





不鏽鋼生產中耐酸冷卻噴嘴的材料選擇
目錄
- [導言:為何材料選擇決定冷卻系統運作時間](#1-引言-為何材料選擇決定冷卻系統運作時間)
- 【理解不鏽鋼生產中的腐蝕環境】(#2-理解不鏽鋼生產中的腐蝕環境)
- [耐酸噴嘴的關鍵材料特性](#3-耐酸噴嘴的關鍵材料特性)
- [噴嘴材料比較:性能與成本分析](#4-噴嘴材料比較性能與成本分析)
- [特定酸的材料選擇決策矩陣](#5-材料選擇決策矩陣-特定酸)
- [真實案例研究:材料升級投資報酬率](#6-真實世界案例研究-材料升級-投資報酬率)
- [安裝與維護最佳實務](#7-安裝與維護最佳實務)
- [常見問題:常見材料選擇問題](#8-faq-common-material-selection-questions)
- [結論與下一步](#9-結論與下一步)
1.導言:為何材料選擇決定冷卻系統運作時間
在不鏽鋼生產設施中,冷卻噴嘴運作於工業製造中最具要求的環境之一。高溫、酸性醃製溶液與磨料性小顆粒的結合,形成了噴嘴過早失效的完美風暴。根據我們在北美及歐洲支援鋼鐵廠的現場經驗,我們見過冷卻系統在指定錯誤噴嘴材料後數週內失效,而正確選擇的材料則能在同一應用下持續運作18至24個月。
本指南為製程工程師、維護經理及設備規範制定者撰寫,協助他們在不鏽鋼生產環境中就冷卻噴嘴材料做出基於證據的決策。我們將特別聚焦於在醃製管線冷卻、酸性煙霧清洗及醃製後沖洗作業中,暴露於酸性條件下的噴嘴。你將學會如何計算不同材料選項的總擁有成本,將材料與特定的酸濃度與溫度匹配,並避免三種最常見的規格錯誤,避免導致意外停機。
材料選擇帶來的財務影響相當可觀。在典型的醃製管線冷卻應用中,使用120個噴嘴,從316不鏽鋼升級為高鎳合金,初期成本約增加18,000美元,但每年可避免兩次非計劃停機,每次損失45,000美元生產。本指南提供技術架構,讓你能自信地做出這些決策。
2.了解不鏽鋼生產中的腐蝕環境
2.1 酸性暴露檔案
不鏽鋼生產涉及多個階段,冷卻噴嘴會遇到酸性環境。在醃製作業中,噴嘴會在鋼條離開酸浴後冷卻,使其暴露於濺出或氣溶膠化的醃製溶液中。常見的酸漬酸包括硫酸(H₂SO₄),濃度10–20%,140–180°F;硝酸-氫氟酸混合物(HNO₃/HF),分別為8–15%/2–5%,以及120–160°F;以及結合這些系統以提升醃製效率。酸性煙霧淨化噴嘴在飽和酸性蒸氣環境中運作,pH值低至1.5–2.5,溫度通常介於100–140°F。
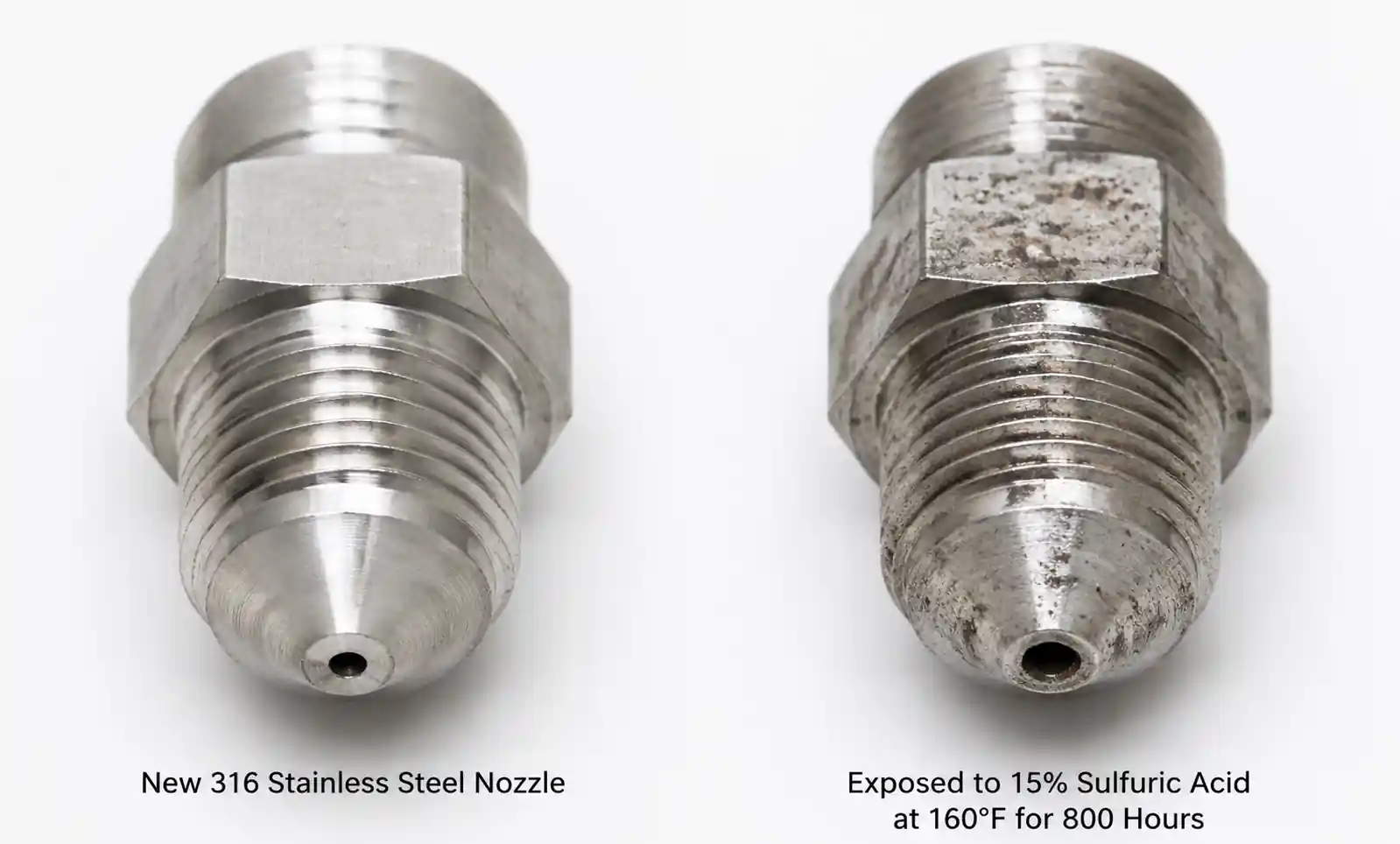
