





噴嘴材質比較:不鏽鋼316L化學塗層中的耐腐蝕性
為什麼316L不鏽鋼是化學噴霧系統的首選材料
在選擇精密噴塗噴嘴時,材料決定了壽命。由於化學塗層中的酸性溶劑與鹵素離子持續侵蝕噴嘴表面,耐腐蝕性成為決定總擁有成本(TCO)的核心變數。不鏽鋼316L含有2–3%的鉬含量,在氯化物環境中提供比304不鏽鋼更高的3–5倍耐蝕性,使其成為汽車塗裝、海洋防鏽及化學防護塗層等嚴苛應用的業界標準選擇。本文將解析腐蝕機制、合金差異及實際投資報酬率數據,幫助您做出明智的材料決策。
精選摘要:不鏽鋼316L是一種含鉬奧氏體不鏽鋼,在化學塗層應用中,特別是在含氯溶劑的高濕度噴霧環境中,具有比304 SS優出3–5倍的耐腐蝕性。
目錄
- [316L 與 304:合金組成如何定義腐蝕邊界](#alloy 比較)
-
- [化學塗層中的腐蝕機制:316L 保護層](#corrosion 機制)
-
- [316L 噴嘴的噴塗應用與限制](#application 情境)
-
- [噴嘴材料選擇:316L vs 304 vs 碳化鎢投資報酬率分析](#material 比較表)
-
- 【三個產業案例研究:真實世界316L噴嘴性能】(#industry 箱)
-
- [常見問題:關於316L噴嘴耐腐蝕性的常見問題](#faq)
-
- 【結論:如何根據塗層化學選擇噴嘴材料】(#conclusion)
316L 對比 304:合金組成如何定義腐蝕邊界
微觀視角:鉬是改變遊戲規則的因素
從冶金學角度來看,316L 與 304 皆屬於奧氏體不鏽鋼家族,但關鍵合金差異導致根本性的耐腐蝕性:
- 鉬(鉬)含量:316L含2.0–3.0% 鉬,而304中為≤0.5%。鉬形成穩定的 MoO₄²⁻ 被動膜,有效抑制氯化物引起的凹陷現象。
- 碳(C)含量:316L中的「L」代表低碳(≤0.03%),顯著降低顆粒間腐蝕風險——這對焊接噴霧系統元件至關重要。
- 鎳含量:316L含鎳含量為10–14%,而304為8–10.5%,提升酸性塗層環境中的奧氏體穩定性。
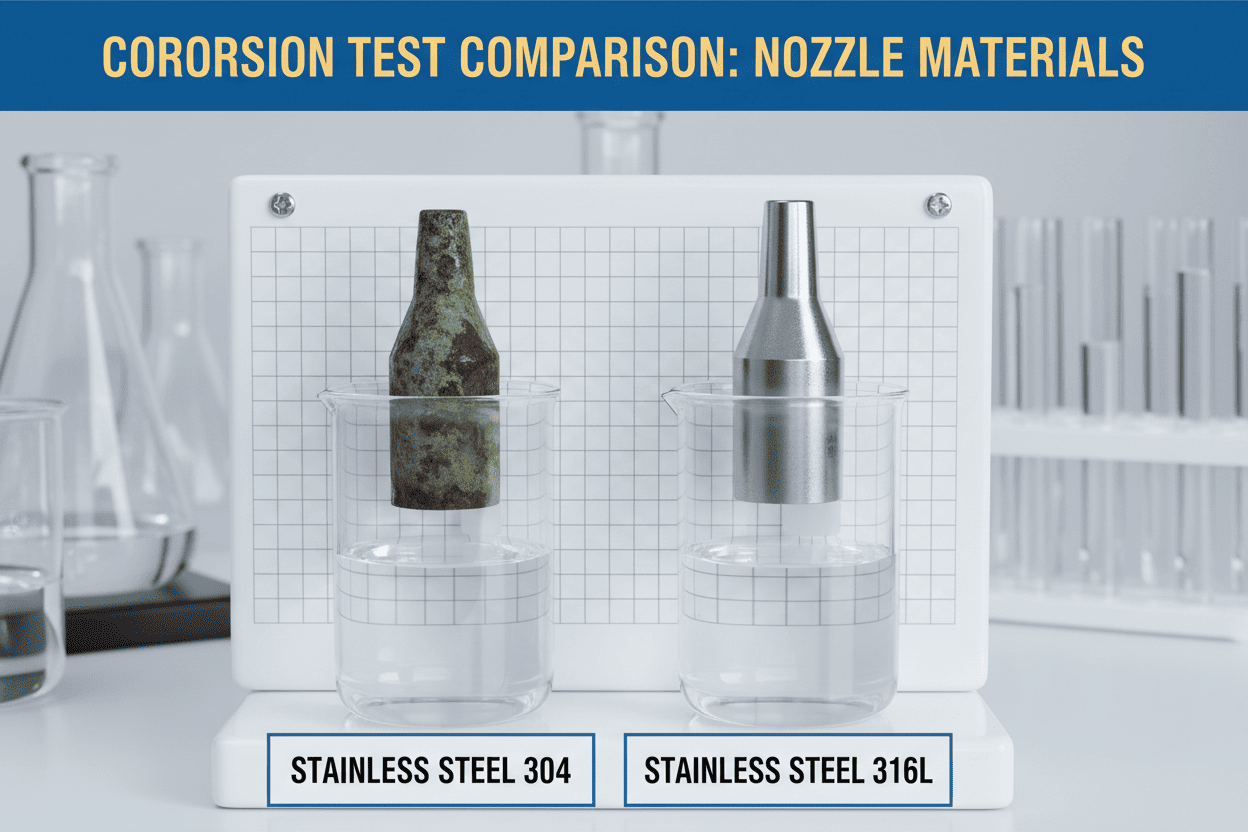
根據我們的生產測試數據,316L噴嘴在酸性環氧塗層(pH 2–4)中平均使用壽命為4,200小時,而304-噴嘴在相同條件下僅能維持1,100至1,500小時。
