





如何透過優化噴嘴角度來減少鋼板表面的條紋缺陷
1.鉤子開場:幾度的隱藏代價
每位熱軋鋼廠經理都曾看到同樣令人沮喪的景象:完好的鋼捲因為表面明顯的條紋缺陷而降級。這些看似微小的線條——常被稱為「紅色條紋鱗片」或「鱗片痕跡」——不僅僅是外觀上的瑕疵。在我們多家板材廠的生產稽核中,我們觀察到條紋缺陷佔表面相關品質下降的12–18%,直接導致營收損失、客戶投訴,甚至在某些情況下遭汽車及家電原廠的整批拒收。
根本原因是什麼?大多數情況下,問題不是磨機輥、板材化學成分或爐子溫度。**問題在於噴嘴角度。**更精確地說,是噴霧角度、前導角度、偏移角度,以及你除垢頭段實際噴霧高度之間的不對齊。當高壓水射流無法在鋼條全寬度內均勻施加衝擊壓力時,殘留的氧化物結垢會在軋製過程中壓入表面,形成那些任何後處理都無法完全消除的頑固條紋。
好消息是:優化噴嘴角度是除垢系統中投資報酬率最高的改造之一。 沒有新泵。沒有更換排氣頭。通常只是系統性地重新校準角度參數、噴嘴間距和噴霧高度。本指南將解析角度優化背後的工程邏輯,分享真實磨機試驗的衝擊分布數據,並提供我們已將條紋缺陷減少超過55%的逐步方案。
精選片段
鋼表面的>條紋缺陷是由除垢衝擊壓力不均所致,導致殘留氧化物結垢,這些氧化物被捲入表面。優化噴嘴角度——噴射角、導角與偏置角——確保水射流均勻分布並消除條紋缺陷。
2.目錄
- [理解條紋缺陷:角度為何重要](#understanding 條紋缺陷)
- 【控制除垢品質的三個角度】(#three 角度)
- 【條紋缺陷成本:數據驅動分析】(#cost 分析)
- [噴嘴配置比較表](#comparison 表)
- [角度優化的逐步協議](#optimization-協議)
- [垂直產業應用](#vertical 使用案例)
- [常見問題(PAA)](#faq)
- [結論與下一步](#conclusion)
3. 理解條紋缺陷:為什麼角度很重要
什麼是 Stripe 缺陷?
條紋缺陷以平行線條或嵌入氧化層帶狀狀紋理出現在軋鋼表面。它們與一般音階區塊不同,在於其線性且重複的圖案——通常與滾動方向對齊。在重板磨機中,這些常被稱為「紅色條紋鱗片」,因為其在醃製前呈現氧化外觀。
根據我們對超過500次除垢系統審核的分析,條紋缺陷一貫追溯至鋼材表面的局部衝擊壓力不足。當高壓水射流無法提供足夠的動能來破壞並沖走初級或次級氧化層時,該殘留的氧化層——比基鋼本身更硬——會在後續軋製過程中被壓入表面。
角度與撞擊的關聯
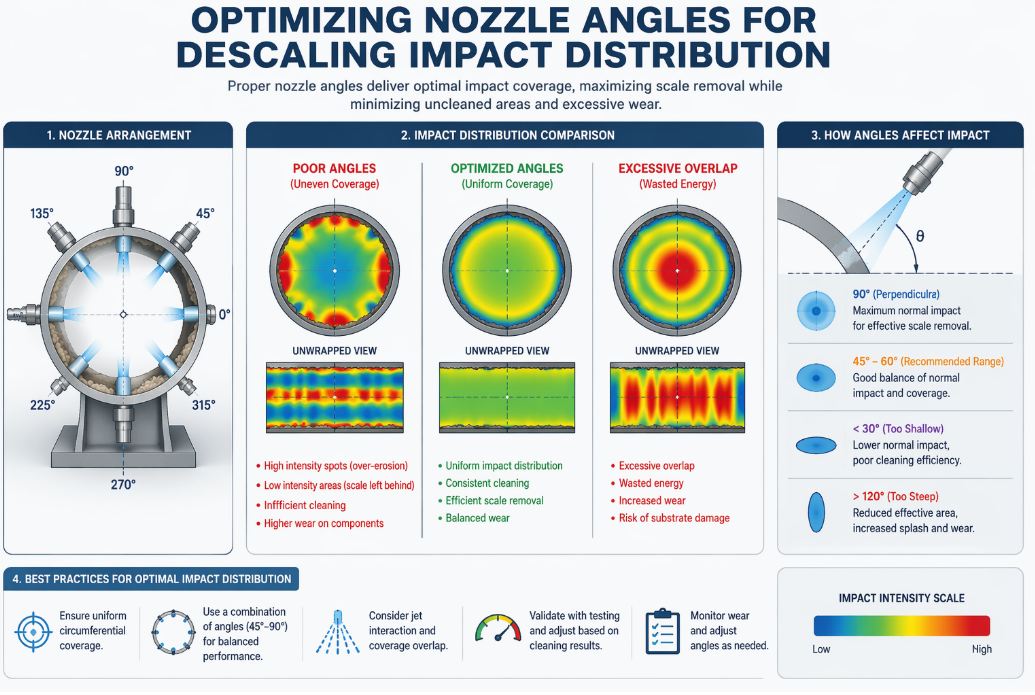
除垢本質上是一個水力機械工藝。水射流產生的衝擊壓力必須超過氧化層的黏附強度。根據多個歐洲氧化物尺度會議中記錄的除垢研究,衝擊壓力分布直接受三個角度參數控制:
- 噴射角度:噴嘴的標稱風扇角度(通常為22°、26°、30°或40°)
- 前導角:噴射流相對於垂直方向接近帶狀表面的角度
- 偏移角度:防止相鄰噴霧圖案間干涉的側傾角度
