





如何選擇適合刷洗器的噴嘴
目錄
- [導言:為何滑槽噴嘴選擇重要](#introduction)
- [刷洗性能的臨界噴灑參數](#critical 參數)
- [噴嘴類型比較:空心錐、螺旋與全錐形](#nozzle 型)
- [材料選擇與磨損成本分析](#material 選擇)
- [洗滌器專用選擇指引](#scrubber-指引)
- [常見安裝與維護錯誤](#common-錯誤)
- [採購與供應考量](#sourcing)
- [常見問題](#faq)
- [結論與下一步行動](#conclusion)
1.簡介:為什麼刷子噴嘴選擇很重要
在濕式洗滌系統中——無論是用於煙氣脫硫、顆粒去除或化學蒸氣吸收——噴霧噴嘴不僅僅是一個組件;它是液相與氣相之間的主要介面。選用不當的噴嘴可能會降低氣液接觸效率30–50%,導致排放違規、液體循環成本增加及設備加速磨損。
根據我們在化工廠及發電廠現場調試文丘里洗滌器與填充床吸收器的經驗,我們發現三個反覆出現的問題:未接觸氣流前蒸發的液滴過小、未達足夠表面積的液滴漏落,以及磨料漿液服務中噴嘴快速侵蝕,數週內噴灑模式即改變。本指南直接探討這些問題,說明工程參數、噴嘴類型權衡及材料選擇邏輯,這些都決定了長期的洗滌性能。
你將學到什麼:
- 液滴大小分布如何影響質量傳遞效率
- 如何計算噴嘴數量與間距以達到均勻氣體覆蓋
- 哪些噴嘴類型適合文丘里、噴射塔及填充床洗滌器
- 用於腐蝕及磨蝕用途的材料選擇
- 如何偵測及防止噴嘴過早失效
2.刷子性能的關鍵噴霧參數
2.1 液滴大小與切斷平均直徑(SMD)
洗滌效率的關鍵在於最大化氣液界面面積。較小的液滴每單位體積提供更多表面積,但蒸發速度更快,且更容易被洗滌器帶走。對於大多數文丘里與噴霧塔應用,我們的目標標準是 Sauter 平均直徑(SMD 或 D₃₂)範圍在 200–800 微米之間。
- 細小液滴(200–400微米): 高表面積,理想於化學吸收(SO₂、HCl、NH₃)。除非液體流量足夠,否則在高溫氣體流中蒸發的風險高於150°C。
- 中等液滴(400–600微米): 顆粒清洗性能平衡,適度氣體冷卻。同步風險較低。
- 粗顆粒(600–1000微米): 表面積較小,但在高速氣體流中穿透性較佳。適合文丘里洗滌器,因為湍流有助於分解。
在一次煙氣脫硫改造中,將1000微米液滴(低壓全錐形噴嘴)改為400微米液滴(高壓空錐形),使SO₂去除效率從82%提升至94%,使廠方能在不增加洗滌階段的情況下達到法規限制。