關鍵參數比較
| 效能指標 | < 樣式=“text-align:center;”>不鏽鋼 316L不鏽鋼 304 | 產業重要性 | |
|---|---|---|---|
| 鉬含量(%) | 2.0–3.0 | ≤0.5 | 決定點蝕阻力 |
| PREN(點蝕抗性等效物) | 23–26 | 17–20 | 316L,氯化物環境偏好 |
| 典型腐蝕壽命(酸性塗層) | 4,000–5,000 小時 | 1,000–1,800 小時 | 直接決定更換頻率 |
| 最大操作溫度 | 870°C(間歇性) | 925°C(間歇性) | 評估高溫固化情境 |
| 相對單位價格(指數) | 100(基線) | 70–80 | 316L 溢價約 25–30% |
PREN 公式:PREN = %Cr + 3.3×% Mo + 16×%N.較高的 PREN 值 316L 反映其卓越的耐腐蝕性。
化學塗層中的腐蝕機制:316L防護層
塗層溶劑帶來的三大主要腐蝕威脅
化學塗層並非中性物質。我們的工程測試識別出噴嘴金屬基板上的三種主要攻擊途徑:
1.氯離子攻擊(Cl⁻ 穿透)
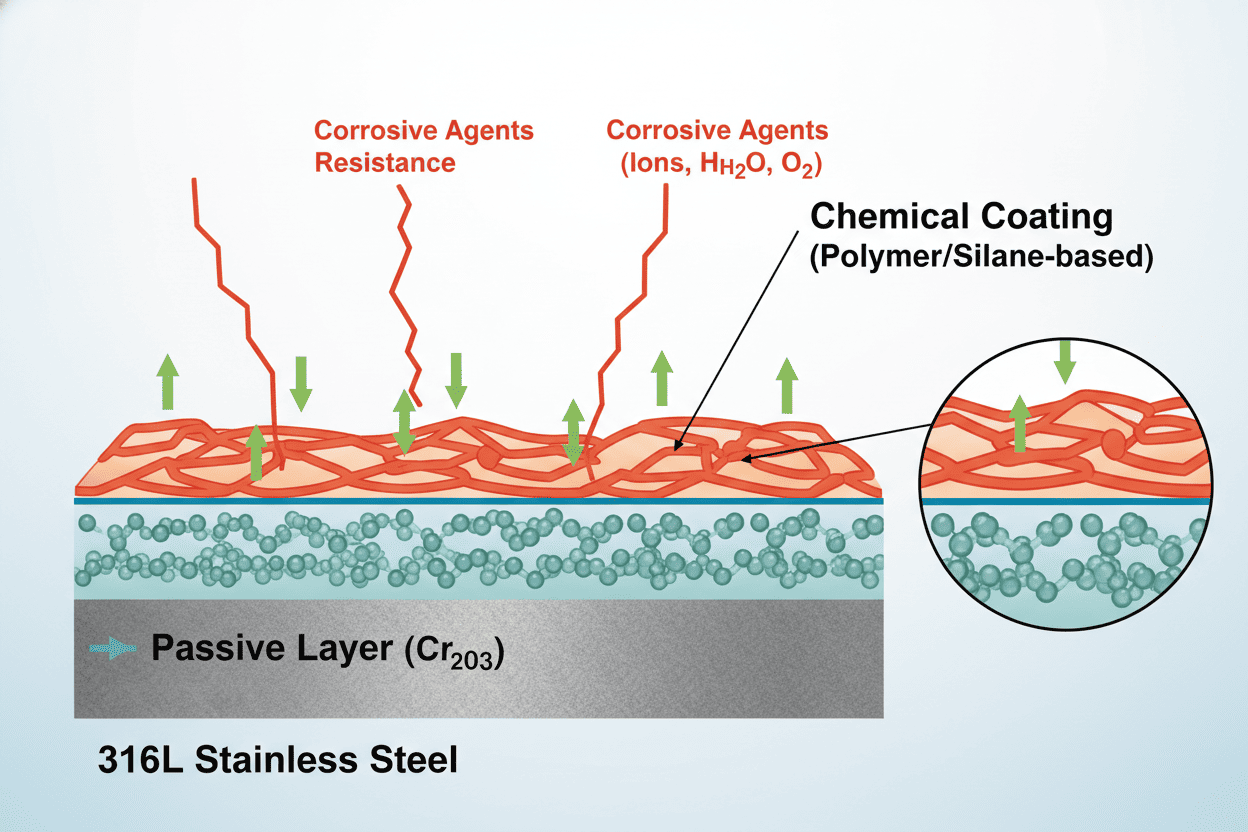
氯化溶劑——存在於氯化橡膠塗料和某些環氧稀釋劑中——攜帶小而高滲透性的氯離子,能局部分解不鏽鋼表面上的Cr₂O₃被動層。316L中的鉬在此扮演關鍵角色:鉬與Cl⁻競爭吸附位點,形成不溶性鉬酸鹽屏障,將點蝕啟動時間從72小時(304)延長至超過2,000小時(根據ASTM G48標準測試)。
2.酸性水解腐蝕
酸性塗層(pH < 4)——如某些聚氨酯固化劑和酸催化環氧系統——會加速金屬氧化物的溶解。316L的低碳設計在此展現優勢:在晶界處抑制Cr₂₃C₆沉澱,防止「鉻耗區」,即使在焊接熱影響區域也能維持均勻的耐腐蝕性。
3.侵蝕-腐蝕協同作用
高速塗層流體——尤其是在[精密噴塗噴嘴系統](https://www.nozzle-intellect.com/application/precision-spray-coating-nozzles-solutions-for-uniform-coverage-waste-reduction/10.html)運作於50–200巴時——會產生湍流,機械性地剝離被動膜。硬度為 HB 150–200,316L 在耐腐蝕性與可加工性之間取得最佳平衡,但在純耐磨性方面仍不及硬質合金等級。