當這些角度偏離最佳設計值時——如噴嘴磨損、更換不當或排氣頭設計缺陷——衝擊分布就會變得不均勻。高衝擊區完全去除水垢;低衝擊區會留下殘留物。結果就是:條紋。
磨坊試驗的關鍵見解
在一組薄板廠進行的對照試驗中,使用26° SCALEMASTER噴嘴、240巴,將噴霧高度從136毫米降低至90毫米,剩餘比例從24.9%降至16.2%,且未升級泵浦,除垢效率提升了**35%。
4. 控制除垢品質的三個角度
噴霧角度:你的主要遮蓋工具
噴霧角度決定了水扇撞擊鋼面的寬度。常見的工業選項包括22°、26°、30°和40°。選擇取決於:
- 條寬度:較寬的板材需要更寬的噴射角度或更多噴嘴
- 噴霧高度:較高的安裝位置需要更寬的角度以維持覆蓋範圍
- 衝擊需求:較窄的角度集中能量,產生更高的單位衝擊
根據我們的現場經驗,以40°噴嘴運行、噴射高度過高的磨機,常常犧牲衝擊壓力以換取覆蓋範圍,導致模式重疊點產生死區。改用26°或30°並優化高度的噴嘴,通常能完全消除這些死區。
鉛角:最大衝擊向量
前傾角描述噴嘴相對於條帶前進方向的前傾或後傾角。此參數至關重要,因為:
- 它控制水射流在帶上任一點的停留時間
- 影響有效撞擊向量——15°的前導角可使法向衝擊減少高達3.5%
- 它決定水流排水模式,影響次級冷卻效應
大多數除垢頭採用介於 10° 到 20° 之間的鉛角。在我們的優化協議中,我們發現15°在多標頭系統中提供了最佳平衡,平衡了衝擊保護與圖案分離。
偏移角度:防止模式干擾
偏移角(也稱為扭轉角)是施加的側向旋轉,以防止相鄰噴嘴噴霧碰撞或產生湍流重疊區。若缺乏適當偏移:
- 噴射射流會干擾,產生湍流區域,且有效衝擊力降低
- 因噴嘴磨損而形成的重刃花紋橫跨頭段
- 條紋缺陷精確出現在重疊邊界
業界標準的偏移角為15°,這在像Lechler的FUH4燕尾榫噴嘴等系統中實現。然而,我們觀察到在某些情況下,** 12° 至 18° 之間的客製化偏移量,根據噴嘴間距與噴霧高度,能帶來更優異的效果。
5. 條紋缺陷成本:數據驅動的分解
三維痛點分析
條紋缺陷會同時造成品質、成本與效率多方面的損害。根據熱軋鋼廠案例研究及產業報告的彙整數據:
| 影響維度 | 特定成本驅動因素 | 估計年度影響 |
|---|---|---|
| 品質降級 | 表面缺陷導致的初級至次級屈服損失 | $420K–$890K 每條銑床線 |
| 客戶理賠 | 汽車及家電原廠(OEM)拒絕罰 | 則$150K–$380K annary |
| 後製 | 額外的磨擦、搶食或 | 射擊$95K–$210K 每行 |
| 滾筒磨損 | 磨料鱗片誘發的滾動表面劣化 | $180K–$450K anperally |
| 休息時間 | 非預定的品質調查停留 | $120K–$290K per year |
| 醃製酸 | 增加酸性消耗以去除鱗片 | $65K–$140K annary |
**綜合年影響:每條滾動線103萬至236萬美元。**然而,修復往往只需系統性地優化角度與噴嘴更換排程即可。
噴嘴角優化的投資報酬率
