





雷射噴嘴磨損測量如何最大化鋼廠投資報酬率
意外的磨機停機時間以及像軋製的表面缺陷(如軋製氧化皮)是任何冶金品管專家或廠長的終極噩夢。數十年來,鋼鐵製造業一直依賴被動且視覺驅動的方式來維護高壓除垢系統。維修工程師會拆下排氣頭,檢查噴嘴,猜測是否「足夠好」可以再進行一次。但事實是,當你用肉眼看到噴嘴磨損時,你已經在浪費泵能量、降低衝擊力和鋼材品質劣化上流失數千美元。
這時候,雷射測量噴嘴磨損就完全改變了遊戲規則。透過從主觀視覺檢查轉向數據驅動的3D雷射剖面測量,現代鋼鐵廠採用預測性維護策略,能在微觀侵蝕破壞獲利前捕捉其侵蝕。在這份全面指南中,我們將探討雷射測量技術的運作原理、為何它是監測除垢噴嘴劣化的優越選擇,以及如何利用這些數據來合理化維護預算並優化軋鋼廠作業。

目錄
- [理解雷射測量以促進噴嘴磨損:基礎知識](#1-理解雷射測量以促進噴嘴磨損基礎)
- [核心概念簡化版](#2-核心概念簡化版)
- [逐步指南:實施預測性維護除垢系統](#3-step-by-step-guide-implementing-predictive-maintenance-descaleing-systems)
- [專家建議與常見陷阱](#4-expert-tips--常見陷阱)
- 【結論與最後感想】(#5-結論--最後感想)
- [常見問題(FAQ)](#6-常見問答-常見問題)
1.了解雷射噴嘴磨損測量:基礎知識
在競爭激烈的鋼鐵製造業中,精密度不僅僅是個流行詞;它是獲利能力的基準。高壓除垢噴嘴在極端環境中運作,以超過200至400巴的壓力噴射水,粉碎並去除熱軋鋼中的氧化鐵(氧化物)。
隨著時間推移,高速水通常攜帶微觀顆粒物,像是磨蝕性的水射流。它會慢慢侵蝕噴嘴孔的內部幾何結構。
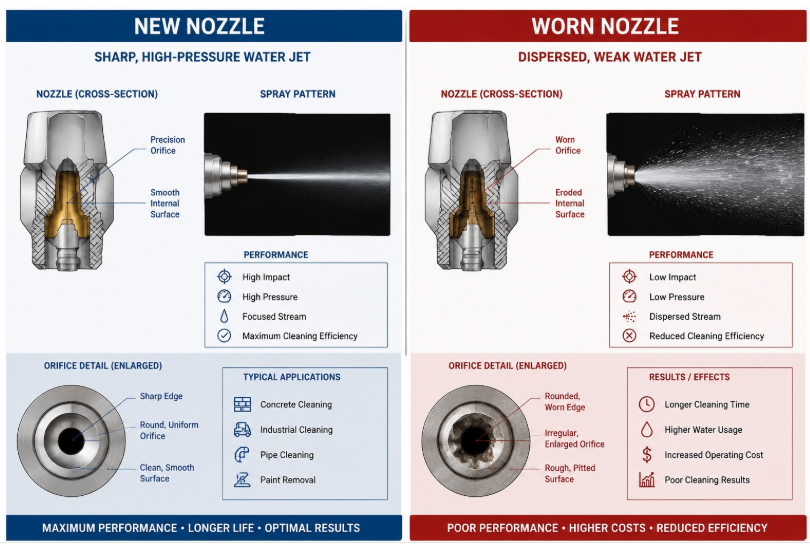
為什麼這對海外B2B買家和廠經理來說是個關鍵議題? 因為噴嘴磨損是看不見的小偷。孔口尺寸僅增加5%到10%——人眼完全無法察覺——就會引發整個系統連鎖故障:
- 大量能源浪費: 隨著孔洞擴大,系統需要更多水量以維持相同壓力。10%的磨損可能使用水量增加多達20%。您的高壓多段離心泵會消耗大量電力,悄悄破壞您的能源效率關鍵績效指標。
- 衝擊力損失: 除垢效率依賴水所帶來的「衝擊力」。磨損的噴嘴會失去銳利的噴霧模式,水會擴散到更大範圍,並大幅降低每平方毫米的衝擊力。
- 產品排斥: 當衝擊力下降時,初級與次級除垢失效。鏽蝕被捲入鋼表面,導致昂貴的報廢、降級以及下游客戶不滿。