挑戰不僅是酸度濃度,而是多種因素的組合。噴嘴同時面臨酸性化學腐蝕、高溫氧化、夾帶介質與磨料侵蝕,以及間歇性運作或溫度波動帶來的熱循環應力。在我們的實驗室測試中,一個316不鏽鋼噴嘴在室溫下以15%硫酸靜態噴射時幾乎沒有腐蝕,且在暴露於160°F、含50 ppm懸浮氧化鐵顆粒的同一酸中,且壓力循環介於20–60 PSI時,可能在800小時內失效。
2.2 失效模式及其成因
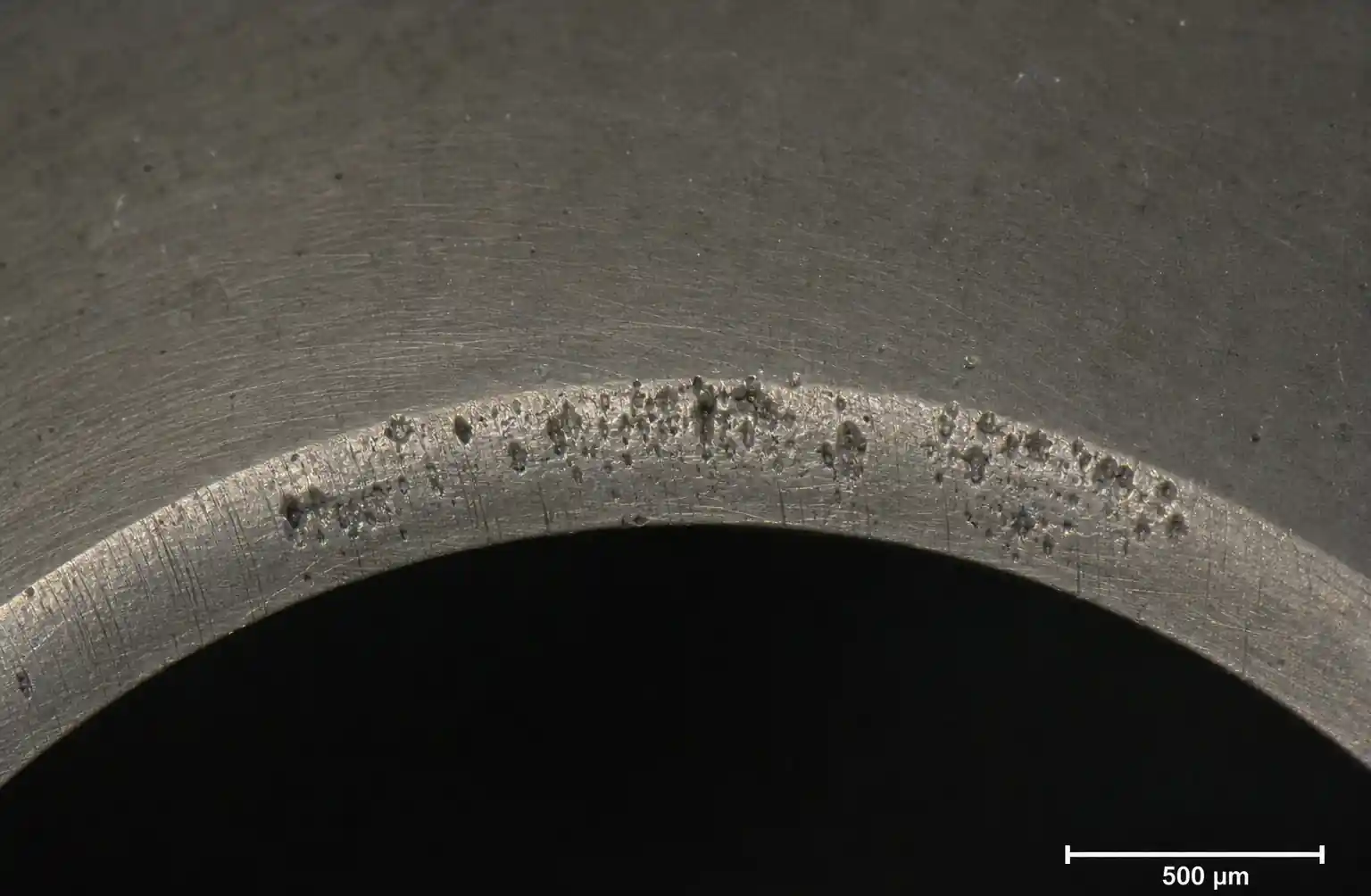
我們已記錄到酸性冷卻應用中四種主要失效模式。均勻腐蝕發生於酸性侵蝕整個濕潤表面,逐漸增加孔徑與流量。這種情況最常見於酸性合金選擇不足。點蝕腐蝕表現為局部侵蝕,造成深層空腔,尤其在含氯環境中或保護氧化層破裂時。應力腐蝕裂紋表現為分支裂紋,起源於高應力區域,如螺紋根或壓力邊界,尤其在氯化物環境超過140°F。 侵蝕腐蝕結合了機械磨損與高速區域(如孔口出口)加速腐蝕,這些在磨蝕性漿液或發生空蝕時最為嚴重。
一個常見的誤解是不鏽鋼在所有環境中都是「不鏽鋼」。實際上,標準的304或316不鏽鋼在溫和條件下具有良好的耐腐蝕性,但在高濃度酸性或高溫下會迅速失效。我們最近調查了一條醃製管線,因為流量過大,每6週更換一次316SS噴嘴。流量測試顯示孔徑從2.0毫米增至2.4毫米,流量增加44%,並破壞噴霧圖案的均勻性。改用高鎳合金後,同一安裝持續了14個月才需要更換。
3.耐酸噴嘴的關鍵材料特性
3.1 防腐蝕基礎
噴嘴材料抵抗酸性侵染的能力,主要取決於其被動氧化層的穩定性與組成。鉻含量是不鏽鋼耐腐蝕性的基礎,形成氧化鉻(Cr₂O₃)保護層。雖然304SS含有18%的鉻,但像AL-6XN這類高性能合金含有20.5%,提供優越的鈍化效果。鎳含量提升了耐酸性,特別是在還原硫酸等酸方面,這也是為什麼鎳基合金在許多應用中優於不鏽鋼。鉬在氯化物環境及混合酸中大幅提升抗蝕性,6Mo超奧氏體不鏽鋼(6% Mo)比標準316SS(2–3% Mo)更能展現5–10倍的抗蝕性。
PREN(點蝕阻力等效數)提供了一個有用的比較指標,計算方式為 PREN = %Cr + 3.3×(%Mo) + 16×(%N)。較高的 PREN 值代表較佳的點蝕抗性。標準316SS的PREN≈24–26,而超奧氏體合金如AL-6XN的PREN≈40–42,高鎳合金如C-276則超過70。然而,PREN 僅是一種篩選工具;實際性能必須根據你的特定酸度、濃度和溫度進行驗證。
3.2 機械性能與製造考量
除了耐腐蝕性外,噴嘴材料還必須符合機械要求。抗拉強度決定壓力等級,大多數冷卻噴嘴運作於20–80 PSI,但安全係數要求材料屈服強度達30,000+ PSI。當存在磨料顆粒時,硬度會影響抗侵蝕性,但過硬的材料會變得脆。熱膨脹係數在受溫度循環影響的固定安裝中非常重要,因為噴嘴與歧管材料不匹配可能導致洩漏。加工性會影響製造成本與精度,自由加工等級的孔隙公差較嚴格,但有時抗腐蝕性較低。