2.2 流量與壓力關係
噴嘴流量遵循平方根定律:
Q = K × √P
其中:
- Q = 流量(GPM 或 L/min)
- K = 噴嘴流量係數(依孔口大小與設計而定)
- P = 壓力(PSI 或 bar)
這表示加倍壓力只會增加流量1.41×,而非2×。一個常見錯誤是以為你可以直接「加大壓力」來補償噴嘴尺寸不足。實際上,你會遇到報酬遞減,泵浦的能量成本會隨壓力線性成長,而流量改善則是次線性的。
例如,一個額定為10 GPM且壓力為40 PSI的空心錐形噴嘴,在80 PSI時可提供約14.1 GPM,而非20 GPM。如果你的刷子每個噴嘴需要20 GPM,你需要更大的孔口或更多噴嘴,而不只是壓力增加。
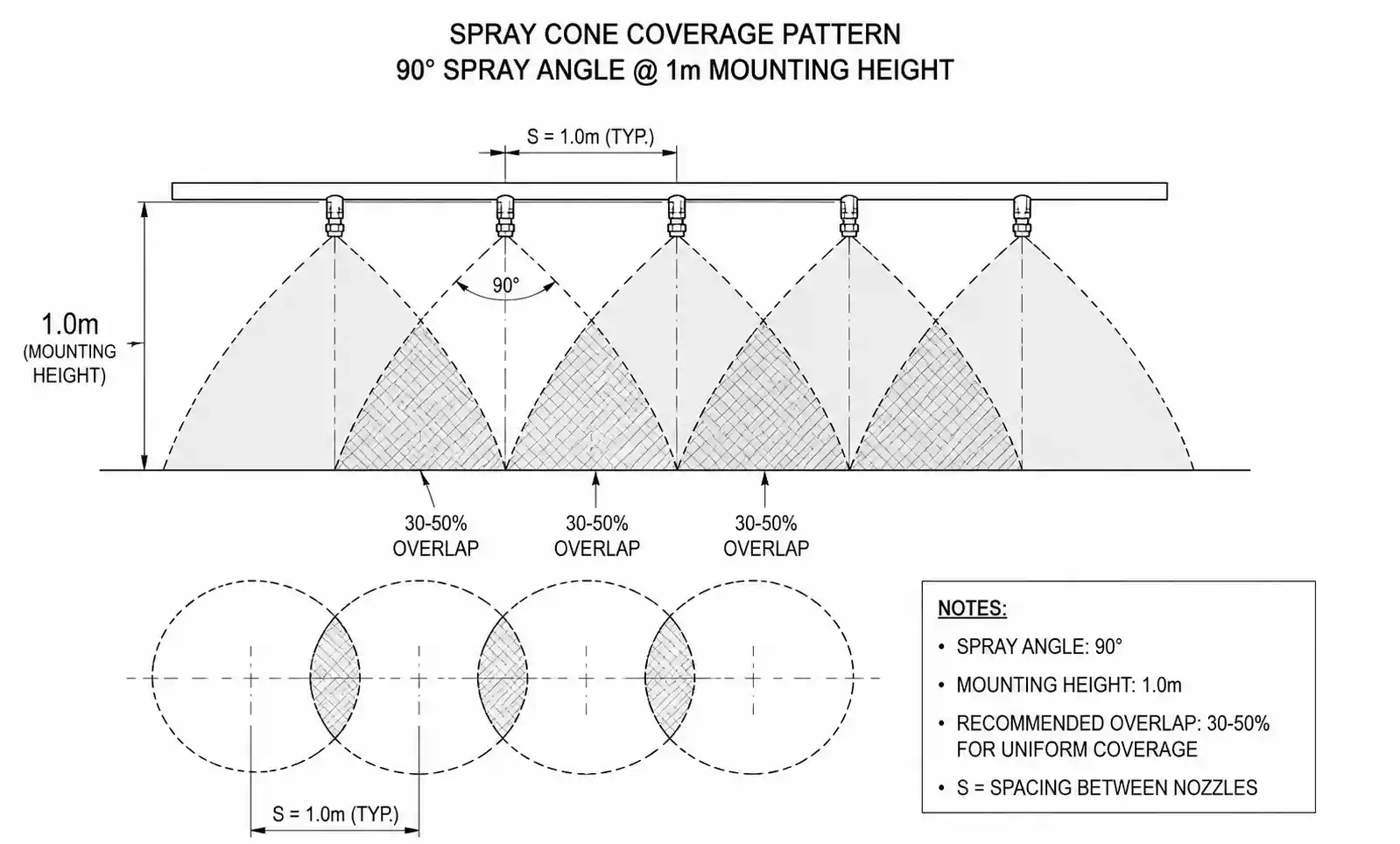
2.3 噴霧角度與覆蓋均勻性
噴霧角度決定了你需要多少個噴嘴,才能達到洗滌管或腔室的全面橫截面覆蓋。典型的洗滌噴嘴可提供60°至120°的噴霧角度。
重疊計算: 為避免乾燥斑點,相鄰噴射錐應至少重疊30–50%。對於噴嘴噴射角度為90°,安裝於目標面上方的高度H,噴霧直徑D約為:
D = 2 × H × tan(45°) = 2H
如果你的洗滌管寬2公尺,噴嘴安裝在氣體流上方1公尺處,每個90°噴嘴大約覆蓋一個直徑約2公尺的圓圈。為了達到均勻覆蓋,噴嘴間距應為1.3至1.5公尺(允許30至50%的重疊)。
2.4 液氣比(L/G)
這是洗滌器設計的主參數,通常以每立方米氣體的液體公升數(L/m³)或每千立方英尺加侖(gal/1000 ft³)來表示。常見範圍:
- 顆粒洗滌劑: 0.5–2.0 L/m³
- 氣體吸收率(SO₂,HCl): 2.0–10 L/m³
- 文丘里洗滌器: 0.5–1.5 L/m³(高速補償較低的 L/G)
一旦知道所需的L/G比和氣體流量,就可以計算總液體流量,再除以噴嘴數量及其各流量容量。
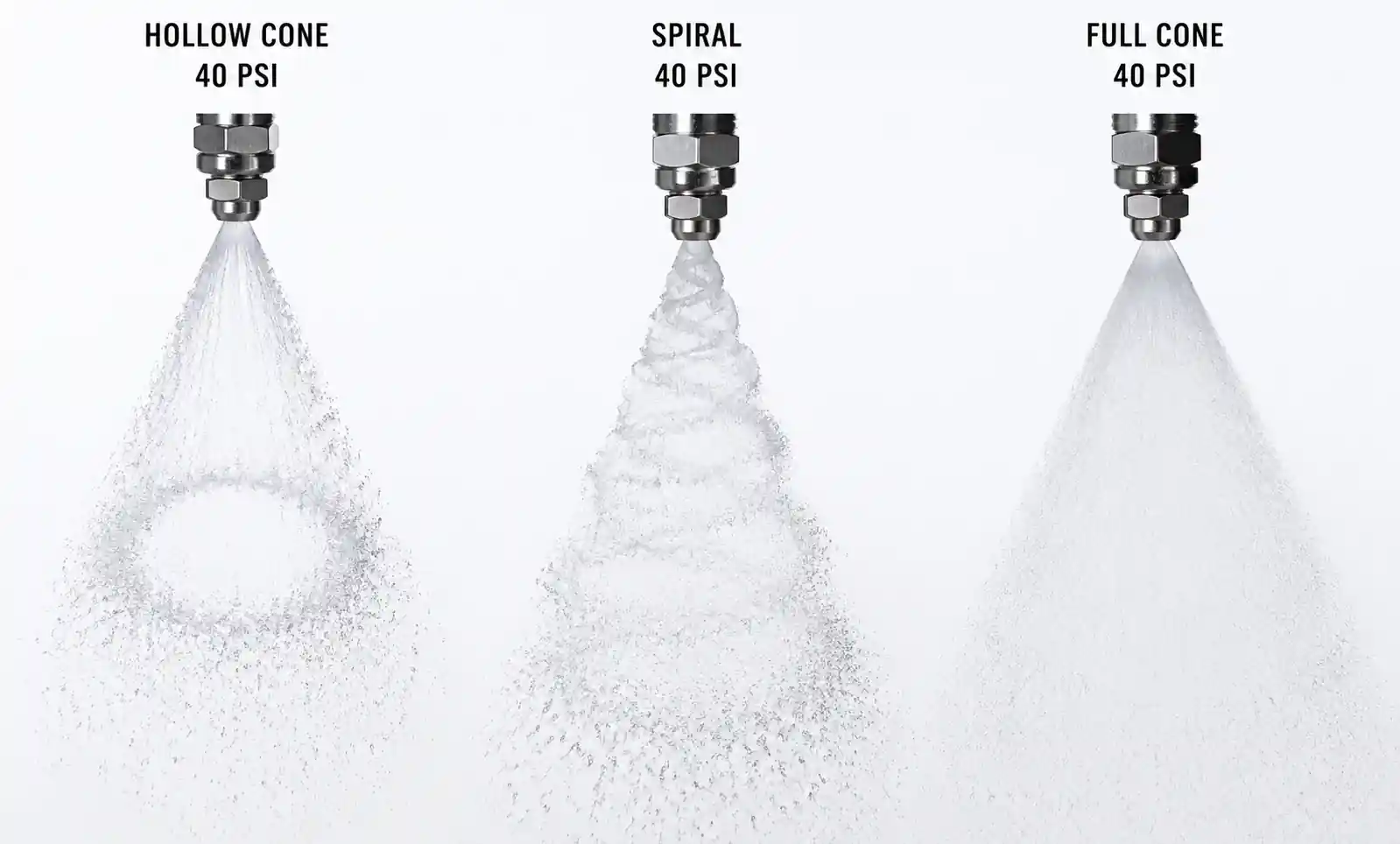
3.噴嘴類型比較:空心錐形、螺旋形與全錐形
並非所有噴霧模式都適合刷洗服務。以下是基於不同洗滌器配置的現場表現比較。
| 噴嘴類型 | 噴霧圖案 | 液滴尺寸範圍(SMD) | 衝擊力 | 阻擋抵抗 | 最佳應用 |
|---|---|---|---|---|---|
