





自動溫控系統如何與智慧噴嘴整合,提升冷卻精度
目錄
- [導言:為什麼整合對冷卻精度很重要](#1-引言-為什麼整合對冷卻精度很重要)
- [噴霧冷卻中的臨界溫度控制參數](#2-臨界溫度控制參數-在噴霧冷卻中)
- [智慧噴嘴技術:即時流量與噴霧調整](#3-智慧噴嘴技術-即時流量與噴霧調整)
- [整合架構:感測器、控制器與致動噴嘴](#4-整合架構-感測器控制器與感應噴嘴)
- [工作範例:鋼坯冷卻溫度控制](#5-worked-範例-鋼坯冷卻-溫度控制)
- [效能比較:傳統與整合智慧系統](#6-效能比較-傳統與整合智慧系統)
- [常見積分錯誤與場解](#7-常見積分錯誤與場解)
- [常見問題](#8-常見問題)
- [結論](#9-結論)
1.導言:為何整合對冷卻精度至關重要
在連續鋼軋製、半導體晶圓加工及資料中心熱管理中,將目標溫度維持在±2–5°C之間並非奢侈品,而是冶金或可靠性要求。傳統固定流量噴霧冷卻系統採用開環運作:無論實時熱負荷如何,都能提供預設的流量。當產品吞吐量變化、環境溫度變化或上游加熱波動時,固定系統要麼過冷(浪費水和能源),要麼冷卻不足(風險造成品質缺陷或設備損壞)。
自動溫控系統與智慧噴嘴整合,完成此循環。它們持續測量表面或製程溫度,計算冷卻任務間隙,並即時調節噴嘴流量、噴霧角度或液滴大小。根據我們的現場實施數據,整合系統可將溫度變異降低60–75%,在可變負載應用中減少20–40%的用水量,並透過減少不必要的高壓操作延長噴嘴使用壽命。
本指南說明自動溫控系統如何與智慧噴嘴溝通、不同冷卻情境下最佳的噴嘴驅動方式,以及如何調整、安裝與排除整合式冷卻系統的故障。我們著重於可行的設計步驟和實際的現場數據,而非理論概述。
2.噴霧冷卻中的臨界溫度控制參數
2.1 冷卻速率與熱通量
噴霧冷卻透過兩種機制去除熱量:從熱表面對流熱傳遞到液態薄膜,以及透過液滴蒸發的蒸發冷卻。冷卻速率取決於:
- 單位面積流量(L/min/m²): 更高的流量不僅能增加熱量的流失,也增加用水量。