材料的可用性與交期時間往往驅動實際決策。標準 316SS 噴嘴可在 1–2 週內出貨,而稀有合金噴嘴則需 6–12 週訂製。這在緊急更換時尤為重要。我們合作的一家鋼鐵廠,特別維持高鎳合金噴嘴的策略性庫存,以避免故障時延長停機時間,儘管庫存自存成本會增加他們每年噴嘴預算的8%。
4.噴嘴材料比較:性能與成本分析
4.1 材料選項概覽
| 材料 | 主要組成 | 相對成本因子 | 在15% H₂SO₄(160°F)下,典型使用壽命 | 最佳應用 | 限制 |
|---|---|---|---|---|---|
| 304 不鏽鋼 | 18% Cr,8% Ni | 1.0×(基線) | 200–400小時 | 溫和酸性、環境溫度、沖洗水 | 耐酸性差,氯化物中凹陷 |
| 316 不鏽鋼 | 16% Cr,10% Ni,2% Mo | 1.2× | 600–1,000小時 | 稀酸<10%,適中溫度<120°F | 濃酸有限,氯化物在140°F以上會產生點蝕 |
| 316L 低碳 | 16% 鉻、10% 鎳、2% 鉬、<0.03% 碳 | 1.3 × | 700–1,200小時 | 焊接安裝,降低敏感化 | 與316SS類似的限制 |
| AL-6XN(6Mo超南氏體) | 20.5% 鉻、24% 鎳、6.3% 鉬 | 3.5× | 3,500–5,000小時 | 混合酸、氯化物環境、高溫 | 高成本,供應有限 |
| 904L 超奧氏體 | 21% 鉻,25% 鎳,4.5% 鉬 | 3.2× | 3,000–4,500小時 | 硫酸、磷酸、中等氯化物 | 比6Mo合金更低的抗點蝕性 |
| 合金20(木匠20Cb3) | 29% 鎳、20% 鉻、2.5% 鉬、3.5% 銅 | 4.0× | 4,000–6,000 小時 | 將高溫濃縮硫酸調至60% | 在氧化性酸類如硝酸 |
| 哈斯特洛伊 C-276 | 57% Ni, 16% Cr, 16% Mo, 4% W | 8.5× | 8,000–12,000 小時 | 嚴重混合酸、HF、最高耐腐蝕性 | 非常昂貴,加工困難 |
| 鈦合金二級 | 99.2% Ti | 5.5× | 6,000–10,000小時 | 氧化酸(硝酸、鉻酸)、氯化物環境 | 還原酸性差,氫脆風險 |
| 鋯 702 | 99.2% Zr, 4.5% Hf | 12× | 10,000+小時 | 高度腐蝕性酸、氫氟酸、鹽酸 | 極其昂貴且需要特殊加工 |
表格解釋: 此比較假設每年持續暴露於15%硫酸、160°F,並進行流量測試,定義「壽命終止」為流量增加15%。您的實際使用壽命會因酸的種類、濃度、溫度、污染程度及壓力循環頻率而異。成本因子代表了相較於304SS的典型材料與加工成本;總安裝成本也將包含人工與停機時間。