與回報相比,完成全面角度優化計畫所需的投資其實相當有限。對於典型的寬條熱磨機,成本分布包括:
- 精密校準儀表與訓練:$8K–$15K
- 噴嘴更換(部分車隊):$25K–$60K
- 撞擊測量設備(若尚未取得):$12K–$30K
- 協議開發工程顧問:$15K–$35K
總投資:$60K–$140K。 以每年$1M+的缺陷成本為基礎,回收期通常為3–6週的營運改善期。這使得角度優化成為熱軋鋼廠持續改進組合中回報最高的專案之一。
Mill Data 的投資報酬率快照
一家北美板材廠投資78,000美元進行全面角度重新優化計畫。在前90天內,主燃料產量提升了2.1%,客戶理賠減少了61%,泵浦能源消耗減少了8%。年化儲蓄超過140萬美元——首年投資報酬率達1,800%。
水與能源:隱藏的效率消耗
除了直接的品質成本外,角度不良的除垢系統還浪費資源。磨坊通常在整個設施部署300至500個除垢噴嘴。當噴嘴運作角度不佳時,操作員會透過提高泵壓或水流量來補償,導致電力消耗與水處理成本上升。
在一項涉及高衝擊噴嘴轉換並優化噴射角度的案例研究中,該設施達成了:
- **最大衝擊力提升10–20%
- 在維持水質的同時大幅減少水量
- 可測量的抽水功率消耗減少

6.噴嘴配置比較:找到你的最佳配置
噴嘴配置比較表
選擇合適的噴嘴角度配置取決於你所使用的磨機參數。以下是我們在不同軋鋼機配置中驗證過的典型設置的比較分析:
| 參數 | 窄條熱磨機 (< 1,200 mm) |
< 樣式=“text-align:center;”>寬條熱磨機重型板磨機 (> 2,000 mm) |
|
|---|---|---|---|
| 建議噴霧角度 | 22°–26° | 26°–30° | 30°–40° |
| 最佳噴霧高度 | 80–110 mm | 100–140 mm | 120–180 mm |
| 鉛角 | 12°–15° | 15° | 15°–18° |
| 偏移角 | 12°–15° | 15° | 15°–16° |
| 噴嘴間距 | 55–70 mm | 65–80 mm | 75–95 mm |
| 操作壓力 | 180–250 bar | 200–300 bar | 250–400 bar |
| 預期的鱗片移除 | 92–96% | 94–97% | 96–99%+ |
| 條紋缺陷減少 | 35–45% | 45–55% | 50–65% |
波鴻熱鋼廠研究的關鍵觀察
從標準 FUH4 噴嘴切換至配備最佳轉接器(可調整噴霧高度與角度對齊)的 Mini SCALEMASTER 噴嘴,磨機達成:粗磨機衝擊提升35%,精加工機構衝擊提升60%,且**比例疤痕降級總減少55%。
數據明確無誤:噴嘴角優化不是邊際改善,而是一種變革性的介入。
對於尋求全面升級的設施,可以考慮**[高性能工業鋼鐵噴嘴:除垢與冷卻解決方案](https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html)**,提供專為您的磨坊參數設計的整合噴嘴系統。