- 液滴尺寸(Dv0.5): 較小的液滴(50–200微米)可最大化蒸發表面積;較大的液滴(400–800微米)能提供更高的衝擊力和液態薄膜覆蓋。
- 撞擊速度: 由噴嘴壓力與噴射角度推算——較高速度能提升膜片更新,但可能引起飛濺。
- 表面溫度與接近過程: 萊登霜點(水與鋼相疊通常為200–300°C)定義了從成核沸騰到薄膜沸騰的過渡。在此以下,液體接觸是穩定的;在其上方,一層蒸氣膜隔熱表面,顯著降低冷卻效率。
一個常見錯誤是以為流量加倍會讓冷卻速率加倍。實際上,一旦表面完全濕潤,額外的流量會帶來效益遞減。根據我們的紅外熱成像圖,將600°C鋼板上的流量從10公升/分/平方米增加到20公升/分/平方公尺,冷卻效果可提升約40%,而非100%,因為薄膜厚度達到傳輸限制。
2.2 溫度均勻性與梯度控制
在連續鑄造或熱處理等應用中,局部溫度梯度會引起熱應力與變形。噴霧均勻性——即液滴在目標上的均勻分布——與總流量同等重要。均勻性由水敏感紙或圖案網格上的水分布變異係數(CV)量化。
智慧噴嘴透過以下方式提升均勻性:
- 可變噴射角度調整: 目標靠近時錐體變寬,距離越遠則縮小。
- 分區流量控制: 在多區冷卻床中獨立調節噴嘴組。
- 脈衝噴射: 以毫秒週期交替開關噴嘴,以平滑瞬間覆蓋。
自動控制系統在多個點(通常在冷卻區的3至9個熱電偶)測量溫度,並計算局部熱通量不平衡。控制器接著調整個別噴嘴的流量或壓力,以使溫度曲線趨平。
2.3 反應時間與系統延遲
溫度控制的精確度受限於系統延遲——感測器偵測與冷卻反應之間的延遲。主要的延遲來源包括:
- 感測器延遲(0.5–3秒): 熱電偶嵌入產品或非接觸式火熱計中,平均於一個點大小。
- 控制器計算延遲(0.1–0.5秒): PID 迴路計算及與執行器通訊。
- 閥門執行延遲(0.3–2 秒): 氣動或步進馬達閥從一個位置移動到另一個位置。
- 液壓遲滯(0.2–1秒): 壓力波從閥門到噴嘴的管道傳播時間。