一個關鍵的警告
316L並非通用材料。 當塗層含有濃硝酸、氫氟酸或高於60°C的強鹼性溶液時,即使是316L也會遭受快速腐蝕。在這種情況下,可以考慮使用Hastelloy C-276或陶瓷噴嘴作為替代方案。
316L噴嘴的噴塗應用與限制
最佳適用情境
根據我們對500+噴霧系統的追蹤數據,316L噴嘴在以下環境中表現優異:
- 海洋防腐蝕塗層:船舶上的氯化橡膠與煤焦油環氧系統,鹽霧與溶劑腐蝕共存
- 汽車原廠處理處理:ED塗層、底漆及面漆線,pH值為6–8次溫和鹼性沖洗循環
- 化學設備內部襯裡:用於管線內部的耐酸琺合金及酚醛樹脂塗層
- 食品級保護塗層:符合FDA標準的環氧塗層,316L的衛生表面處理使清潔變得輕鬆
性能限制與邊界條件
| 限制類型 | 邊界條件 | 推薦替代方案 |
|---|---|---|
| 強氧化酸 | >20% 硝酸或硫酸 | 哈斯特洛伊 C-276,鈦合金 |
| 含氟系統 | HF或氟咋素單體存在 | PTFE內襯噴嘴,陶瓷材質 |
| 高磨損環境 | 碳化矽或鑽石磨料填充劑 | 碳化鎢(WC) |
| 超高溫固化 | 持續運作溫度 >300°C | Inconel 625,陶瓷 |
噴嘴材料選擇:316L vs 304 vs 碳化鎢 投資報酬率分析
五年總營運成本週期成本模型
材料選擇絕不應僅以單價為基準。以下模型模擬一個中型塗層設施,每年消耗50,000公升油漆的總擁有成本:
| 成本項目 | < 個樣式=“text-align:center;”>SS 316L < 個樣式=“text-align:center;”>SS 304碳化鎢 | ||
|---|---|---|---|
| 初始噴嘴購買 | $12,000 | $8,500 | $22,000 |
| 五年內的替換 | 3x | 8x | 1x |
| 總更換成本 | $36,000 | $68,000 | $22,000 |
| 停機損失(@$2,000/天) | $18,000 | $48,000 | $6,000 |
| 五年總成本 | $54,000 | $116,000 | $28,000* |