利用雷射測量實施預測性維護除垢系統,讓工程師能實證追蹤這種退化情況。你不必等鋼材狀況變差或泵浦過載,而是能準確預測噴嘴何時失效,並在計畫中停機時安排更換。
2.核心概念簡化
要真正理解無損檢測(NDT)在此脈絡中的價值,我們需要剝除複雜的冶金術語,關注噴嘴磨損與測量的核心機制。
🔧 雷射剖面測量(3D 雷射掃描)
想像一下,試著用標準木尺量人類頭髮的粗細。這是不可能的;你需要一台微米計。傳統的目視檢查噴嘴就像用那把木製尺子一樣。
雷射剖面測量則是終極的微米計。它使用高度精確且旋轉的雷射光束,在三維空間(X、Y、Z軸)繪製噴嘴孔內部的地圖。它捕捉數千個資料點,建立孔洞的數位孿生。這項技術能偵測洞口形狀、錐度及邊緣銳利度的微觀變化,這些是人眼根本看不見的。它不僅告訴你噴嘴是否磨損,還會告訴你在哪裡以及速度有多快。
🔧 衝擊力衰減(除垢能量)
衝擊力是水霧實際對熱鋼板施加的物理衝擊力,使秤架脫落。
想像一下花園水管。如果你用拇指蓋住車道末端,形成一條狹窄的水流,就能輕易吹走車道上的泥土。但如果你把拇指拿開,水從一個寬大且磨損的開口擴散開去,水的威力就會減弱,只是輕輕沖刷土壤。當除垢噴嘴磨損時,內部幾何結構失去聚焦水的能力。噴霧角度變大,壓力下降,水失去擊碎硬鐵氧化物鱗片所需的衝擊力。
📊 比較:目視檢查vs. 3D雷射剖面測量
為了幫助決策者理解這種鮮明對比,以下是為何視覺方法在高風險鋼鐵製造中已過時的原因解析:
| 特徵 / 度量 | 傳統目視檢查 | 3D 雷射測量(輪距測量) |
|---|---|---|
| 準確度 | 極低(主觀) | 超高(微米級精度) |
| 偵測閾值 | > 15-20%磨損(可見損傷) | < 1% 磨損(顯微鏡侵蝕) |
| 資料輸出 | 「看起來還可以」還是「看起來很糟」 | 精確尺寸資料、體積損失、三維映射 |
| 預測能力 | 無(反應性維護) | 高(計算隨時間的磨損速率) |
| 對泵浦能源的影響 | 隱藏直到泵浦超載 | 主動防止能量突升 |
| 投資報酬率正當性 | 難以向管理層證明 | 以硬數據與節省成本的計算為後盾 |
3.逐步指南:實施預測性維護除垢系統
轉向以數據為基礎的維護方式需要系統化的方法論。以下是一份萬無一失的逐步指南,教你如何將雷射測量整合進工廠的標準作業程序(SOP)。
步驟一:建立基準
在你能測量磨損之前,你必須先知道「完美」是什麼樣子。購買新噴嘴時,從批次中隨機挑選一個樣品,進行初步的3D雷射掃描。這會建立你的零時基線幾何結構。
步驟2:定義檢查間隔
不要等到預定的關機時間來猜測何時該測量。根據你工廠的噸位和水質,設定嚴格的間隔(例如每500小時操作一次或每10萬噸鋼材壓製一次)。拉下頭段,然後用雷射輪廓儀通過關鍵噴嘴。