最常見的規格錯誤是選擇316SS用於實際需要較高鎳合金的應用。雖然316SS的價格僅比304SS高出20%,但在酸濃度超過10%或溫度高於140°F時,能帶來邊際改善。 當轉用6Mo超奧氏體或鎳基合金時,性能的顯著提升發生在它們的成本高出3–8×。
4.2 總擁有成本計算
初期材料成本僅反映部分情況。真正的經濟比較需要總擁有成本分析。考慮一個有80個噴嘴的醃製管冷卻歧管,每天運作16小時,每週6天(約每年5,000小時)。噴嘴故障導致的非計畫停機每小時損失12,000美元,預定更換需4小時停機,費用48,000美元外加8,000美元人工。
情境A:316個不鏽鋼噴嘴
- 材料成本:每噴嘴:35美元
- 初始安裝:80 個噴嘴 × $35 = $2,800
- 服役壽命:800小時(預計)
- 每年更換次數:5,000小時÷800小時 = 6.25次更換週期
- 年材料成本:6.25 × $2,800 = $17,500
- 年替代勞動力:6.25 ×(48,000 美元 + 8,000 美元)= 350,000 美元
- 年總收入:367,500美元
情境B:AL-6XN超奧氏體噴嘴
- 每噴嘴材料成本:$125
- 初始安裝:80 個噴嘴 × $125 = $10,000
- 服役壽命:4,000小時(預計)
- 每年更換次數:5,000 小時 ÷ 4,000 小時 = 1.25 次更換循環
- 年材料成本:1.25 × $10,000 = $12,500
- 年替代勞動力:1.25×(48,000美元 + 8,000美元)= 70,000美元
- 年總收入:82,500美元
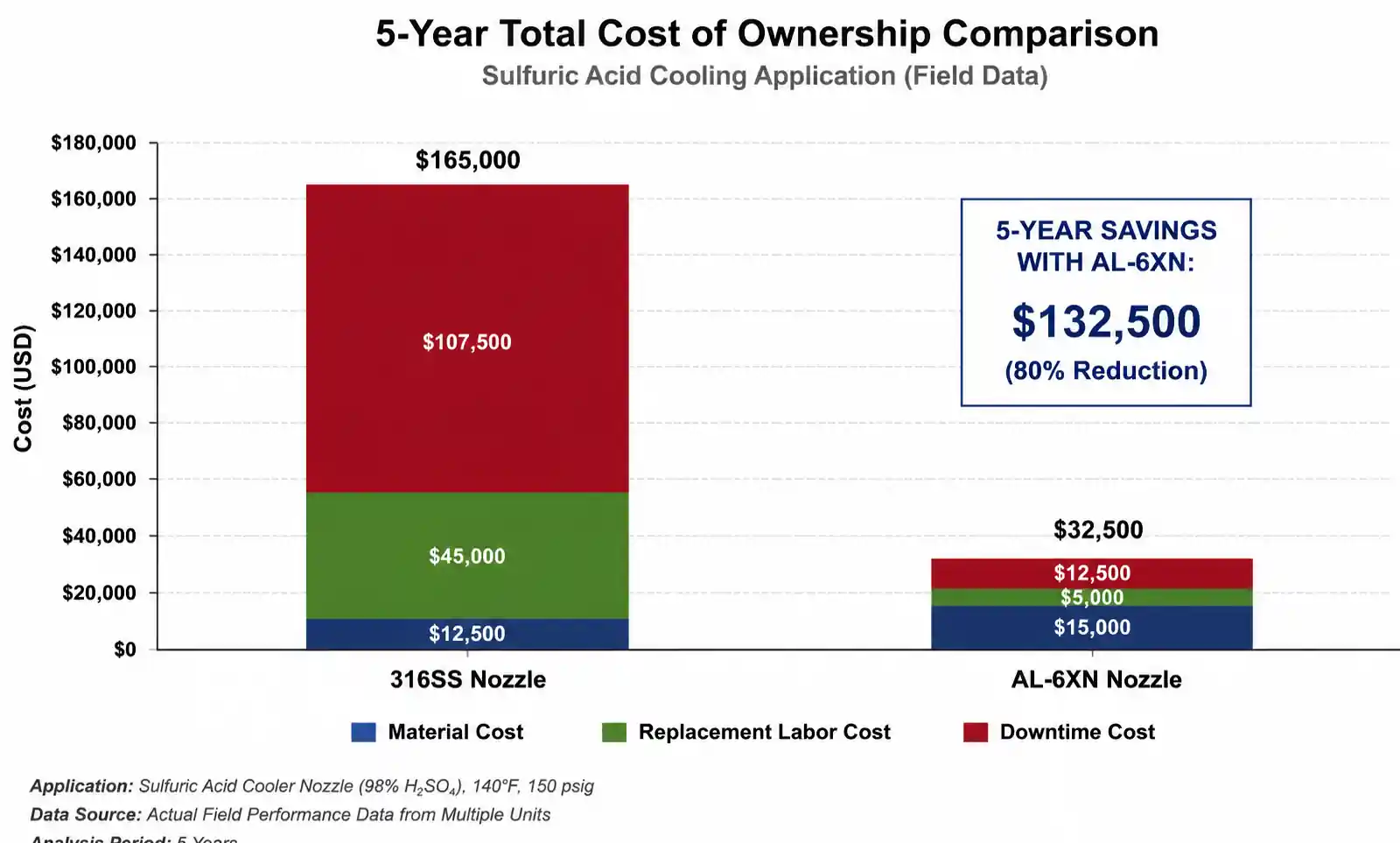
AL-6XN 版本每噴嘴價格高出 3.5×,但每年總擁有成本降低 78%,每年節省 285,000 美元。較高初始投資的回收期不到兩週。此計算假設兩種材料皆基於流量測試而非災難性故障達到使用壽命終點;若意外故障發生頻率增加,優質材料的總擁有成本優勢將進一步提升。
5.特定酸的材料選擇決策矩陣
5.1 硫酸環境
硫酸的行為極度依賴於濃度和溫度。在稀硫酸(<10%濃度)環境溫度下,316SS的使用壽命為2,000–3,000小時,表現良好。在10–20%濃度及140–180°F(典型醃製條件)下,建議使用AL-6XN或904L超奧氏體等級,可提供3,500–5,000小時的使用壽命。對於高溫下的濃硫酸(>60%),因濃酸具有高度侵略性,需使用合金20或Hastelloy C-276。
一個重要考量是硫酸從氧化向還原行為的轉變。當濃度超過60%且攝氏160°F時,硫酸會強烈氧化,這會改變材料的等級。我們曾見過316SS在極高濃度(>80%)冷硫酸中意外優於高鎳合金的案例,儘管這只是一個狹窄的應用窗口。