7. 噴嘴角度優化的逐步協議
基於我們在三大洲軋鋼廠的工作經驗,我們完善了以下7步驟優化協議。每個步驟都包含具體的測量與決策標準。
步驟1:基線影響地圖製作
使用壓電衝擊感測器陣列或校正過的壓力傳感器條進行全寬度衝擊壓力調查。地圖影響分布於全條帶寬度,間隔50毫米。文件:
- 最小、最大及平均影響值
- 寬度變異係數(Cv)
- 特定落點或死區位置
**目標值:無條紋操作時Cv<8%。**實務上,我們發現Cv值高於12%的磨坊幾乎總是在至少5%的產量上出現明顯的條紋缺陷,而維持Cv低於6%的廠商則持續低於1%的缺陷率。
步驟2:噴嘴狀況審核
檢查每個噴嘴是否有:
- 孔口侵蝕(測量標準化壓力下的流量)
- 尖端握持完整性(檢查熱衝擊裂紋)
- 噴霧模式劣化(視覺與攝影記錄)
- 對齊漂移(測量實際與設計的前置角及偏移角)
更換任何超過標稱流量105%的噴嘴——這表示孔口磨損,降低衝擊壓力。我們的現場數據顯示,單一磨損噴嘴以110%流量運作,可將覆蓋區域內的峰值衝擊減少多達18%,形成局部條紋缺陷走廊,該走廊持續至更換。
步驟三:噴霧高度重新校準
測量所有排氣頭的實際噴霧高度(噴嘴孔與剝皮表面的高度)。請與製造商規格做比較。根據我們的試驗:
- 將噴霧高度從136毫米降至90毫米帶來35%的衝擊提升
- 每降低10毫米噴霧高度,通常可帶來8–12%的衝擊提升
- 使用轉接頭或接頭延長件,以達到最佳高度且不更換排氣段
步驟四:噴霧角度選擇
利用撞擊地圖資料及條寬度要求,選擇最佳噴灑角度:
- 對於窄條(< 1,200 mm)在低噴霧高度下:22°–26° - 對於中等高度的中等條(1,200–2,000 mm):26°–30°- 對於寬板(> 2,000 mm)或高安裝位置:30°–40°
關鍵規則:絕不要僅根據覆蓋範圍來選擇噴霧角度。 務必驗證所選高度的撞擊壓力。
在噴霧角度轉換時,磨機應進行A/B生產試驗,每種配置使用30至50塊板材,測量表面品質(光學檢測)及操作參數(泵壓力、水流、溫度曲線)。這種嚴謹的方法避免了過度指定噴霧角度,誤造成優化本應解決的條紋缺陷。
步驟5:前角與偏移角度對齊
使用精密對準夾具或雷射對準工具:
- 將前傾角設定為15°±1°(根據試驗結果調整至12°–18°範圍)
- 將偏移/扭轉角度設定為 15° ± 1°
- 每次更換噴嘴後,使用可行/不可通過的計量表確認對齊
現場專業小撇步
根據我們的經驗,採用兩點套筒安裝系統(如SCALEMASTER軸向插入設計)的銑床,在反覆更換噴嘴後,比燕尾榫系統更能維持角度對齊3×。投資於優良安裝硬體的費用,在兩個維護週期內就能回本。
步驟六:重疊優化
調整噴嘴間距,以達到相鄰噴嘴間的模式重疊度**15–25%。重疊過少會產生空隙;過多會產生湍流干擾區。視覺上驗證重疊,請使用:
- 在澆水試驗時放置於頁頭下方的紙質試紙