步驟3:分析磨損率並計算投資報酬率
將新的掃描數據與你的基準比較。如果雷射偵測到孔口體積增加4%,請計算這對水泵的影響。
維修經理的投資報酬率計算範本範例 掃描日期:2023-10-15 噴嘴編號:Header-A-Pos-04 基線孔面積:10.00 平方毫米 目前孔面積(雷射掃描):10.60 平方毫米(磨損 6%)
系統影響:
- 預期水流量增加:+12% 每分鐘
- 估計泵浦能源浪費:每月450美元/噴嘴
- 需要行動:在下一次預定停機時間更換噴嘴(預計14天)。
- 合理性:更換價值50美元的噴嘴可節省450美元的能源,並避免潛在的5,000美元報廢風險。
3.1 情境A:基線剖析與材料選擇
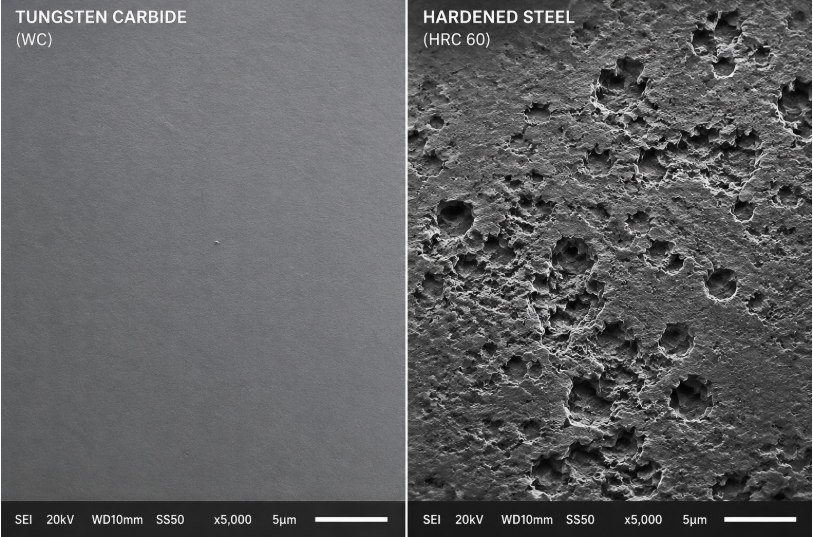
雷射磨損數據最強大的應用之一,就是幫助你選擇合適的材料。不同的鋼材等級和水質會造成不同類型的侵蝕。透過分析三維磨損模式,冶金工程師能判斷目前噴嘴材料是否過早失效。
例如,如果雷射掃描顯示孔口內出現快速且劇烈的凹陷,表示水中可能含有高濃度的磨蝕性矽。這些實證數據提供了升級材料所需的精確理由。你可以根據工廠的具體磨損率來評估[鎢碳化物與硬化鋼](https://www.nozzle-intellect.com/blogDetail/tungsten-carbide-vs-hardened-steel-which-material-is-more-suitable-for-high-pressure-descaling-nozzles/25.html),而不必依賴製造商的宣稱。
材料選擇資料表(基於雷射磨損曲線):
| 噴嘴材質 | 典型壽命(標準水) | 抗磨蝕顆粒 | 最適合 | 初期成本與長期投資報酬率 |
|---|---|---|---|---|
| 400系列不鏽鋼 | 3 - 6 個月 | 低 | 低壓二次冷卻 | 低成本/低投資報酬率在嚴苛環境下 |
| 硬化工具鋼 | 6 - 12 個月 | 中等 | 標準除垢標頭 | 中等成本/中等投資報酬率 |
| 碳化鎢 | 18 - 36+ 個月 | 極高 | 高壓初級除垢 | 高成本 / 優異的長期投資報酬率 |
3.2 情境B:診斷液壓衝擊與系統動力學
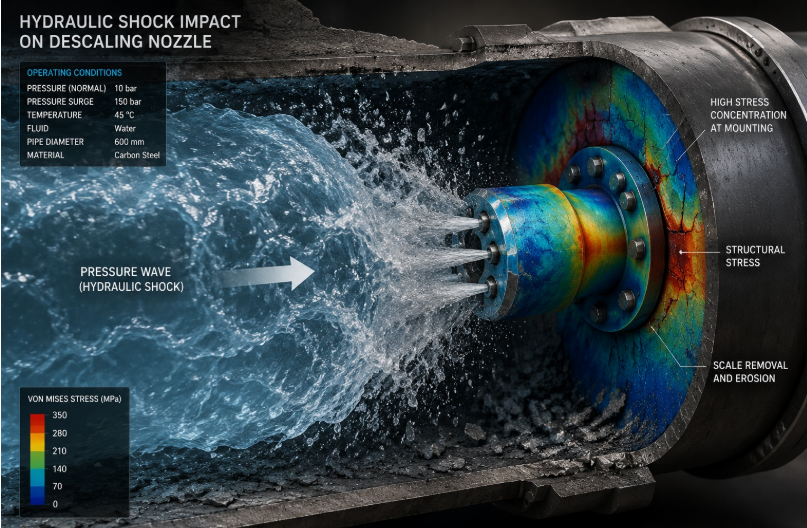
有時雷射測量會揭示非由正常水蝕造成,而是劇烈系統動力學所造成的磨損模式。
液壓衝擊,通常稱為「水錘」,發生在除垢系統中的閥門關閉過快時。這會產生一個巨大的、突如其來的壓力尖峰,以音速通過管道傳播。它就像一把實體錘子從內部敲打管子。