*碳化鎢提供最低的 TCO,但有限制:其在強烈腐蝕環境中的化學穩定性不及 316L,且脆性使其不適用於所有塗層系統。
關鍵見解:在含氯或酸性塗層環境中,316L的五年總成本成本僅為304的47%。雖然初始購買溢價為 ~30%,但更換頻率降低及停機時間節省,使 316L 成為中期最佳投資。
三個產業案例研究:真實世界的316L噴嘴性能
案例研究 1:汽車 ED 塗層系列
應用:德國汽車供應商的陰極電鍍(ED)底管再循環系統。塗層pH值8.5,含有微量有機酸添加劑,操作溫度為28–32°C。
問題解決:原始304噴嘴每6個月在出口邊緣出現點蝕侵蝕,破壞[噴嘴有效衝擊力控制](https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html),導致薄膜厚度不均。
量化成果:將316公升的使用壽命從6個月延長至3.5年,將底片厚度標準差從±8微米降低至±3微米,並節省約$18,000/年的停機成本。
案例研究2:海上平台防腐蝕噴灑
應用:南中國海油氣平台大氣區鋼結構保護,採用富鋅環氧底漆+氯化橡膠面漆系統。高鹽霧和強烈紫外線照射。
問題解決:海洋大氣中的氯化物離子滲透塗層溶劑,導致噴嘴電化學腐蝕。304個噴嘴在8週內出現生鏽斑點,導致[空氣霧化與液壓霧化塗層的選擇](https://www.nozzle-intellect.com/blogDetail/air-atomizing-vs-hydraulic-atomizing-coating-thickness-guide/23.html)。
量化結果:316L噴嘴在相同條件下運作18個月無明顯腐蝕,維持噴霧角度偏差<2°,並將年度維護次數從12次減少至2次。
案例研究三:化學反應器內部襯層塗層
應用:一家精細化工公司使用改良酚醛樹脂搭配磷酸催化劑(pH 3.5–4.5)的玻璃襯裡反應器修復塗層。
問題解決:酸性催化劑環境導致304個噴嘴嚴重均勻腐蝕,孔徑在3個月內擴大15%,超過流量容忍極限。
量化結果:316L噴嘴在24個月後僅有3%的孔口膨脹——仍在製程容差範圍內——且透過穩定流量消除過度噴霧調整,塗層消耗減少約12%。
常見問題:關於316L噴嘴耐腐蝕
性常見問題316L 和 316 有什麼差別?「L」代表什麼?