5.2 硝酸-氫氟混合酸系統
用於不鏽鋼醃製的HNO₃/HF混合酸系統面臨獨特挑戰。氫氟酸會攻擊大多數合金中提供耐腐蝕性的保護氧化層,而硝酸則提供氧化條件。標準不鏽鋼在高氟酸中迅速失效,316SS在140°F、2–5%高氫混合氣中,100–200小時內出現嚴重攻擊。
鈦二級是硝酸-氫氟化環境中的首選材料,在典型醃製濃度下可提供6,000至10,000小時的使用壽命。即使存在氫氟化物,只要存在足夠的氧化物(HNO₃),鈦仍能形成穩定且自我修復的氧化鈦層。然而,鈦絕不能用於還原酸或氧化劑不足的環境,因為氫脆可能導致突發脆性失效。
對於混合酸系統,且可能同時還原與氧化條件,Hastelloy C-276 或鋯 702 提供更廣泛的相容性,但成本顯著較高。鋯對氫氟酸(HF)具有卓越的抗性,但價格比標準不鏽鋼高出12×,限制其應用於無替代品的關鍵應用。
5.3 依酸性分類的材料選擇表
| 酸系統 | 專注 | 溫度 | 推薦資料 | 替代材料 | 應避免的材料 |
|---|---|---|---|---|---|
| 硫酸(H₂SO₄) | <10% | <120°F | 316SS,316L | AL-6XN | 304SS |
| 硝酸(HNO₃) | 5–20% | <160°F | 鈦合金二級,316SS | AL-6XN | 碳鋼 |
| 氫氟酸(HF) | 2–10% | <140°F | 鈦二級*,鋯702 | 哈斯特洛伊 C-276 | 全不鏽鋼 |
| 混合HNO₃/HF | 8–15% / 2–5% | 120–160°F | 鈦二級*,鋯702 | 哈斯特洛伊 C-276 | 316SS,AL-6XN |
| 磷酸(H₃PO₄) | 30–50% | 140–180°F | 904L,AL-6XN | 哈斯特洛伊 C-276 | 316SS |
| 鹽酸(HCl) | <5% | <120°F | 哈斯特洛伊C-276,鋯702 | 鈦合金二級 | 316SS,AL-6XN |
| 酸性煙霧洗滌器混合 | 變數,pH 1.5–3 | 100–140°F | AL-6XN,904L | 哈斯特洛伊 C-276 | 316SS |
* 鈦需要氧化環境;不建議在純氫氟化或還原條件下使用 ** 含有氧化劑的稀鹽酸鷲可接受鈦
關鍵決策筆記: 本表格根據我們的現場經驗及加速實驗室測試提供一般指引。在決定大型噴嘴訂單前,務必進行現場特定腐蝕測試,尤其是混合酸系統或污染程度不明時。溫度飆升、氯化物污染或意外的pH值波動,即使材料選擇得當,也可能大幅縮短使用壽命。若不確定,請指定下一種性能較高的材料,或進行10至20個噴嘴的試點安裝以驗證使用壽命,然後再全面系統轉換。