當雷射掃描發現噴嘴入口有不對稱磨損、微裂紋或突然剝落時,這是水錘的重大警訊。磨損的噴嘴特別容易被這些壓力尖峰完全摧毀。透過3D掃描識別此特定損壞特徵,工程師可停止責怪噴嘴製造商,開始透過調整閥門關閉時間或安裝液壓氣壓蓄能器,保護系統免受水錘傷害(https://www.nozzle-intellect.com/blogDetail/how-to-solve-water-hammer-in-descaling-systems-protecting-your-nozzles-and-piping-from-hydraulic-shock/36.html)。
4.專家建議與常見陷阱
如果你花時間在像 Eng-Tips 這樣的工程論壇上,你會很快注意到維修專業人士中反覆出現的一個主題: 難以向非技術管理人員合理化無損檢測(NDT)設備的成本。 工廠經理常常看到雷射剖面測量服務或設備的前期成本而猶豫不決,寧願接受「免費」的目視檢查。
以下是常見的陷阱,以及專家建議:
- 陷阱一:完全依賴流量計。 許多工廠以為只要看主流量計就能監控噴嘴磨損。事實: 當流量計顯示出明顯且無可否認的用水量增加時,噴嘴已經嚴重磨損,而你很可能已經滾製出有缺陷的鋼材。流量計測量骨料;雷射測量是測量根本原因。
- 陷阱二:忽略「泵代價」。 在向管理層推銷雷射測量時,工程師常過度關注鋼材表面品質(這在批次被淘汰前難以量化)。專家建議: 將投資報酬率框架為泵能。一台因噴嘴磨損而容量增加15%的多兆瓦除垢泵,每年浪費數萬美元的電力。雷射測量的效率純粹是節能。
- 陷阱三:未標準化測量環境。 如果你用雷射掃描器掃描髒噴嘴,你會掃描髒污,而非金屬。解決方法: 在進行3D雷射掃描前,務必對噴嘴進行超音波清潔,以確保你測量的是真正的冶金侵蝕。
!【預測性維護雷射掃描與反應式目視檢查噴嘴磨損】(https://www.nozzle-intellect.com//uploads/Predictive%20maintenance%20laser%20scanning%20versus%20reactive%20visual%20inspection%20for%20nozzle%20wear.png)
5.結論與最後感想
依賴肉眼監控精密工程零件,是現代鋼鐵廠已無法承擔的賭注。雷射測量技術在監測除垢噴嘴磨損中,彌合了反應性猜測與高利潤預測性維護之間的鴻溝。
透過使用 3D 雷射剖面測量,您獲得優化泵浦能量使用、防止表面缺陷、診斷系統衝擊,並選擇最適合特定環境的材料所需的實證數據。
6. 常見問題(FAQ)