| 空心錐 | 薄錐形板 | 200–600微米 | 中等 | 低(小孔) | 氣體吸收、冷卻塔、文丘里洗滌器 |
| 螺旋(旁白) | 帶漩渦的實心錐形 | 400–1200微米 | 高 | 高(大型自由通道) | 高固體漿液洗滌,大顆粒 |
| 全錐形均勻分布 | 300–800微米 | 中高 | 中等 | 填充床洗滌器,甚至液體分配 | |
| 空氣霧化 | 非常細緻的霧氣 | 50–200微米 | 低 | 非常低 | 化學吸收(HCl,NH₃),需要壓縮空氣 |
3.1 空心錐形噴嘴
這些會產生薄薄的液狀片,分解成細小的液滴,最大化表面積。在用於吸收SO₂的噴霧塔中,運作於30–60 PSI的空心錐形噴嘴通常能以優良的氣體接觸力提供300–500微米的液滴。然而,若循環液體含有石膏結晶或飛灰,這些小孔口(通常為3–8毫米)容易堵塞。我們建議使用50–100網的線上濾網,並定期反沖洗。
根據我們的數據,6毫米空心錐形噴嘴在石灰石漿液(15%固體)中,若過濾不足,500至800小時內流量可測量下降。症狀並非完全阻塞,而是噴霧角度逐漸變窄,導致洗滌器出現死區。
3.2 螺旋噴嘴
螺旋噴嘴利用切向進氣口產生旋轉流,產生具有更大且較均勻液滴的實心錐體。其主要優點是較大的自由通道直徑——通常為12–25毫米——使其在高固體環境中極具抗阻塞性。
在處理燃燒煙氣、負載10 g/Nm³顆粒的文丘里洗滌器中,我們將空心錐形噴嘴更換為螺旋噴嘴,並將維護間隔從2週延長至12週。取捨是液滴從400微米轉向800微米,這是可接受的,因為文丘里喉嚨的高氣體速度會產生額外的湍流和液滴破碎。
3.3 全錐形噴嘴
全錐形噴嘴均勻分布液體於整個噴霧錐,與中空錐體在邊緣集中液體不同。這使得它們非常適合填充床洗滌器,因為液態均勻分布在包裝材料上至關重要。分布不均會導致通道形成,降低有效包裝高度及刷洗效率。
我們通常在逆流填料塔中使用全錐形噴嘴以吸收鹽酸,安裝於填料上方0.3–0.5公尺處,噴射角度為80–100°,以確保填料表面完全濕潤。
3.4 空氣霧化噴嘴
這些噴嘴利用壓縮空氣將液體打碎成超細小的液滴(50–200微米),提供最大表面積。它們在氣相質量傳遞阻力有限的化學吸收方面有效,但會增加壓縮空氣成本,且對懸浮固體極為敏感。
我們已在半導體晶圓廠的氨水洗滌器中部署空氣霧化噴嘴,這些廠區用水量低(總耗水量為5–10 GPM),液體為不含固體的離離水。對於處理漿液或循環過程水的工業洗滌器,空氣霧化噴嘴通常不實用。
