





連續鑄造中的除垢噴嘴配置如何影響最終產品表面的表面處理?
工程說明:在我們與12個國家冶金客戶合作時,連續鑄造中的除垢噴嘴配置成為影響表面光潔度最不優化的變數之一。當頭台僅移動3毫米時,拒絕率會明顯上升。本指南分享了500+板材樣本教給我們關於精密噴塗幾何的知識。
- 1. 精選片段
- 1.1. 三維損傷模型
- 2. 噴嘴配置與表面品質:資料比較
- 2.1. 排列的物理學:真正重要的是
- 2.2. 比較分析:遺留與優化安排
- 2.3. 噴嘴類型選擇矩陣
- 3. 7步驟標頭除縮細優化協議
- 3.1. 從標頭稽核到活動重啟的實地驗證框架
- 4. 產業特定應用剖面
- 4.1. 剖面1:汽車級平鋼(冷軋基材)
- 4.2. Profile 2:不鏽鋼長產品(桿與棒)
- 4.3. 剖面3:API管線鋼(重板氫誘導抗裂等級)
- 5. 人們也會問:專家回答
- 5.1. 噴嘴距離如何直接影響表面粗糙度?
- 5.2. 相鄰除垢噴嘴之間最佳噴霧重疊百分比是多少?
- 5.3. 除垢噴嘴設計能補償泵壓過低嗎?
- 5.4. 除垢噴嘴配置應該多久重新驗證一次?
- 6. 實施路線圖與下一步
- 6.1. 我們已經涵蓋的內容
- 6.2. 你的下一步行動
精選片段
連續鑄造中的除垢噴嘴配置決定表面光澤,透過控制噴霧重疊、衝擊壓力分布及板寬距離。噴嘴位置不當會導致鱗片條紋、捲入氧化物缺陷,以及Ra粗糙度偏差超過3.2微米。
三維損傷模型
透過我們在平輥與長成品軋機的現場診斷,觀察到連續鑄造中除垢噴嘴配置不佳所導致的三種明顯失效模式:
1.成本影響:無形的產量流失
- 因比例劃痕而降級的卷材佔無結構化除垢審核的工廠總產量的 2.8–4.5%。
- 每1%的地面相關降級,每年每百萬噸產能損失利潤18萬至32萬美元。
- 重新修剪、刮除或剝皮再加工會增加每噸12–18美元的增量轉換成本。
「Mills 經常投資數百萬美元升級滾筒,卻忽略了決定第一個立座前 80% 表面清潔度的 50,000 美元除垢式割台對齊。」
2.效率影響:溫度損失與能量損失
- 噴嘴排列不當導致過多水流,熱量超過去除水垢所需的熱量。
- 一個比設計流量高出 22% 的頭段會迫使再加熱爐以調整設定點 ++8°C 來補償。
- 在為期12個月的活動中,此過度噴灑罰款會增加燃料及電力再加熱費用,增加95,000至140,000美元。
- 水處理能力也會造成壓力:過量流量會使污泥處理、過濾回沖循環及泵浦維護間隔增加15–20%。
熱力學實情:每增加0.3立方公尺/噸除垢水超過熱最佳閾值,便可從板材中提取約4–6千瓦時/噸的感熱。若能乘以年吞吐量,能量算術就無法忽視。
3.品質影響:表面處理劣化機制
在我們使用 Mahr 滲透儀對 500+ 脫垢試樣進行測量活動時,我們記錄了四種主要因噴嘴配置錯誤引起的表面缺陷: <表格邊框=“1” cellspacing=“0” cellpadding=“6”>

現場資料洞察:在歐洲一家緊湊型無盡鑄造軋鋼廠(CEM)中,頭段錯位約3毫米,幾乎在目視檢查中察覺不到,造成了貫穿所有七個精加工台的條寬比例條紋。