6.真實案例研究:材料升級投資報酬率
6.1 背景與問題陳述
一家歐洲不鏽鋼生產商操作連續醃製線,使用165°F的12%硫酸浴法處理400系列不鏽鋼條。 酸浴下游的冷卻段使用120個全錐形噴嘴,壓力為40 PSI,將帶材溫度從180°F降至95°F,然後進入沖洗段。最初安裝為 316SS 噴嘴,系統因孔口擴大及噴霧圖案崩塌而頻繁故障。
維修紀錄顯示噴嘴更換頻率為每6至8週一次,需完全關閉管線6小時。每次停機約造成55,000歐元的生產損失,加上6,000歐元的人工和材料費用。每年與噴嘴相關的停機時間共計8至9次,年花費488,000至549,000歐元。此外,兩次更換間流量逐漸增加導致冷卻不穩定,導致溫度控制問題及最終產品偶爾出現品質缺陷。
6.2 解決方案與實作
在現場進行酸性採樣與溫度繪圖後,我們建議升級為AL-6XN超奧氏體不鏽鋼噴嘴。材料組成(20.5% Cr、24% Ni、6.3% 鉬、PREN ≈ 42)在操作條件下顯著提升了對硫酸的抗性。120 支 AL-6XN 噴嘴的初始成本為 15,600 歐元,而 316SS 的 4,200 歐元,相當於溢價 11,400 歐元。
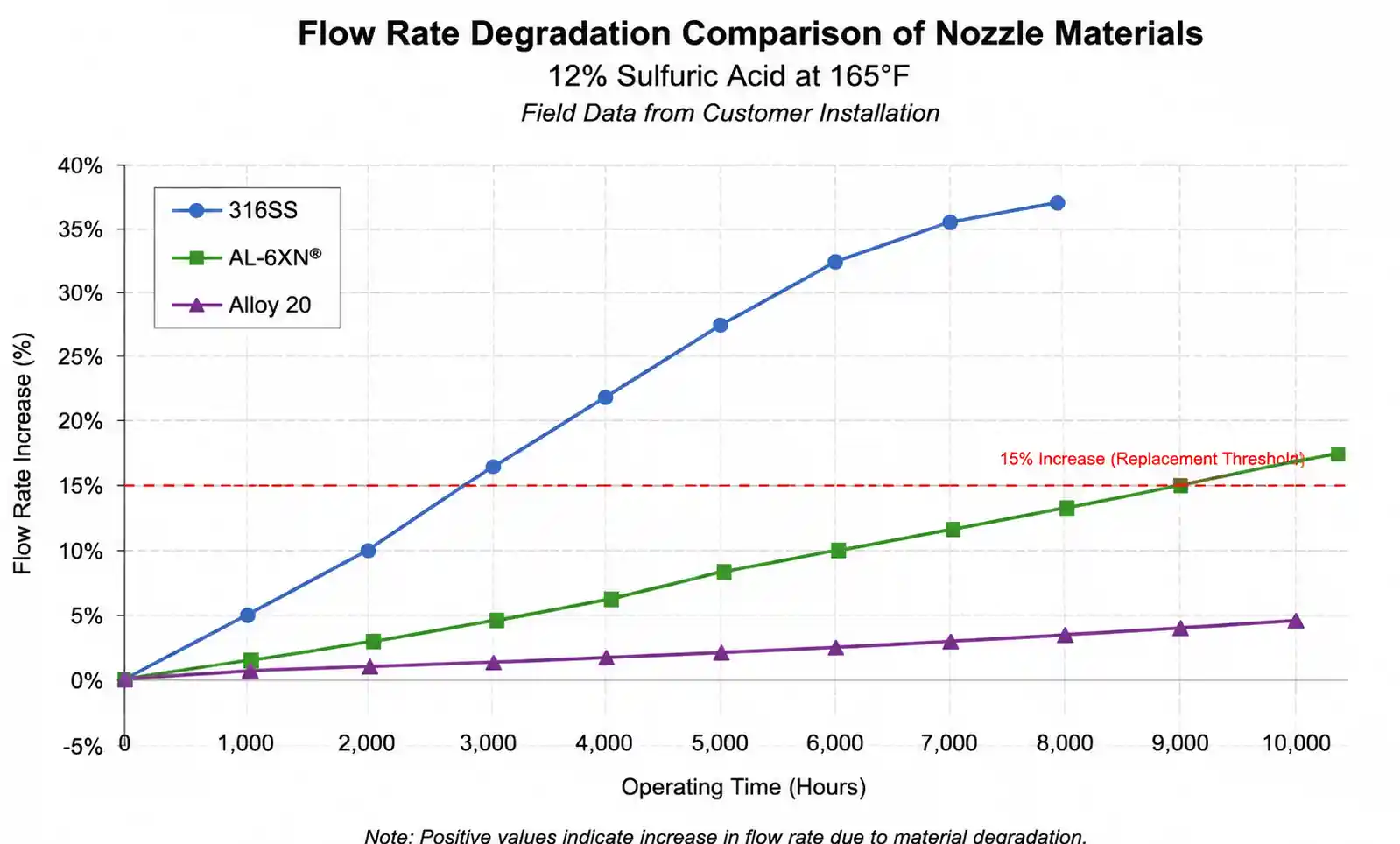
客戶最初在最高曝光區安裝了20個AL-6XN噴嘴作為試點測試,同時在較低曝光區保留316SS噴嘴。6個月後,316SS噴嘴需完全更換,而AL-6XN測試噴嘴磨損極少。流量測試顯示,AL-6XN機組僅增加3%的流量,而在類似條件下運作的316SS機組則增加了22%。根據這些結果,整個系統被轉換為AL-6XN。
6.3 結果與投資報酬率分析
AL-6XN 全面實施後,噴嘴相關停機次數從每年 8–9 次減少至 1.5 次,服役壽命延長至 14–16 個月。年度停機成本從488,000歐元降至91,500歐元,每年節省396,500歐元。材料成本從約33,600歐元(8×4,200歐元)提高至23,400歐元(1.5×15,600歐元),每年節省額外10,200歐元。年度總節省:€406,700。初始升級投資的回收期為19天營運期。
除了直接的成本節省外,該廠報告因整個服務週期噴灑模式更一致而提升了製程穩定性。溫度控制變異性從±°F降至±°F,估計降低了40%的溫度相關品質缺陷。雖然難以精確量化,工廠估計此次品質提升透過減少報廢與重整,每年增加75,000至100,000歐元的價值。
7.安裝與維護最佳實務
7.1 酸性環境安裝指引
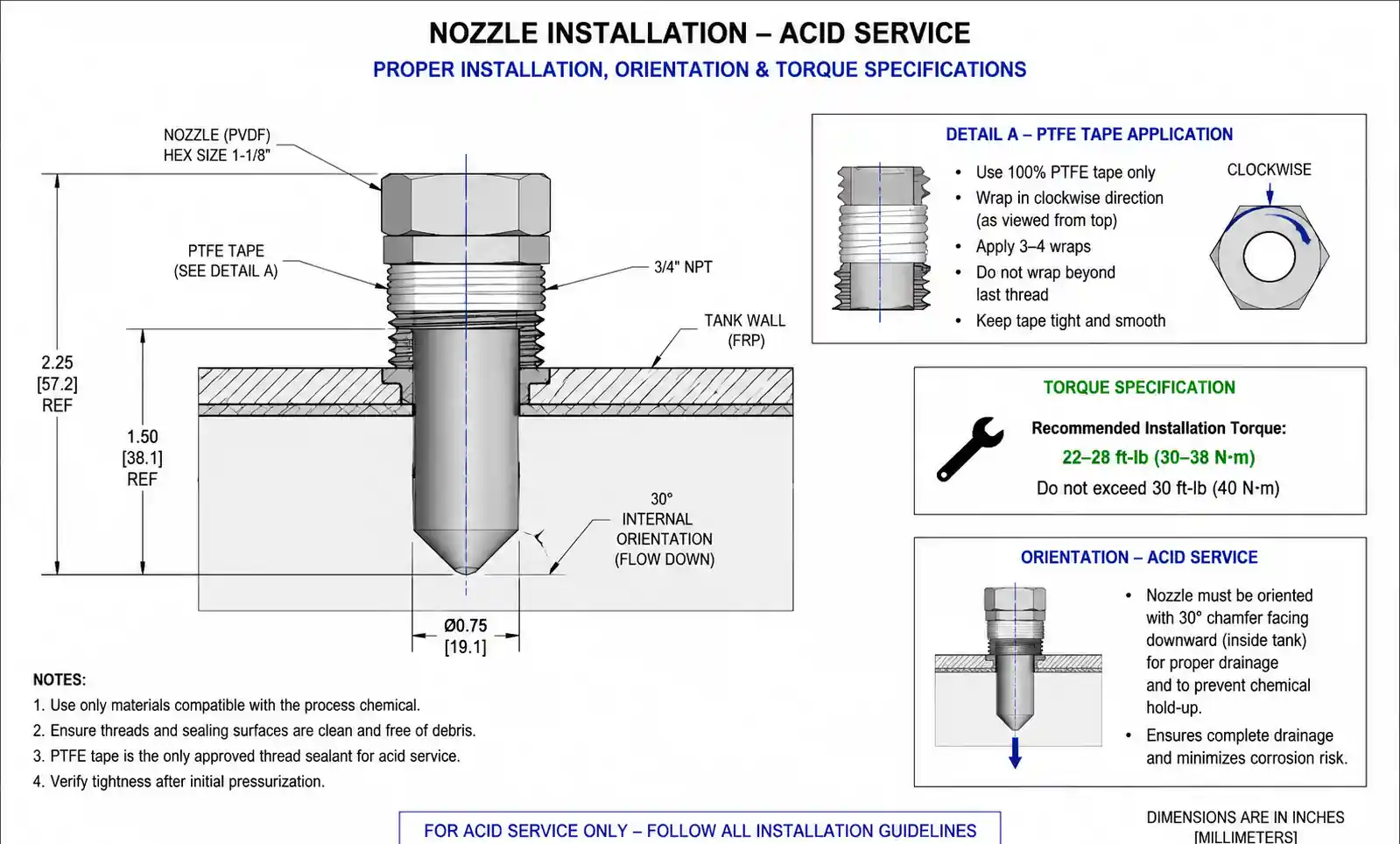
