表面溫度變化並提升產品品質。然而,要達成目標一致性需要:
- 根據操作條件選擇合適的噴嘴
- 定期檢查與更換時程
- 校準流量控制系統
- 計算建模驗證
動態控制策略
現代鑄造作業採用基於以下條件即時調整冷卻參數:
- 投擲速度變化
- 鋼級熱性能
- 產品尺寸變化
- 模具濃度波動
- 股線表面溫度測量
先進的控制演算法持續優化冷卻區間的水流分布,以維持目標冷卻曲線並減少熱應力累積。
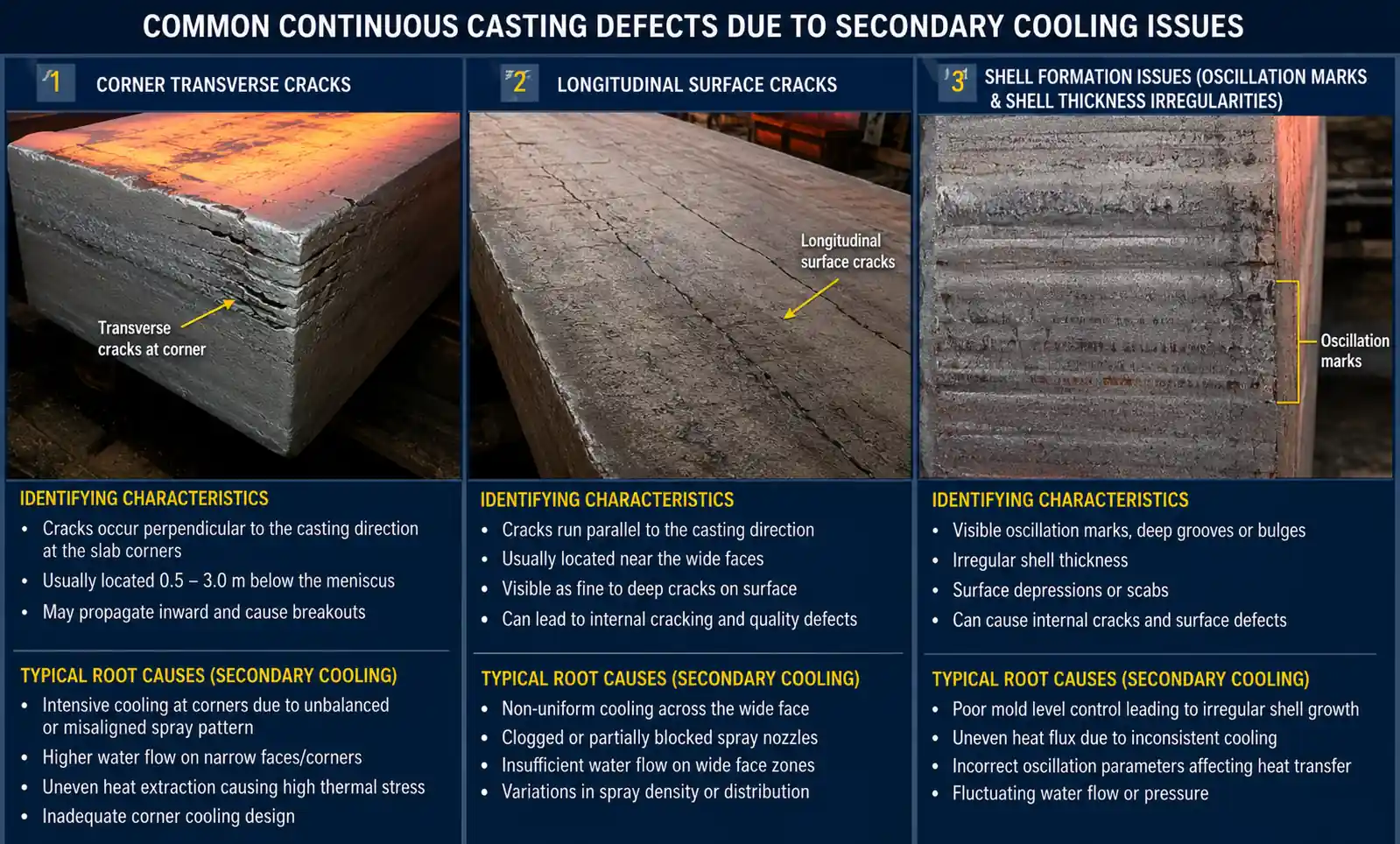
6.常見品質缺陷與預防策略
不當的二次冷卻會直接導致或促成許多鋼材品質缺陷。了解這些失效機制有助於有效選擇噴嘴及冷卻策略的制定。
橫向裂縫
寬厚板材生產尤其容易受到因溫度分布不均而引起的角橫向裂紋。研究顯示,優化二次冷卻噴嘴配置與水分分布可顯著降低橫向裂紋發生率。
預防策略:
- 加強專用噴嘴的角落冷卻
- 水分布平衡,橫跨股寬
- 區域間可控冷卻速率轉換
- 透過計算建模優化噴霧模式
熱淚與縱向裂縫
過高的冷卻強度會在股線表面與內部之間產生較大的溫度梯度,並在凝固前緣產生拉伸熱應力。當這些應力超過材料強度時,熱撕裂會開始並擴散。
最佳冷卻策略維持適度冷卻速率,平衡生產力需求與熱應力累積。空氣霧噴嘴在此應用中表現優異,擁有寬大的降速比與精確的控制能力。
貝殼地層問題
近期發表於MDPI的研究顯示,噴嘴堵塞會降低冷卻效果30-50%,造成局部熱點及殼體變薄。定期維護與水過濾系統可減少堵塞事件。
堵塞預防措施:
- 適當的水過濾(建議100微米或更細)
- 定期噴嘴檢查與清潔循環
- 用於堵塞偵測的流量監測系統
- 預防性更換計畫
表面品質缺陷
振盪痕跡、爐渣困滯及表面裂縫常與次級冷卻不規則性有關。維持整個股寬度穩定且均勻的噴霧模式,確保表面持續冷卻並減少缺陷形成。