噴嘴配置與表面品質:資料比較
排列的物理學:真正重要的是
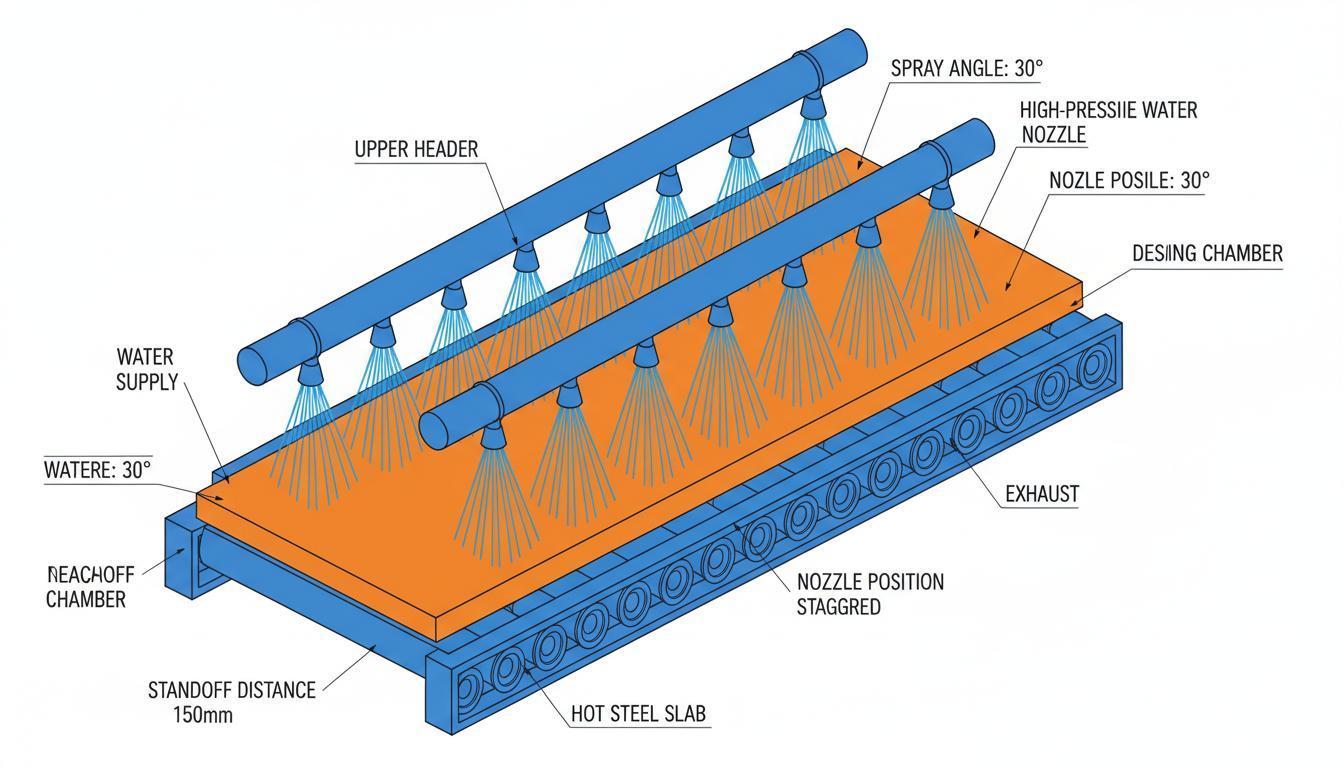
除垢效率不僅取決於泵浦壓力。衝擊壓力——每單位面積施加於鋼表面的力——依賴於多維排列矩陣:
- 距離距離(噴嘴與地面間隙)
- 噴射角度與扇形幾何
- 噴嘴間距(中心間距)
- 上下標頭間錯開圖案
- 先導角相對於板的移動方向
- 每噴嘴流量及累積水密度
比較分析:遺留與優化安排
下表綜合了我們現代化專案及已公布的工廠基準數據:
| Parameter | < 個樣式=“text-align:center”>Legacy ArrangementOptimized Arrangement | < 個樣式=“text-align:center”>改進||
|---|---|---|---|
| 噴嘴到條帶的距離 | 180–220 mm | 120–150 mm | -33% 距離 |
| 噴霧重疊比例 | 10–15% | 25–30% | +2× coverage safety |
| 衝擊壓力(粗糙加工) | 0.045 N/mm² | 0.061 N/mm² | +35% |
| 衝擊壓力(收尾) | 0.038 N/mm² | 0.061 N/mm² | +60% |
| 每噸水流量 | 1.8–2.2 m³/t | 1.4–1.6 m³/t | -20% 消耗 |
| 與比例相關的降級 | 索引 100(基線) | 索引 45 | -55% 拒絕率 |
| 表面粗糙度 (Ra) | 3.8–5.2 微米 | 1.6–2.4 μm | -52% 粗糙度 |
| Header 噴嘴數量 | 33 每個標頭 | 28 每個標頭 | -15% 維護點數 |
關鍵發現:將噴霧距離減半,衝擊壓力約增加四倍,依照反平方衰減定律。然而,熱損失與帶狀振動限制會施加實際的下限。
噴嘴類型選擇矩陣
不同比例的形態需要不同的噴射武器。即使噴嘴類型正確,但根本不匹配,仍會導致表面處理不佳。
| 噴霧特性 | Optimal Arrangement Context | 表面處理適宜 | 度|
|---|---|---|---|
| 平面噴射(風扇噴霧) | 窄長方形空間;高衝擊集中 | 度短距離距離(50–100 mm);主要除垢 | 對於厚爐刻度來說非常優秀 |
| 旋轉渦輪噴射 | 引擎空心圓形封地;動態攻擊角度 | 延長距離(100–200 mm);次要比例尺 | 對於薄且貼附的縮放圖層來說是優越的 |
| 全錐(廣角) | 均勻圓形覆蓋;中等影響 | 瓦斯冷卻、支架間冷卻,不是主要除垢 | 不適合去除鱗片;適合溫度控制 |
| 螺旋(空心錐形) | 粗滴譜;防堵塞幾何 | 灰塵抑制、氣體清除應用 | 不適用於去縮細標頭 |