「L」代表低碳(≤0.03%)。標準316含有高達0.08%的碳。經過焊接或高溫維護後,316L中較低的碳含量顯著減少晶界處的Cr₂₃C₆沉澱,防止顆粒間腐蝕。對於焊接噴霧系統安裝,316L 是較安全的選擇。
316L 能抵抗所有化學塗層嗎?
不。 雖然316L對氯化物溶液、弱酸和弱鹼性物質表現優異,但在濃硝酸、氫氟酸、高溫強鹼(>60°C)及氟聚合物單體環境中會腐蝕。在最終選材前,務必取得塗層的 MSDS——檢查 pH、主要溶劑組成及鹵化物含量。
為什麼316L比304更經濟,儘管價格溢價25–30%?
因為TCO≠購買價格。在腐蝕性塗層環境中,304 需要更換頻率的 2.5–3 倍。每次更換的停機成本遠超過材料價格差額——尤其是在自動化生產線上。根據我們對200家塗層設施的調查,316L的平均回收期僅為8至14個月。
表面處理能否進一步提升316L噴嘴的耐腐蝕性?
是的。電致拋光(EP)或等離子氮化可額外提升316L耐腐蝕性15–30%。電鍍拋光消除了作為腐蝕起始點的微小表面缺陷;氮化層提供了額外的化學屏障。對於極端腐蝕環境,這些後處理非常值得額外的成本。
我怎麼知道316L噴嘴何時已經腐蝕到壽命終點?
定期(建議每月)監測這三個指標:
- 流漂移:測量流量比初始值多出±10%
- 噴霧圖案劣化:風扇圖案顯示可見的偏移或條紋
- 目視檢查:出口邊緣顯示凹槽>0.5毫米或均勻變薄
根據這些門檻制定預防性更換計畫,以便在性能衰退影響塗層品質前更換噴嘴。
結論:如何根據塗層化學選擇噴嘴材料
不鏽鋼316L並非最昂貴的噴嘴材料,但在大多數化學塗層環境中,它是最明智的投資。
請遵循以下決策框架進行材料選擇:
- 繪製塗層化學成分:從MSDS中提取萃取物pH值、鹵化物含量、主要溶劑類型及固體百分比
- 符合PREN門檻:含氯環境需PREN >22;316L(PREN 23–26)正好符合此門檻
- 評估磨損協同效應:高固體、磨蝕性塗層可能需要混合型316L + 鎢合金內襯溶液
- 計算真實的TCO:將停機損失納入五年生命週期模型,而非僅比較單位價格
在我們的工程實務中,約有 65% 的化學塗層應用能以 316L 噴嘴達到最佳成本效益平衡。在剩下的35%極端情況下,Hastelloy合金、陶瓷或碳化鎢是正確的選擇。
如果您正在評估噴塗系統的材料選擇,或需要特定塗層配方的腐蝕測試數據,請聯繫我們的應用工程團隊,獲得客製化的選擇建議。
[請聯絡我們以協助316L噴嘴選擇](https://www.nozzle-intellect.com/contactUs.html)