7.最新產業趨勢與技術(2025-2026)
連續鑄造產業持續推動噴嘴技術與控制策略,以滿足日益嚴苛的產品品質要求與永續目標。
計算優化
2025 年研究展示了先進的計算流體力學(CFD)建模,結合熱傳導分析以優化噴嘴參數。這些工具可在實體實施前進行噴嘴配置的虛擬測試,縮短試錯調試時間並優化啟動效能。
機器學習演算法現在分析歷史鑄造資料,以預測特定產品混合與操作條件的最佳噴嘴設定。這些系統會根據品質結果和熱測量,持續精進冷卻策略。
能源效率焦點
隨著永續性與營運成本壓力加劇,製造商優先推動節能的二次冷卻設計。創新包括:
- 可變速空氣壓縮機,依冷卻需求調整
- 冷卻水系統的熱回收
- 優化噴霧模式,減少20-30%的用水量
- 預測性維護系統,減少停機時間
先進監控系統
現代安裝包含廣泛的感測器陣列,提供即時回饋:
- 個別噴嘴流量
- 噴霧模式特性
- 股表面溫度(熱度計)
- 冷卻水回流溫度
- 空氣與水壓分布
這些數據使閉環控制系統能夠自動調整冷卻參數,即使過程有變化也能維持最佳狀態。
噴嘴設計創新
製造商持續優化噴嘴內部幾何形狀,以提升霧化特性、降低磨損率並延長使用壽命。新材料與塗層提升耐腐蝕性,並能在長時間運作中維持噴霧圖案的一致性。
8.實務實施指引
成功的噴嘴選擇與二次冷卻優化需要結合技術分析、操作經驗與持續改進的系統性方法。
選拔程序框架
步驟1:定義操作需求
- 產品範圍(尺寸、等級、品質等級)
- 投擲速度包絡
- 生產量目標
- 品質規範與缺陷限制
步驟2:評估目前表現
- 品質缺陷分析
- 冷卻均勻性評估
- 能源消耗基準測試
- 維護成本追蹤
步驟3:進行技術分析
- 替代噴嘴配置的計算建模
- 熱傳遞計算與熱應力分析
- 水與能源消耗預測
- 資本與營運成本估算