對於尋求除垢以外整體噴霧系統優化的工廠,我們的姊妹技術組合涵蓋針對同樣嚴苛工業環境的精密工程解決方案。探索我們的[高效FGD與SCR/SNCR脫灰噴嘴用於排放控制](https://www.nozzle-intellect.com/application/high-efficiency-fgd-scr-sncr-denitrification-nozzles-for-emission-control/1.html)——利用先進霧化技術,確保腐蝕性煙氣處理應用中100%符合嚴格環境標準。
7步驟標頭除縮細優化協議
從標頭稽核到活動重啟的實地驗證框架
成功的磨坊會把除垢割頭當作精密工具,而不是管線。以下協定將機械對準、液壓剖面與閉環品質監控整合於單一可執行工作流程中。每個步驟都在前一個基礎上建立;跳過步驟會帶來盲點,幾週後會以無法解釋的表面缺陷形式出現。

人們也會問:專家回答
以下問題代表了來自銑床操作員、品質工程師及維修經理關於連續鑄造除垢噴嘴配置的最常見問題。每個答案都整合了現場數據、流體力學原理及實務實作指導。
噴嘴距離如何直接影響表面粗糙度?
距離是連續鑄造除垢噴嘴配置中的主要幾何變數。撞擊壓力隨距離非線性衰減——大致遵循平方反比動力學。在200毫米的距離下,液壓能量分散在幾乎是100毫米寬度兩倍的足跡上,峰值衝擊力稀釋了60–75%。衝擊不足無法穿透鱗片裂縫,產生熱衝擊脫落所需的蒸汽爆炸。
更精確地考慮物理原理。水射流以接近 170 m/s* 的速度在 150 bar 下從噴嘴孔口噴出。當噴射流穿越空氣朝向鋼表面時,空氣阻力會將相干氣流分割成液滴。約200毫米時,液滴光譜向更小直徑移動,且每粒子動量減少。關鍵機制——水滲透鱗片裂縫,並在接觸1,000°C+基底時閃現蒸氣——需要足夠的液滴動能才能突破氧化物屏障。在長時間對峙時,穿透機率呈指數下降。
結果是:殘留的鱗片顆粒在後續的站立過程中滾入地表,造成 Ra 高程為 2–4 微米*,並可見縱向缺陷。我們的經驗法則是:主除垢排氣頭的距離絕不超過150毫米,除非條狀結構或設備配置無法避免。對於空間有限、需要行駛較遠距離的薄板鑄造器,能在長時間距離下保持效率的旋轉渦輪噴嘴成為更優越的配置選擇。
相鄰除垢噴嘴之間最佳噴霧重疊百分比是多少?
25–30%的重疊代表產業驗證的最佳平衡點。在20%以下,覆蓋率的缺口會形成可預測的縱向條紋,且正好與噴嘴邊界對齊。超過35%時,用水量上升,卻無法帶來成比例的品質效益,過度冷卻則開始降低軋製溫度和冶金性能。
重疊計算本身需要精確度。理論上每個噴嘴的覆蓋寬度等於 2 個×距距×曬黑(噴射角度/2)。在140毫米距下,噴射角度為25°,每個噴嘴可覆蓋約61毫米寬度的條帶。以30毫米的中心間距計算,重疊約為27%——理想值。然而,實際因素會改變此幾何形狀:液壓負載下的頭段偏轉、噴嘴孔磨損增加有效噴射角,以及壓力脈動改變噴射擴散。
在2024年一項薄板鑄造廠的優化專案中,重疊率從12%提升至28%,使地表相關索賠減少了38%,同時僅增加了4%的水流。關鍵在於整個頭台寬度的重疊一致性——不僅是平均重疊,而是在邊緣的重疊最小,因為這些區域通常會因頭部偏移而擴大距離。我們建議在每月稽核時進行邊緣噴嘴重疊驗證。
除垢噴嘴設計能補償泵壓過低嗎?