正確安裝能大幅延長噴嘴的使用壽命,無論材料為何。螺紋密封劑的選擇至關重要;請只使用符合酸性服務標準的PTFE膠帶或導膏,因為一般密封劑可能會劣化並導致漏水。沿著螺紋旋轉方向纏繞3至4圈PTFE膠帶。絕對不要在酸性環境中使用矽基密封劑。安裝扭力應符合製造商規格,1/4吋NPT連接通常為15–25英尺磅。過度緊固可能會使陶瓷襯裡噴嘴破裂或變形孔口承載面;欠緊固則能讓酸滲入螺紋。
噴嘴的方向在酸性環境中很重要。盡可能安裝孔口朝下的噴嘴,以防止停機期間內腔酸積聚。閒置期間滯留在噴嘴體內的酸性物質會加速腐蝕。若無法避免噴嘴朝上,請在每次停機前實施水沖洗程序。流形材料相容性至關重要;確保歧管材料與噴嘴材料相等或更好,因為當不同金屬接觸酸性電解質時,可能會發生電鍍腐蝕。必要時用PTFE墊圈隔離異質金屬。
7.2 預防性維護與監控
建立流量測試計畫,以便在災難性故障發生前捕捉性能下降。我們建議316SS噴嘴在酸性服務中每季進行一次流量測試,高級合金則每半年進行一次測試。使用校正過的流量計,配合你的操作壓力;記錄流量並計算基線變化百分比。當流量比標稱值增加12–15%時,噴嘴噴嘴會因噴霧圖案均勻性超過此閾值而惡化。目視檢查應檢查外部腐蝕,特別是螺紋根部應力腐蝕裂紋的開始處,噴霧圖案均勻性,使用水敏感紙張或直接觀察,外部表面有沉積物或結垢,以及空蝕損害跡象(孔口出口處有坑洞表面)。
為間歇性運作系統實施沖洗協定。長時間閒置時,酸液與噴嘴接觸,造成的損害比持續運作相同濃度更嚴重。在關機超過4小時前,用去離子水沖洗至少5分鐘。對於混合酸系統,先用弱鹼性沖洗(1–2%碳酸鈉溶液)再用水沖洗,能提供更好的保護,但必須嚴格控制以避免噴嘴體中出現水垢沉澱。
7.3 常見安裝錯誤 避免
根據我們的現場服務經驗,三種安裝錯誤佔了噴嘴過早故障的60%。在超過設計額定值的壓力下安裝噴嘴,會加速侵蝕與腐蝕,因為較高速度會增加腐蝕表面的質量傳遞速率。如果你需要更高流量,請選擇較大的孔口噴嘴,而不是過度加壓較小的孔口。在同一歧管中使用混合材料,且不加電隔離,會產生加速較不珍貴材料腐蝕的電化學電池。如果必須混合316SS和鈦合金噴嘴,請分別分別用進氣歧管或使用PTFE隔熱套管。最後,若在指定材料前未驗證酸度濃度與溫度,會導致快速失效;不要依賴名義上的製程規格。在最終材料選擇前,請使用pH計和溫度計測量實際暴露條件。
我們遇到的一個特別昂貴的錯誤,涉及一家工廠根據標稱15%硫酸濃度來指定AL-6XN噴嘴。規範者不知道的是,實際浴液濃度因酸添加控制不一致而漂移至22–25%。即使是高級的AL-6XN材料,在高濃度下也會迅速劣化,需每8個月更換一次,而非預期的18個月。在實施更佳濃度控制並在最高暴露區升級為合金20後,服役壽命提升至20+個月。
8.常見問題:常見材料選擇問題
Q:我可以只升級最暴露的噴嘴,然後把316SS放在別處以降低成本嗎?