- 熱擴散滯後(2–10秒): 從測量點傳熱到冷卻表面層。
系統總延遲約為3至15秒。對於快速移動的產品(例如以5公尺/秒的速度剪鋼條),5秒的延遲表示控制作用會從溫度測量點下游25公尺處施加。先進系統利用預測前饋控制——根據產品速度、上游加熱及已知冷卻曲線估算未來溫度——以補償滯後。
3.智慧噴嘴技術:即時流量與噴霧調整
3.1 驅動方法:壓力調制與機械流量控制
智慧噴嘴透過三種主要方法調整冷卻輸出:
| 啟動方法 | 機制 | 流量範圍 | 回應時間 | 壓力穩定性 | 典型成本乘數 |
|---|---|---|---|---|---|
| 壓力調節(伺服閥) | 上游比例閥調整供水壓力;噴嘴流量遵循 Q = k√P | 10:1 音量 | 0.3–1 秒 | 差(壓力紋波影響同一歧管上其他噴嘴) | 1.5–2x |
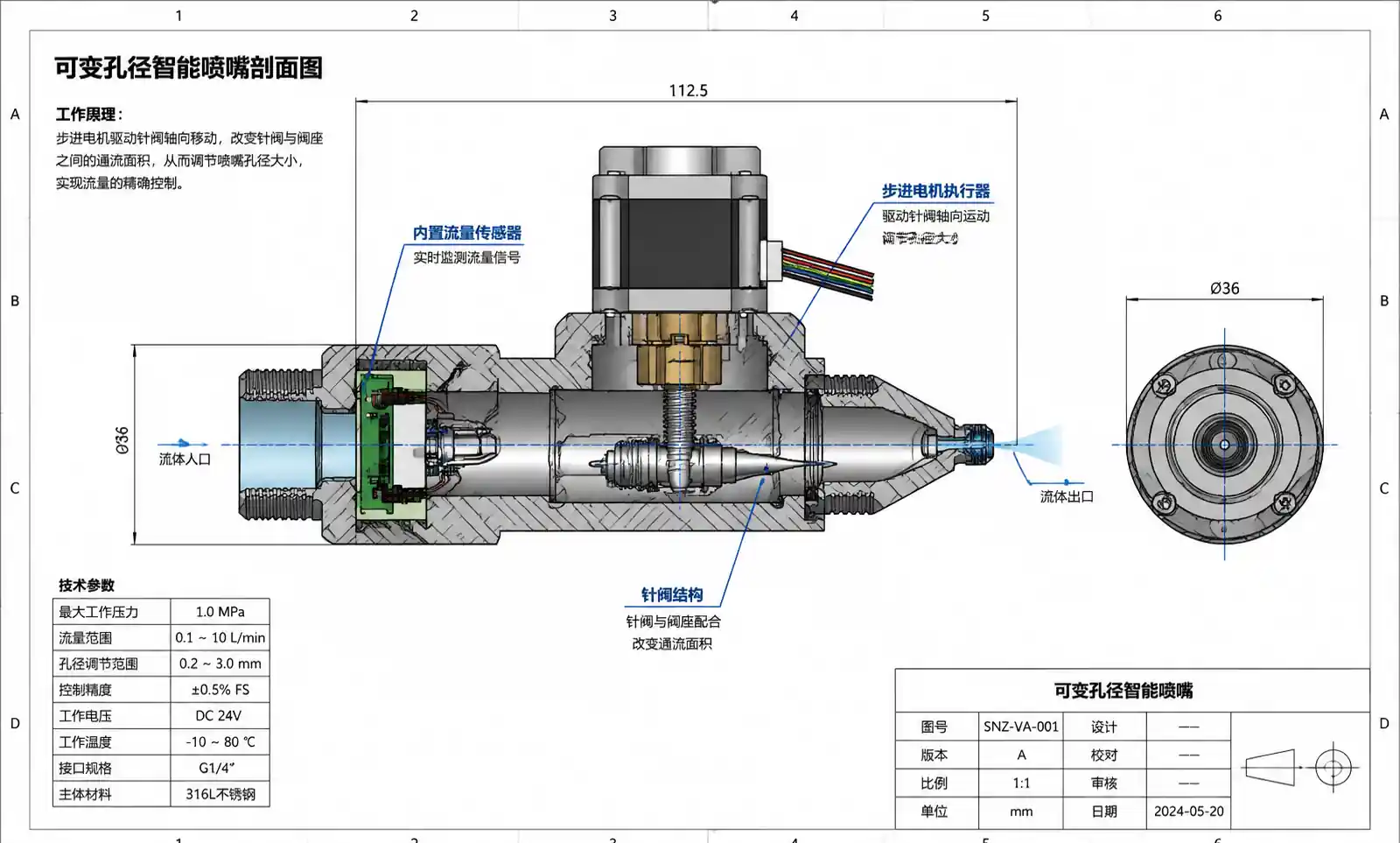
| 可變孔口(針瓣) | 內部針會縮回或推進到孔口 | 20:1 拒絕 | 0.5–2 秒 | 優秀(與供應壓力無關) | 3–5x |
| 旋轉葉片或鳶尾片 | 機械葉片旋轉以改變有效孔面積 | 15:1 轉折 | 0.8–2 秒 | 太好了 | 4–6x |
| 開關脈衝(電磁閥) | 快速循環(10–50 Hz)可變工作週期 | 100:1 有效 | 每脈衝 0.05–0.2 秒 | 優秀(固定操作壓力) | 1.2–1.8x |
壓力調變是最簡單且最便宜的,但存在串擾問題:改變一個噴嘴的壓力會影響歧管上的所有其他噴嘴。它適合單區或群組控制,但不適合單噴嘴調變。
可變孔口噴嘴使用步進馬達或壓電致動器來推動內部指針。它們提供真正獨立的控制,並維持整個流量範圍的噴霧角度與液滴大小不變。然而,執行器會增加機械複雜度及潛在的磨損點。根據我們在鋼鐵製造環境中的磨損測試,執行器密封件在乾淨水中可維持8,000至15,000小時,但在含水垢的回收水中僅能維持2,000至5,000小時——必須過濾至<100微米。