部分是——但有硬性界限。一個優化良好的配置(短距離距離、最佳前導角、緊密重疊)可回收因10%泵壓力赤字而損失的15–20%有效衝擊。然而,若系統壓力降至設計規格的~85%以下,任何幾何重排都無法完全補償。噴嘴孔口的水射流速度決定了可用的基本動能;配置優化僅控制能量傳遞至鋼表面的效率。
我們總是建議客戶在決定重新設計排氣歧管前,先確認泵的曲線與洩壓閥設定點。有一次有記錄的案例中,一家工廠投資45,000美元升級噴嘴,卻發現漂移的減壓閥洩漏了18%的系統壓力——立即修正了閥門品質,且成本為零增量。壓力控制閥的反應時間也很重要:閥門反應遲緩或追擊會造成壓力振盪,造成帶狀除垢寬度不均及噴霧圖案不穩定。此關係為連續性——泵容量決定能量預算,壓力控制分配能量,噴嘴配置則將能量用於鋼面。
除垢噴嘴配置應該多久重新驗證一次?
每週目視檢查及每月定量對齊審核是高產鋼廠中最低可行頻率。橫樑支撐在循環液壓載荷下振動。噴嘴座會磨損。戰役期間的熱膨脹會改變相對位置。我們從使用連續數位追蹤的鋸木廠數據顯示,在手動調整後90天內,68%的橫樑會出現超過±3毫米公差的可測量錯位。
檢查規範應區分被動與主動驗證。被動驗證——生產過程中的目視噴霧觀察——能偵測噴嘴嚴重故障(完全阻塞、本體破損),但不會發現漸進式漂移。主動驗證需要系統關閉、標記紙測試、換能器剖面及標頭幾何的尺寸測量。採用校準位置感測器搭配自動警報,可將品質巡迴減少 65%,相較於僅以行事曆檢查的時程。
在任何非計畫性關機、碰撞事件或噴嘴更換活動後,重新啟動前必須進行完整重新驗證。維護後重啟佔我們客戶資料庫中所有除垢相關表面缺陷事件的 22%。技術人員更換噴嘴、扭力接頭並關閉檢修面板,然後跳過15分鐘的校準檢查。跳過的支票平均在問題被追溯前,造成下游品質偏差的損失約為$8,000至$15,000。
實施路線圖與下一步
連續鑄造中的除垢噴嘴配置並非設定完即忘的參數。它是一個動態系統變數,要求對滾輥間隙、爐溫剖面及化學成分控制同樣嚴謹的關注。主導表面品質基準的磨坊有一個共同的營運特點:他們以與儀表控制相同的紀律來審核橫段幾何。
我們已經涵蓋的內容
- 品質:排列錯誤會直接出現在鐶的粗糙度增加、鱗片條紋及軋蜊氧化物時。即使是亞毫米級的偏差,也會透過七個加工台擴散成可見的缺陷。
- 成本:每降低一個百分點的路面相關評級,每年將面臨六位數的罰款。這筆5萬美元的對齊投資,避免了這些損失,是大多數軋鋼廠投資報酬率最高的。
- 效率:優化幾何結構減少水流 20% 同時提升衝擊 35–60%。雙贏的局面——減少資源消耗、更高品質產出——在重工業中相當罕見。
- 永續性:減少用水與降低再加熱能源,直接轉化為每噸成品鋼材的碳足跡更小。
- 可行性:存在一套七步驟協議,已在CEM、熱試帶及長產品磨機環境中驗證。
你的下一步行動
如果您的表面表面瑕疵率超過 1.5% 的運輸噸位,除垢系統就應該立即進行診斷處理。這週先從標記紙測試開始。結果將比任何下游檢查站更能揭示您的地表品質命運。實施此規範的工廠持續報告突破性清晰:他們終於理解為何表面缺陷會在特定線圈位置聚集、為何某些品位表現異常,以及為何夜班生產有時與日班產生不同品質。答案幾乎總是源自標題。
對於管理跨多條製程線的複雜噴霧系統——包括排放控制、氣體清洗及冷卻應用——精密噴嘴工程是共同點。探索我們完整的噴霧優化解決方案,包括[高效FGD與SCR/SNCR排放控制噴嘴](https://www.nozzle-intellect.com/application/high-efficiency-fgd-scr-sncr-denitrification-nozzles-for-emission-control/1.html),專為在最嚴苛腐蝕環境中達到最高SO₂與NOx去除效率而設計。
申請割頭稽核:我們的應用工程團隊為合格冶金作業提供免費除垢系統評估。提交您的銑床配置圖及目前表面缺陷帕累托,以獲得量身訂做的噴嘴配置建議。