4.材料選擇與磨損成本分析
刷子維修具有獨特要求:噴嘴會面對腐蝕性液體(酸性、鹼性或氯化物豐富)、磨料固體(飛灰、石膏、石灰)及高溫。材料選擇直接影響維護成本與系統運作時間。
| 材料 | 硬度(HV) | 相對磨損壽命 | 成本乘數 | 耐腐蝕性 | 最佳使用情境 |
|---|---|---|---|---|---|
| 316 不鏽鋼 | 180–220 | 1×(基線) | 1× | 良好(pH 4–10) | 乾淨的液體,低磨損 |
| 硬化17-4 PH SS | 350–400 | 3–4× | 2× | 太好了 | 中度磨損,酸性服務 |
| 碳化矽(SiC) | 2500–3000 | 10–15× | 8–12× | 優秀(非HF) | 高磨損(漿料)、長時間維修間隔 |
| 氧化鋁陶瓷(Al₂O₃) | 1500–1800 | 6–8× | 5–7× | 太好了 | 磨料性、低衝擊載荷 |
| 碳化鎢 | 1500–2000 | 8–12× | 10–15× | 良好(非強酸) | 極端磨損,高壓 |
| PTFE / PFA | 50–60 | 不適用(僅限化學物質) | 2–3× | 優秀(所有pH值) | 高度腐蝕,無磨損 |
4.1 經濟比較:不鏽鋼與碳化矽
讓我們來比較一台擁有20個噴嘴的石灰石泥漿刷的實際成本。
情境:
- 噴嘴流量:15 GPM,壓力 40 PSI
- 漿料:20%石灰石,pH 5.5,50°C
- 運作時數:每年8000小時
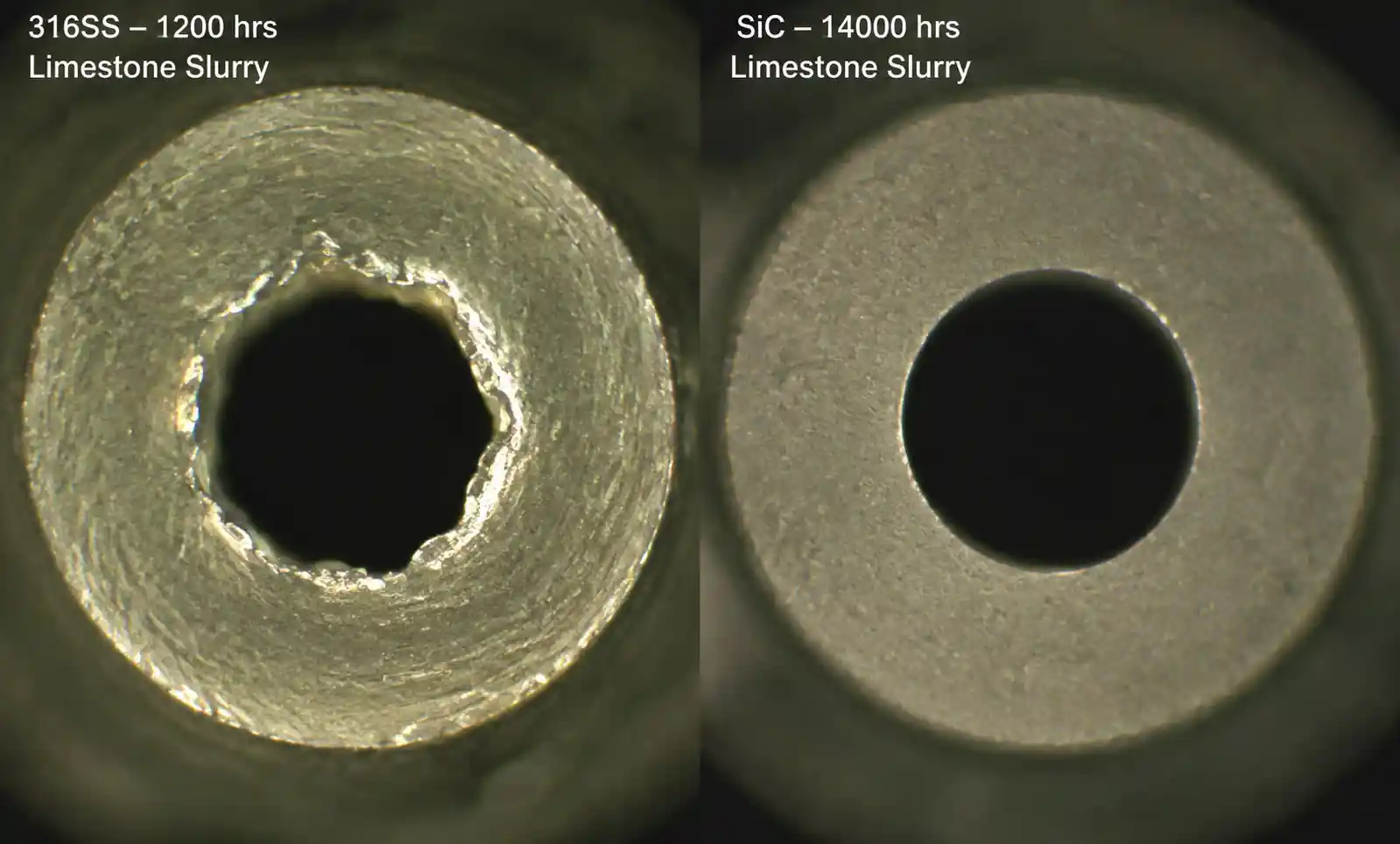
選項A:316不鏽鋼
- 噴嘴成本:每件45美元×20 = 900美元
- 本服務觀察到的磨損壽命:1200小時(噴霧角度變窄,流量下降15%)
- 每年更換次數:8000 / 1200 次≈6.7週期
- 年噴嘴成本:900 美元 × 6.7 = 6,030 美元
- 更換人工(每循環4小時,75美元/小時):75美元×4×6.7 = 2,010美元
- 總年費用:$8,040
選項B:碳化矽
- 噴嘴成本:每件480美元×20 = 9,600美元
- 觀察磨損壽命:14,000小時
- 每年更換次數:8000 / 14,000 次≈0.57循環
- 年噴嘴成本:9,600 美元 × 0.57 = 5,472 美元