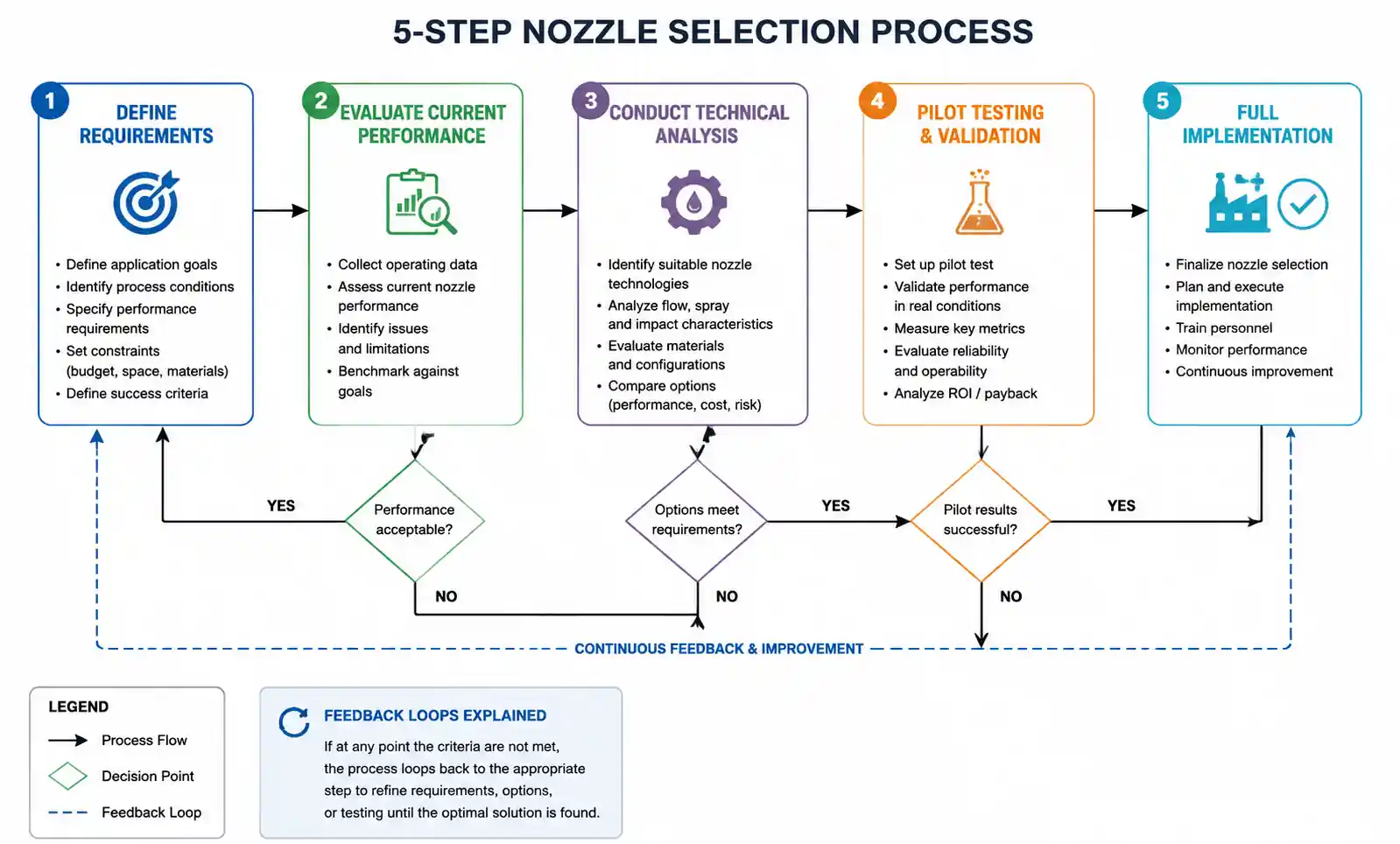
步驟4:試點測試
- 候選噴嘴系統的有限安裝
- 績效監控與資料收集
- 品質影響評估
- 操作員反饋整合
步驟5:全面實施
- 分階段在鑄造機間的推廣
- 操作員訓練計畫
- 控制系統優化
- 持續監控與精進
維護最佳實務
持續的噴嘴性能需要嚴謹的維護計畫:
- 每日: 鑄造過程中對噴霧圖案進行目視檢查
- 每週: 流量驗證與調整
- 每月: 詳細噴嘴檢查與清潔
- 季刊: 根據磨損標準更換噴嘴
- 每年: 完整的系統稽核與優化檢視
績效監控指標
追蹤以下關鍵指標,以確保持續的最佳表現:
- 產品品質指數(裂紋率、表面品質分數)
- 比用水量(每噸鋼鐵公升數)
- 特定能源消耗(kWh 每噸)
- 噴嘴更換頻率與成本
- 系統可用性與停機事件
常見問題故障排除
問題: 股寬度不均勻冷卻 解決方案: 檢查噴嘴對齊、確認流量、檢查噴嘴堵塞、複習噴霧重疊計算
問題: 過度用水 解決方案: 優化噴嘴間距、調整噴霧角度、確認壓力設定、考慮改裝空氣霧
問題: 噴嘴頻繁堵塞 解決方案: 改善水質過濾、降低操作壓力、更換噴嘴材料、實施預防性更換
結論
策略性次級冷卻噴嘴選擇代表對鋼材品質、營運效率及長期競爭力的關鍵投資。從傳統液壓噴嘴轉向先進的空氣霧化系統,帶來顯著的性能優勢,但營運成本較高。每個鑄造作業必須根據特定產品需求、品質標準及經濟限制來評估權衡。
最新的計算工具、感測器技術與控制策略,使冷卻管理達到前所未有的精確度。成功的實施需要結合技術分析、營運紀律與持續改進文化的系統性方法。
隨著鑄造速度提升及品質需求加劇,次級冷卻系統的彈性與效率變得越來越關鍵。投資於最佳噴嘴技術與控制系統,使鋼鐵生產商在全球市場中持續取得競爭優勢。