- 帶有背光的攝影紀錄
- 重疊中心線的撞擊測量確認
步驟7:生產驗證與監控
進行受控生產試驗:
- 處理20–50塊板材並優化設定
- 利用光學檢測或渦流測試記錄表面品質
- 將條紋缺陷率與基線資料進行比較
- 制定每月噴嘴檢查時間表以防止角度漂移
8. 垂直產業應用
汽車鋼鐵生產
汽車原廠要求裸露車身板材達到 A 級表面品質。即使是微小的條紋瑕疵,也可能導致沖壓後的油漆外觀問題。在一家歐洲汽車鋼材供應商,我們實施了一套26° SCALEMASTER ECO+系統,前導15°,偏置角度,噴霧高度為90毫米。結果:條紋缺陷從2.3%降至0.4%,使得直接供應高端汽車線,無需額外表面研磨。
壓力容器板製造
生產ASME級壓力容器鋼材的重型鋼板機面臨極大挑戰:50–300毫米的板材厚度能產生最強的尺寸附著力,任何嵌入的金屬片都會成為臨界應力上升器。我們團隊優化了多次除垢系統,使用30°高140毫米、16°偏移角的噴嘴,在整個5,000毫米板寬度上達到99.2%的除垢效率。關鍵創新在於在連續除垢過程中逐步降低噴霧角度——起初第一個割頭段使用40°噴嘴以擴大覆蓋範圍,接著在下游段段改用30°,最後改為26°噴嘴,以最大化部分鬆動氧化皮的效果。這種分階段方法能最佳分配除垢工作量,並避免單次通過系統中造成條紋缺陷的撞擊缺乏區域。
不鏽鋼熱軋
不鏽鋼的鉻氧化層比碳鋼氧化層硬度高,因此需要更高的衝擊壓力才能乾淨清除。在東南亞不鏽鋼熱帶材廠中,改用高衝擊噴嘴,具備優化22°噴射角度並降低噴霧高度,消除了304級線圈的慢性條紋缺陷,並在第一季內降低了68%的客戶品質聲明。
對於服務這些嚴苛應用的工廠,[鋼鐵工業高性能工業噴嘴:除垢與冷卻解決方案](https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html) 提供應用工程噴嘴系統,並針對每種鋼材等級提供經過驗證的衝擊性能數據。
9. 常見問題(也有人問)
熱軋鋼表面的條紋缺陷是什麼原因造成的?
條紋缺陷是由鋼條寬度上的除垢衝擊壓力不均所造成。當噴嘴角度、噴霧高度或間距未被最佳化時,某些區域會獲得足夠的水射流能量以去除氧化層。殘餘結皮主要由FeO、Fe3O4和Fe2O3組成,比底層鋼材更硬。在後續的滾動過程中,這個刻度會被壓入表面,產生與滾動方向對齊的線性缺陷。我們的撞擊地圖研究一貫顯示,條紋位置與除垢頭段佈局中的衝擊壓力最小值直接相關。
除垢噴嘴的最佳噴射角度是什麼?
沒有一個通用的「最佳」噴射角度——這取決於條寬度、噴霧高度和衝擊需求。一般來說:
- 22°–26°:最適合窄條或需要最大衝擊的應用
- 26°–30°:標準熱條鋸機最靈活的範圍
- 30°–40°:寬板磨機或高噴霧高度安裝所需
關鍵原則是更寬的噴霧角度能將相同的水能分布到更大範圍,從而減少單元衝擊。我們的測試顯示,在恆壓下從40°切換到26°噴嘴,可以將峰值衝擊提升25–40%,通常可在無需更換泵的情況下消除條紋缺陷。
除垢噴嘴角度應該多久檢查一次?