- 替代勞動力:75美元×4×0.57 = 171美元
- 總年費用:$5,643
結論: 儘管單價高出10×,碳化矽每年仍節省2,400美元,主要透過減少停機時間與人力。回收期不到一個維護週期。
4.2 腐蝕考量
材料硬度並非唯一因素。在煙氣脫硫(FGD)洗滌器中,循環液體呈酸性(pH 4–6),含有氯化物。我們觀察到高氯化物FGD使用中碳化鎢噴嘴加速腐蝕,點蝕失效需6,000小時——與硬化不鏽鋼相當。碳化矽和氧化鋁陶瓷表現更佳,15,000小時後無可測量的腐蝕。
對於高度酸性(pH < 3)或強鹼(pH > 12)的服務,則需要採用 PTFE 內襯噴嘴或全 PFA 結構,前提是這些材料不具備耐磨性。
5.專屬洗滌器選擇指引
5.1 文圖里洗手
文丘里洗滌器透過高氣體速度(喉部60–120公尺/秒)達到高效率,透過剪切力將液滴霧化。噴嘴選擇對液滴大小影響較小——速度是主要功夫——但阻擋力至關重要。
推薦噴嘴:
- 螺旋噴嘴,自由通道為12–20毫米
- 操作壓力:20–50 PSI(較低壓力可接受,因為文丘里破裂為主導)
- 材料:用於磨料顆粒的碳化矽或硬化不鏽鋼
常見錯誤: 在文丘里維修中使用空心錐形噴嘴。高速氣體會使薄噴霧片偏轉,導致液體分布不均及文丘里喉部襯墊的侵蝕。
5.2 噴霧塔刷刷
在噴霧塔中,噴嘴必須產生細小的水滴,並均勻覆蓋整個塔的截面。沒有高速氣體流動來協助液滴破裂,因此噴嘴性能至關重要。
推薦噴嘴:
- 用於氣體吸收的空心錐形噴嘴(SO₂,HCl)
- 操作壓力:40–80 PSI,液滴 300–500 微米
- 噴霧角度:90–120°,確保良好覆蓋
- L/G 比率:典型 5–10 L/m³
設計小技巧: 將噴嘴安裝在多組水平排(2–4層),垂直間距1–2公尺。這增加了居住時間,並在其中一方銀行部分堵塞時提供備援。
5.3 床鋪與托盤刷
填充床洗滌器依賴液體流動,透過結構化或隨機填料來最大化氣液接觸。噴嘴的作用是液體分布,而非直接接觸氣體。
推薦噴嘴:
- 全錐形噴嘴以均勻分布
- 操作壓力:10–30 PSI(低壓可接受,均勻性為關鍵)
- 噴霧角度:80–100°
- 在包裝上方0.3–0.5公尺處安裝,確保覆蓋率100%,重疊50%
常見錯誤: 噴嘴數量規格不足。噴嘴不足會導致填料中出現乾燥斑點,減少有效表面積。我們建議結構化填料每0.3–0.5平方公尺的填料截面使用一個噴嘴,隨機填料則建議每0.5–0.8平方公尺使用一個噴嘴。