Q1:為什麼我不能只用目視檢查來檢查噴嘴磨損? 答:當磨損可見(15-20%的侵蝕)時,噴嘴已經造成重大損害。孔口尺寸僅增加5-10%——視覺上難以察覺——水消耗增加多達20%,浪費泵能量,並降低除垢衝擊力。3D 雷射剖面測量能在影響生產前偵測<1%的微觀磨損。
Q2:雷射剖面測量如何用於噴嘴測量? 答:旋轉雷射光束會在三維空間(X、Y、Z軸)繪製噴嘴內部幾何形狀,捕捉數千個資料點,建立孔口的數位孿生。它能偵測形狀、錐度及刃口銳利度的微小變化,精確揭示磨損發生的位置與速度。
Q3:實施雷射測量能帶來什麼樣的投資報酬率? 答:雷射測量透過三個管道自我回報:(1) 節省泵浦能源——防止噴嘴磨損導致容量增加 15%+;(2) 消除捲入秤時導致 $5,000+ 廢料批次的缺陷;(3) 優化更換時程以避免緊急停機。僅50美元的噴嘴更換就能每月節省450美元的能源。
Q4:我應該多久用雷射掃描一次除垢噴嘴? 答:根據作業強度設定間隔——通常每500個操作小時或每10萬噸鋼材壓製一次。計畫性維護時拔除排氣頭並掃描關鍵噴嘴。與你的零時基線比較,計算磨損速度並預測更換時機。
Q5:哪些磨損模式顯示水錘造成的損害? 答:3D掃描顯示的噴嘴入口處出現不對稱磨損、微裂紋或突然剝落,都是液壓衝擊的警訊。正常侵蝕是漸進且對稱的;水錘造成劇烈且不規則的損害。若偵測到,應安裝液壓氣壓蓄能器並調整閥門關閉時間,而非將問題歸咎於噴嘴品質。
Q6:我應該根據雷射數據升級到鎢碳化物噴嘴嗎? 答:如果雷射掃描顯示磨料顆粒(如水中的矽)快速點蝕,碳化鎢的壽命約為18-36+個月,而不鏽鋼則為3-6個月。使用你的實證磨損率數據——而非製造商宣稱——來合理化較高的前期成本,並以長期投資報酬率計算為其合理性。
決策者簡要摘要:
| 對價 | 鋼鐵廠營運重點摘要 |
|---|---|
| 核心問題 | 目視檢查無法察覺5-10%的微小磨損,這些磨損會破壞衝擊力並浪費大量泵能量。 |
| 解決方案 | 3D雷射剖面測量儀繪製內部孔洞,偵測微觀侵蝕,避免影響生產。 |
| 財務影響 | 防止滾入式秤故障,大幅降低高壓泵的電力成本,並優化用水效率。 |
| 戰略優勢 | 提供升級為[高性能工業噴嘴](https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html)或修正液壓系統缺陷所需的硬數據。 |
下一步: 別讓無形的磨損侵蝕你的邊界。首先檢查你目前的除垢頭段。與專業的無損耗檢測服務提供者合作,對現有噴嘴進行基線雷射掃描,並利用這些數據計算隱藏的能量損失。數字會說明一切。