至少,噴嘴角度應該每月檢查一次,且每次更換噴嘴後都要檢查。在我們的維護最佳實務稽核中,實施每週目視檢查及每月流量測試的工廠,將角度漂移相關缺陷減少超過60%。角度偏移的關鍵警示徵兆包括:
- 噴霧圖案形狀或對稱性的明顯變化
- 恆壓下流量增加(表示孔口磨損)
- 在清潔操作一段時間後條紋缺陷再次出現
- 除垢區排水不均
此外,熱衝擊事件——當熱鋼通過乾噴嘴時——會使碳化物插入件鬆脫並造成角度偏移。當有熱鋼時,務必保持水流通過噴嘴。
優化噴嘴角度能減少水和能源消耗嗎?
絕對如此。 最佳化角度能最大化每公升水的除垢效率。在Everloy的一項案例研究中,轉換至高衝擊噴嘴並優化噴霧角度,使磨坊能減少用水同時維持表面品質,直接降低抽水能量需求。邏輯很簡單:更高的衝擊效率意味著補償性水流減少、泵負載降低,以及水處理成本降低。我們投資組合中的一項設施透過全面角度優化,實現了同時減少15%的水分與55%的條紋缺陷消除。機制很明確:當噴嘴以幾何最佳角度運作時,因湍流和噴霧干擾而損失的液壓能量較少。更多泵的能量轉化為對鋼面的有效衝擊,使得在較低總流量下達到等效甚至更優的除垢性能。
10. 結論與下一步
鋼材表面的條紋缺陷並非經營成本的必然。它們是可解決的工程問題,根植於除垢系統的角度幾何結構。透過系統性優化噴射角、前導角與偏移角,並配合嚴謹的衝擊測量與嚴謹的維護規範,全球軋鋼廠已消除大部分因表面而導致的品質下降。
本指南中列出的七步驟方案已在熱條材鋼廠、鋼板鋼廠中驗證,這些設施生產出最具表面要求的應用。每個成功故事的共同點是:將噴嘴角度視為精密參數,而非設定後就忘記的安裝細節。
準備好消除你工廠的條紋缺陷了嗎?
我們的工程團隊提供免費除垢系統評估,包括影響分布分析、噴嘴配置建議及投資報酬率預測,以優化投資。無論您是在排查慢性條紋缺陷,或是主動升級以符合 A 級表面需求,我們都能協助您。
[立即申請免費除垢系統評估]
11.深度優化策略建議
策略一:推薦外部連結錨點文字
為強化本文權威性,請從工業工程部落格或鋼鐵產業出版物取得2至3個反向連結,使用錨點變體,如:「除垢噴嘴角度最佳化」、「減少鋼條缺陷」或「高衝擊除垢噴嘴配置」。這些錨文本符合長尾搜尋的意圖,同時強化文章對 Google 排名演算法的主題相關性。
策略二:內部連結擴展
我們建議建立一個內部連結至此支柱頁面的輔助文章群組,包括:「如何測量除垢衝擊壓力:實務指南」、「SCALEMASTER 與標準噴嘴:熱軋機投資報酬率比較」,以及**「理解噴霧高度:除垢設計中最被忽略的參數」**。每個版本都應該使用包含目標關鍵字的錨文本變體連結回本文章。
策略三:社群媒體發佈摘要
針對鋼鐵廠工程師與營運經理的 LinkedIn 發佈,請使用此開頭:「Stripe 缺陷每年平均耗費熱軋鋼廠 100 萬美元+。但只要優化三個噴嘴角度,就能消除55%的缺陷,無需購買新泵浦或更換排頭段。這是三大洲工廠使用的七步驟方案。」* 標註相關產業團體(#SteelIndustry #HotRolling #Descaling #ManufacturingExcellence),並附上高對比度圖表,顯示影響前後的分布圖。