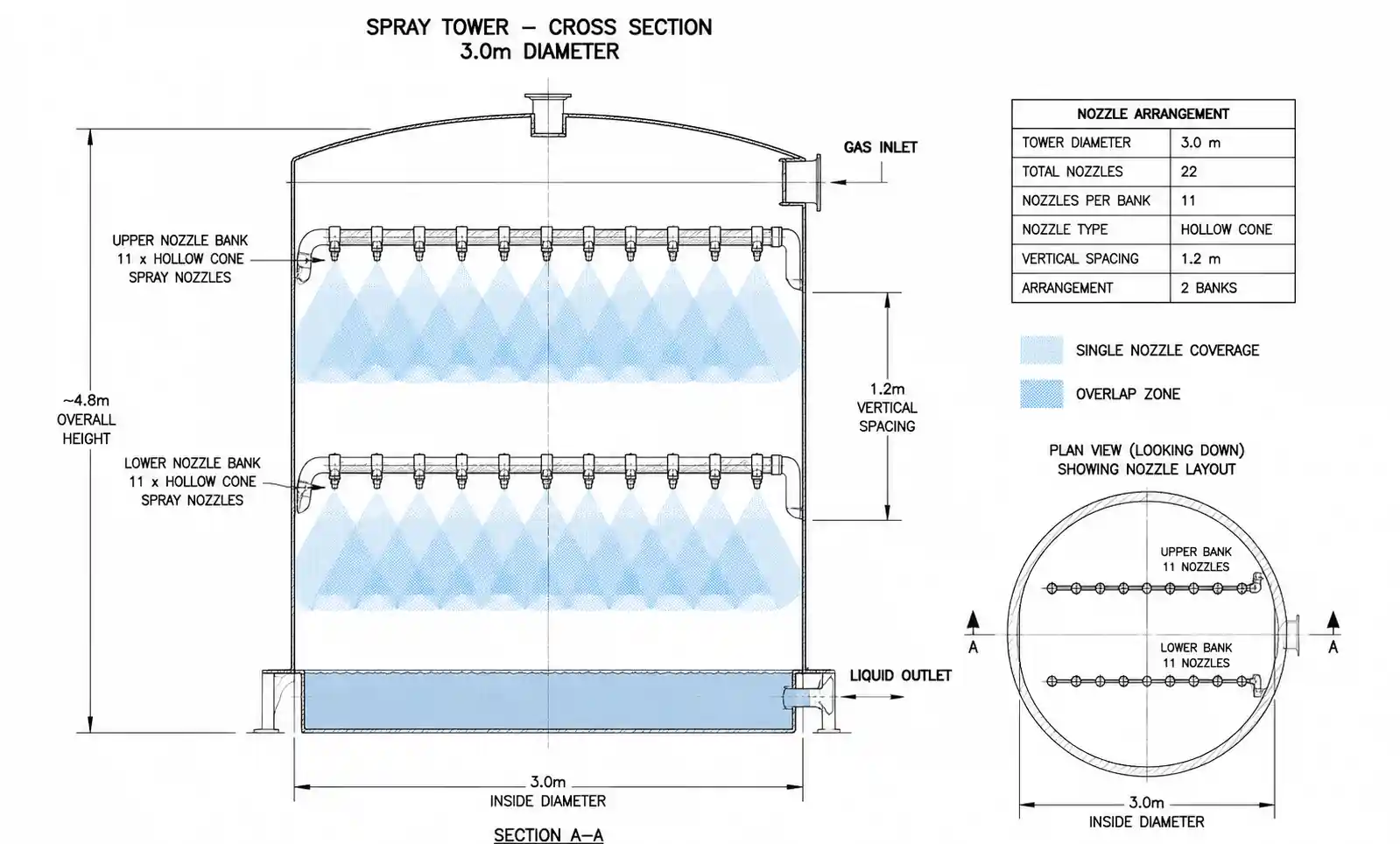
5.4 範例:噴霧塔噴嘴選擇
已給予:
- 洗滌器直徑:3 公尺
- 氣體流量:10,000立方公尺/小時
- 目標L/G比:6 L/m³
- 必要去除 SO₂:90%
步驟1:計算總液體流量 總液體流量 = 10,000立方公尺/小時 × 6公升/立方公尺 = 60,000公升/小時 = 1,000公升/分鐘 ≈264 加人馬/分鐘
步驟2:選擇噴嘴類型與操作壓力 細小水滴應選擇中空錐形噴嘴。在50 PSI壓力下,典型的空心錐形噴嘴可產生300–400微米的SMD。
步驟3:確定噴嘴數量 選擇額定為12 GPM、50 PSI的噴嘴型號(請參考製造商資料表)。 噴嘴數量 = 264 GPM / 12 GPM = 22 噴嘴
步驟4:檢查覆蓋範圍 噴射角度為90°,噴嘴安裝於氣體入口面上方1.5公尺處: 噴霧直徑D = 2 × 1.5公尺×棕褐(45°)= 3公尺
刷子橫截面積 = π × (3 公尺 / 2)² = 7.07 平方公尺 每噴嘴面積(重疊50%)≈0.35平方米 覆蓋所需噴嘴 = 7.07 / 0.35 ≈ 20 個噴嘴
結論: 使用22個中空錐形噴嘴(提供輕微的積垢容量),呈圓形排列。安裝於兩組各11個噴嘴,垂直間距1.2公尺以增加停留時間。
6.常見安裝與維護錯誤
6.1 噴嘴方向錯誤
噴嘴安裝角度錯誤會導致噴霧圖案變形及牆壁碰撞。對於垂直塔內向下噴射的噴嘴,請確保噴嘴軸線真正垂直——即使傾斜10°,3公尺距離也會使噴霧模式偏移0.5公尺,形成乾燥區。
在一家化工廠,我們診斷出噴嘴隨時間鬆動,並因振動旋轉15–20°,導致刷洗效能不佳。重新扭緊並加裝鎖墊圈立即解決問題,拆除效率從78%提升至91%,且未作其他改變。
6.2 過濾不足
洗滌式循環迴路必須在噴嘴上游具備足夠的過濾。我們建議:
- 空心錐形噴嘴(3–8毫米孔徑): 50–100網篩或自動反沖過濾器
- 螺旋噴嘴(12–25 mm 通道): 10–20 網狀濾網足夠
案例研究: 燃煤電廠的文丘里洗滌器最初沒有線上過濾系統。空心錐形噴嘴在3至4天內堵塞,需每週停機清潔。安裝自動反沖過濾器(100 網目)後,噴嘴壽命延長至 6–8 週,意外停機時間減少 85%。
6.3 忽略磨損監測