是的,這通常是最具成本效益的方式。找出20–30%酸性暴露最高的噴嘴(通常最接近酸浴或直接濺水區),並升級為高級材料。剩餘的低曝光區噴嘴可使用 316SS 或 316L。這種「分層材料」策略可降低升級成本50–65%,同時回收75–85%的可靠性提升。記錄每個噴嘴位置、使用哪些材料用於未來維護。
Q:我怎麼知道什麼時候該更換噴嘴——我應該等到明顯故障時才換,還是用流量測試?
一定要使用流量測試,而不是等到明顯的故障。腐蝕導致孔口逐漸擴大,會增加流量並降低噴霧圖案的均勻性,遠在災難性破壞發生前就已降低。我們建議當流量比基準線增加12–15%時更換,因為冷卻或清潔效果超過此點後便開始下降。標準不鏽鋼噴嘴的季度流量測試及高級合金的半年測試,提供充足的監控且不需過高人工成本。
Q:在不鏽鋼生產中,有沒有一種通用的「最佳」材料適用於所有酸?
不。Hastelloy C-276 提供最廣泛的酸相容性,但價格比 316SS 高出 8–10 ×,因此不適合大型安裝。最佳材料取決於特定的酸種類、濃度、溫度及經濟因素。對於硫酸醃製(最常見的),AL-6XN 或 904L 提供最佳的性能與成本比。對於混合硝酸-氫氟系統,優先使用鈦二級。一定要把材料配對到你的具體條件,而不是只說「最好的材料」。
Q:噴嘴設計(全錐形與平扇)會影響腐蝕速率嗎?
是的,但這種效果通常是次要的,因為物質選擇。具有內部循環區或停滯區域的設計,在停機期間會累積酸性並加速腐蝕。具有簡單內部幾何結構的全錐形與空心錐形噴嘴,在腐蝕性使用中通常優於複雜的空氣霧化設計。扁平的橢圓形孔扇噴嘴在速度最高的窄端可能會產生優先腐蝕。若可能,選擇簡單的內部幾何結構,且酸性服務時沒有死區。
Q:我應該指定陶瓷或碳化物內襯片以延長壽命?
陶瓷與硬質合金嵌件在磨蝕應用上表現優異,但在純酸腐蝕方面效益有限。像碳化矽和氧化鋁這類陶瓷對大多數酸具有化學惰性,但包覆刀片的金屬本體仍會腐蝕,最終導致刀片鬆脫或噴嘴完全失效。碳化物嵌件(通常是鎢合金)具有優異的耐磨性,但鈷結合劑在酸性環境中容易腐蝕。主要在同時存在酸性與磨蝕性顆粒時,使用陶瓷/碳化物內襯片;純酸腐蝕時,應選擇合適的金屬合金。
Q:塗層方面呢——我可以塗覆316SS噴嘴,而不是升級材料嗎?
抗酸塗層如PTFE、陶瓷或無電鎳鍍層在噴嘴應用中成效有限。高速流經小孔口及壓力循環,導致塗層在數週至數月內分層。此外,任何塗層缺陷或損壞都會形成局部腐蝕細胞,加速基材的攻擊。我們不建議塗層取代酸性服務中正確選擇的材料。唯一例外是針對特定非潮濕應用的無電鎳-聚四氟乙烯複合塗層,但這些仍需相容的基材。
9.結論與下一步
在酸性不鏽鋼生產中選擇適合冷卻噴嘴的材料,對成本和運作時間都非常重要。當然,像 AL-6XN、Alloy 20 或 Hastelloy C-276 這類合金,價格可能比普通 316SS 貴 3–10 ×,但以總擁有成本來看——更換次數少、停機時間更少——通常能節省 60-80%。關鍵不是盲目接受你所知道的;這是為了讓合金與你的酸性、濃度和溫度相匹配。
我們的標準做法很簡單:
- 取得環境的真實數據——酸度濃度、溫度、污染物、壓力。
- 利用決策矩陣(見第5節)選擇候選人,但優先考量終身成本,而非購買價格。
- 使用15至25個噴嘴的導火器,每季檢查流量以確認預期壽命。對於新建或改裝,請向供應商索取針對你狀況的腐蝕數據——通用表格只是起點。也可以考慮分層:在20-30%噴嘴中最嚴重的部分使用高級合金,其他部位則使用標準材料。這樣在成本和可靠性之間取得很好的平衡。
有特定的應用目標嗎?請將您的流程細節寄送給我們,我們將根據實驗室測試與實務經驗,為您提供量身訂做的材料建議。