噴嘴磨損是漸進且隱蔽的。流量可能會下降10–20%,之後肉眼檢查會發現孔口擴大。當噴射角度明顯變窄時,效率已經大幅下降。
最佳實務: 建立流量監控計畫。每季測量並記錄每個噴嘴或歧管的流量。當流量下降10%或噴射角度縮小15%時,請更換噴嘴。不要等到完全失敗。
對於關鍵洗滌器,我們在每個噴嘴頭段安裝差壓變送器。ΔP 下降 15% 表示磨損,會自動觸發維修工單。
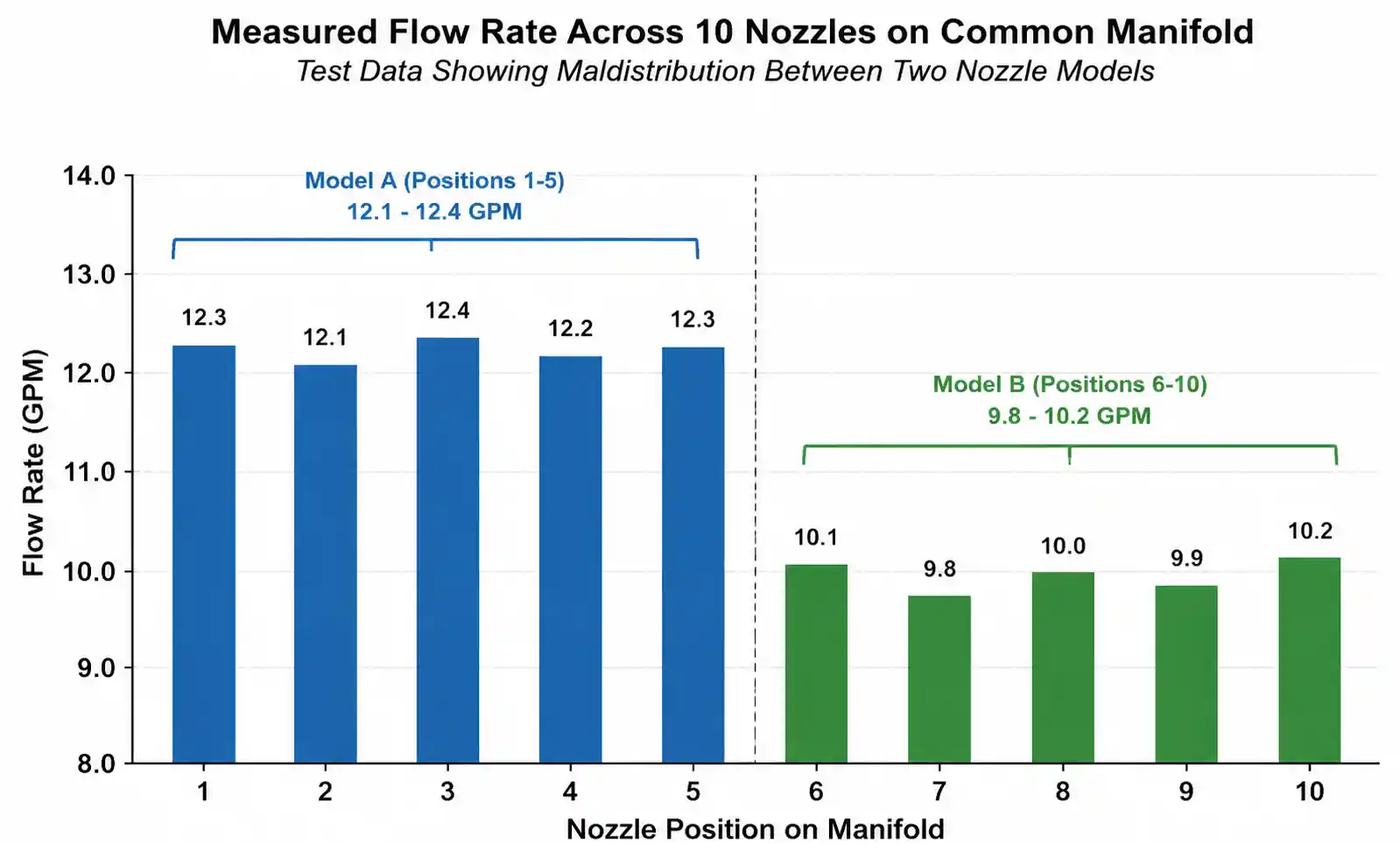
6.4 噴嘴類型或型號的混合
在同一歧管上使用不同噴嘴模型會造成流量分布不均。如果一個噴嘴的壓降較低,會搶走其他噴嘴的流量。在共用的排氣頭上,務必使用相同的噴嘴(型號、孔徑及磨損狀態)。
7.採購與供應考量
7.1 原廠與改裝噴嘴
原廠(OEM)噴嘴通常比改裝產品貴30–50%,但提供更完善的文件、品質一致及經過測試的性能數據。
何時使用原廠設備:
- 初期安裝或重大改裝
- 效能關鍵應用(法規遵循)
- 當你需要經過認證的噴霧模式資料及液滴大小分布時
當改裝市場可接受時:
- 在特性良好系統上的例行更換
- 以成本為導向的大批量採購
- 性能裕度較大的非臨界洗滌器
關鍵要求: 市售噴嘴必須提供流量與壓力、噴霧角度及液滴大小分布的測試數據。避免只提供尺寸圖的供應商。
7.2 交貨時間與庫存策略
標準不鏽鋼噴嘴通常提供1至2週的交貨時間。特殊材料(碳化矽、碳化鎢)可能有8至12週的交貨期,尤其是針對客製化螺紋尺寸或流量而言。
推薦物品欄:
- 保留20–30%的安裝噴嘴數量作為不鏽鋼噴嘴的備用零件
- 陶瓷噴嘴備有50–100%備用(交期長且易脆)
- 將噴嘴存放於乾淨乾燥的環境;安裝前檢查孔口
7.3 執行緒標準與互換性
大多數工業用洗滌噴嘴使用標準管螺紋:1/4“ NPT、3/8” NPT、1/2“ NPT 或 3/4” NPT。歐洲設備可能使用 BSP 執行緒。訂購前請確認螺紋類型。
若要從一種噴嘴類型升級到另一種(例如從空心錐形到螺旋型),請確認新噴嘴的螺紋連接和噴霧方向是否相同。有些噴嘴採用公螺紋,有些則為母螺紋;有些噴霧會與螺紋軸線成一線,有些則是90°。
8.常見問題
Q1:我怎麼知道我的噴嘴是否磨損了?
答:在固定壓力下測量流量,並與基準或製造商數據比較。10–15%的下降表示磨損顯著。視覺徵兆包括孔口擴大、噴霧模式不對稱或噴霧角度變窄。對於陶瓷噴嘴,檢查是否有缺口或裂紋。
Q2:我能只透過增加噴嘴壓力來提升刷子效率嗎?
答:只有在某個程度上。流量增加為壓力的平方根,因此加倍壓力只能得到1.41×的流量。超過80–100 PSI,還可能增加噴嘴磨損、泵能成本增加,以及高速氣體流中噴霧偏轉的風險。如果你需要更多液體流量,可以加裝噴嘴或使用較大的孔口。
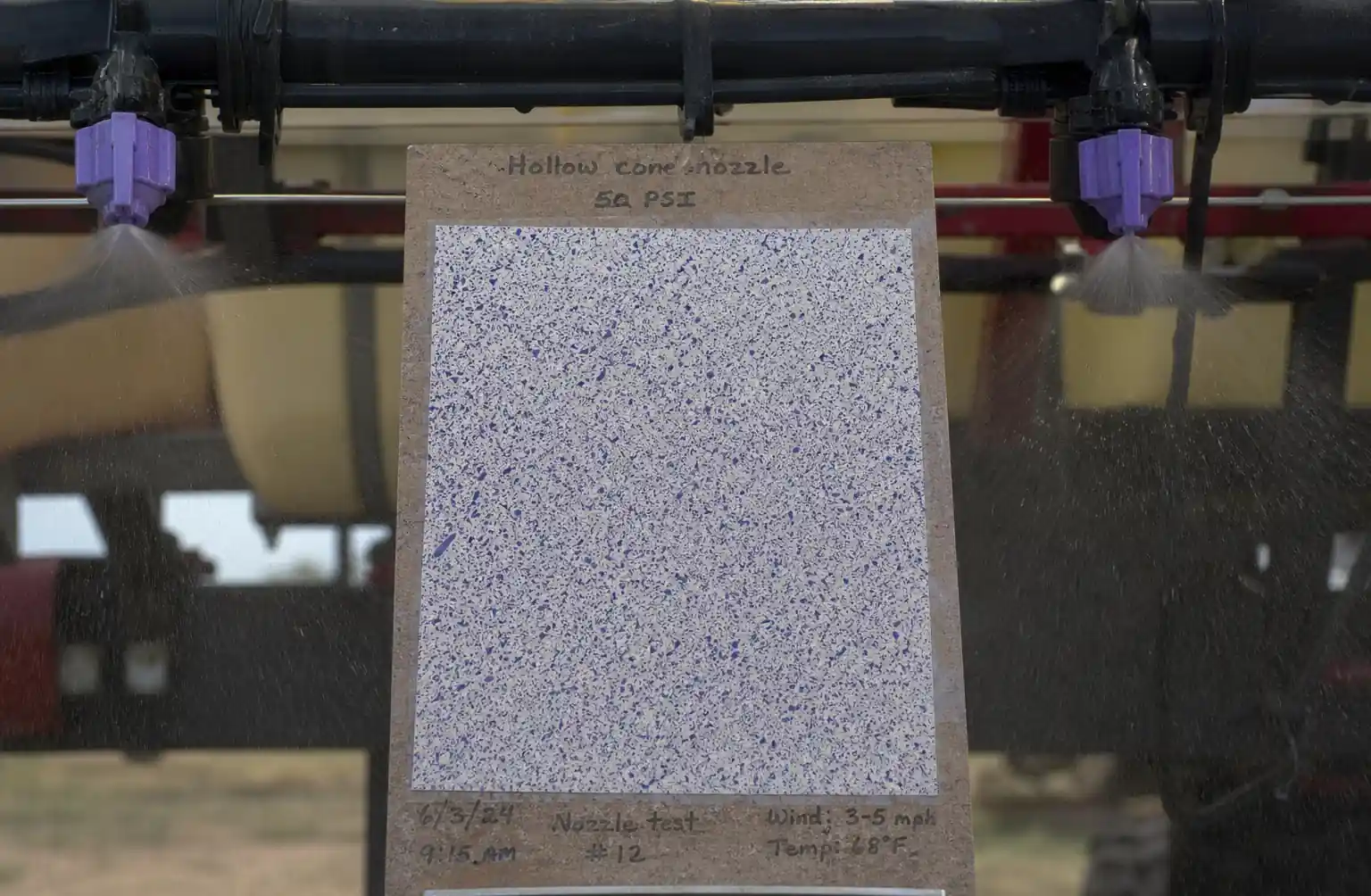
Q3:為什麼我的洗滌器效能在下降,儘管流量正常?
答:檢查噴霧模式。部分堵塞或磨損會改變噴霧角度或造成不對稱圖案,即使總流量正確,洗滌器內仍會留下乾燥區域。我們建議每季進行噴霧模式審核,使用水敏紙張或高速影像。
Q4:我應該用哪種噴嘴材料來做FGD洗滌器?
答:對於濕式石灰石FGD搭配石膏漿液(pH值5–6,固體15–25%),碳化矽是最具成本效益的長期選擇。它能抵抗磨損和酸性腐蝕。避免使用普通不鏽鋼;如果預算不允許,至少使用硬化的 17-4 pH 陶瓷。
Q5:刷子噴嘴應該多久更換一次?
答:這取決於材料和服務的嚴重程度。不鏽鋼在清水中保存1至2年。不鏽鋼漿液保存期:2–6個月。碳化矽漿液保存:2–3年。建立以狀況為基礎的替代計畫,使用流量監測而非固定間隔。
Q6:我可以在文丘里洗滌器中使用空氣霧化噴嘴嗎?
答:一般來說不會。空氣霧化噴嘴需要乾淨的液體(不含固體),而文丘里噴嘴的高氣體速度會干擾霧化空氣噴射流。文丘里洗滌器裡還是用液壓噴嘴(空心錐形或螺旋型)。
Q7:刷刷噴嘴的最佳噴霧角度是什麼?
答:噴霧塔和壓實床:80–120°,以達到良好覆蓋範圍且噴嘴數量合理。對於文丘里洗滌器:60–90° 即可,因為噴霧會注入狹窄的喉嚨。較寬的角度需要較低的安裝高度,才能達到相同的覆蓋直徑。
<a 名稱=「結論」>
9.結論
為你的洗滌器選擇合適的噴嘴是一個多變數優化問題,需要在液滴大小、流量容量、抗堵塞性、材料磨損壽命及成本之間取得平衡。我們最常見的錯誤包括噴嘴數量不足(導致覆蓋範圍不佳)、忽略材料選擇(導致快速磨損)、以及忽略維護監控(導致性能逐漸下降)。