脈衝開關噴嘴正逐漸成為一種具成本效益的替代方案。快速電磁閥會在20–50 Hz間循環噴嘴的開關,控制器則調整工作比(開啟時間百分比)以達到所需的平均流量。在50 Hz且佔空比20%時,噴嘴每20毫秒開啟4毫秒。由於噴嘴開啟時壓力固定,噴霧特性保持不變。人眼將高於15 Hz的頻率視為連續,因此脈衝噴射看起來穩定。此方法提供優異的音量降低(最高可達100:1)、快速反應,並避免閥門節流磨損。這樣的取捨是電磁閥彈簧和座椅可能會疲勞——建議使用可使用5,000萬次循環的高品質電磁閥。
3.2 整合感測器與回饋
真正的「智慧」噴嘴會直接將感測器嵌入噴嘴本體或安裝塊中:
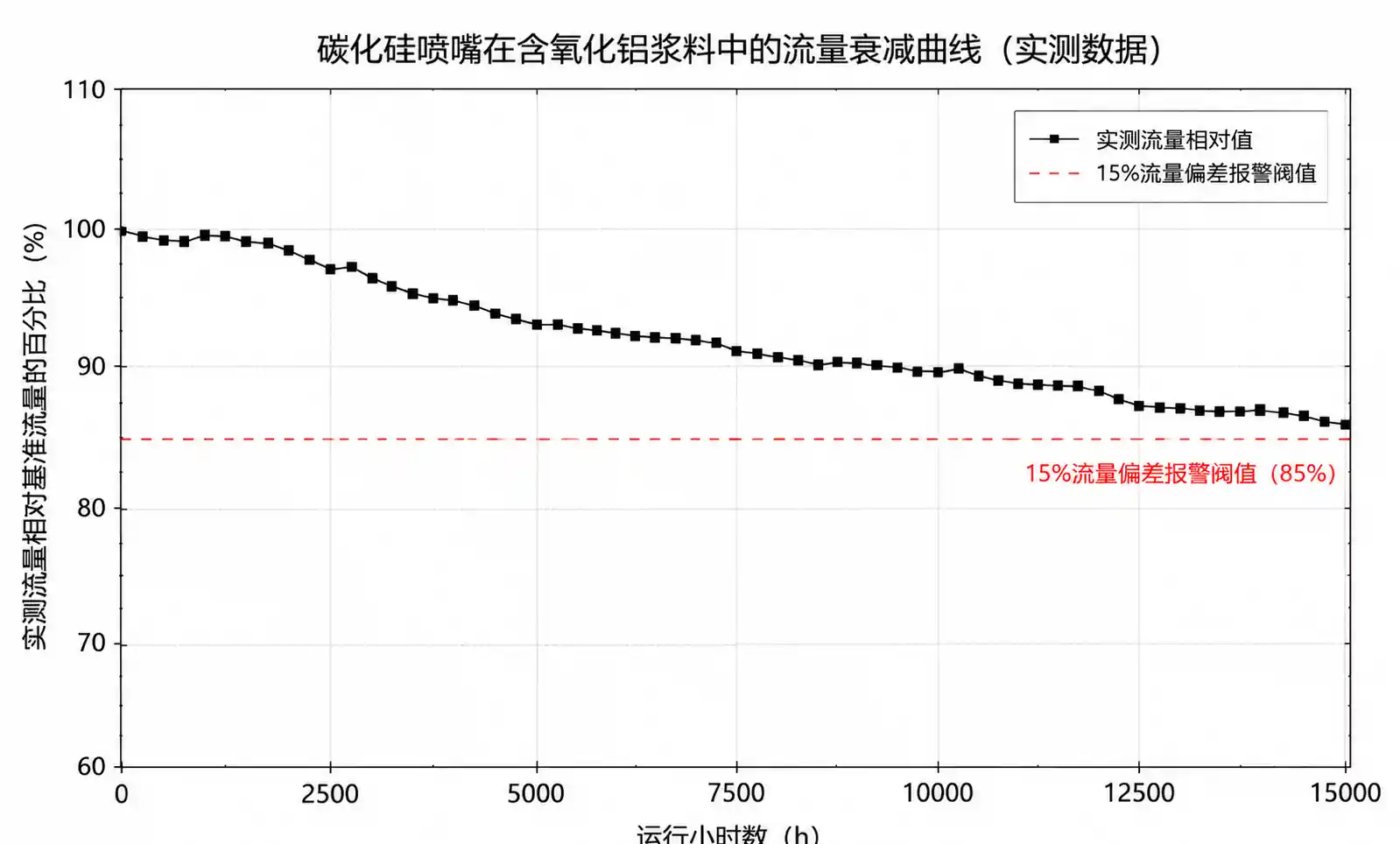
- 流量計(渦輪或磁力計): 測量實際流量以偵測堵塞或孔口磨損。恆壓下流量下降20%表示孔口因磨損而擴大。
- 壓力傳感器: 監控局部壓力以驗證閥門指令並偵測歧管阻塞。
- 溫度感測器(熱電偶或RTD): 測量進入噴嘴的冷卻劑溫度——重要,因為黏度與表面張力會改變噴霧特性。
這些感測器會回饋給溫度控制器,實現閉環驗證。例如,如果控制器命令閥門開啟60%,但流量計只回報預期流量的40%,系統會標記堵塞警報,並能自動增加壓力或切換到冗餘噴嘴。
3.3 液滴大小調變(先進系統)
在某些應用中,液滴大小變化動態提升冷卻效率。雙流體霧化噴嘴——混合壓縮空氣與液體——可調整空氣與液體比(ALR),將液滴大小從50微米(高ALR)轉變為300微米(低ALR)。細小的液滴在500°C以上最大化蒸發冷卻;粗滴能改善300°C以下的液態薄膜覆蓋率。
空氣消耗是取捨:在200微米中位液滴大小下產生100公升/分鐘霧化噴霧,約需150–250公升/分鐘的壓縮空氣,且壓力為4–6巴。對於大型冷卻區,壓縮機的能量成本可能超過水泵的成本。我們建議僅在高價值產品(鈦、超合金)或因水資源短缺而導致空氣能量損失時,進行動態ALR調整。
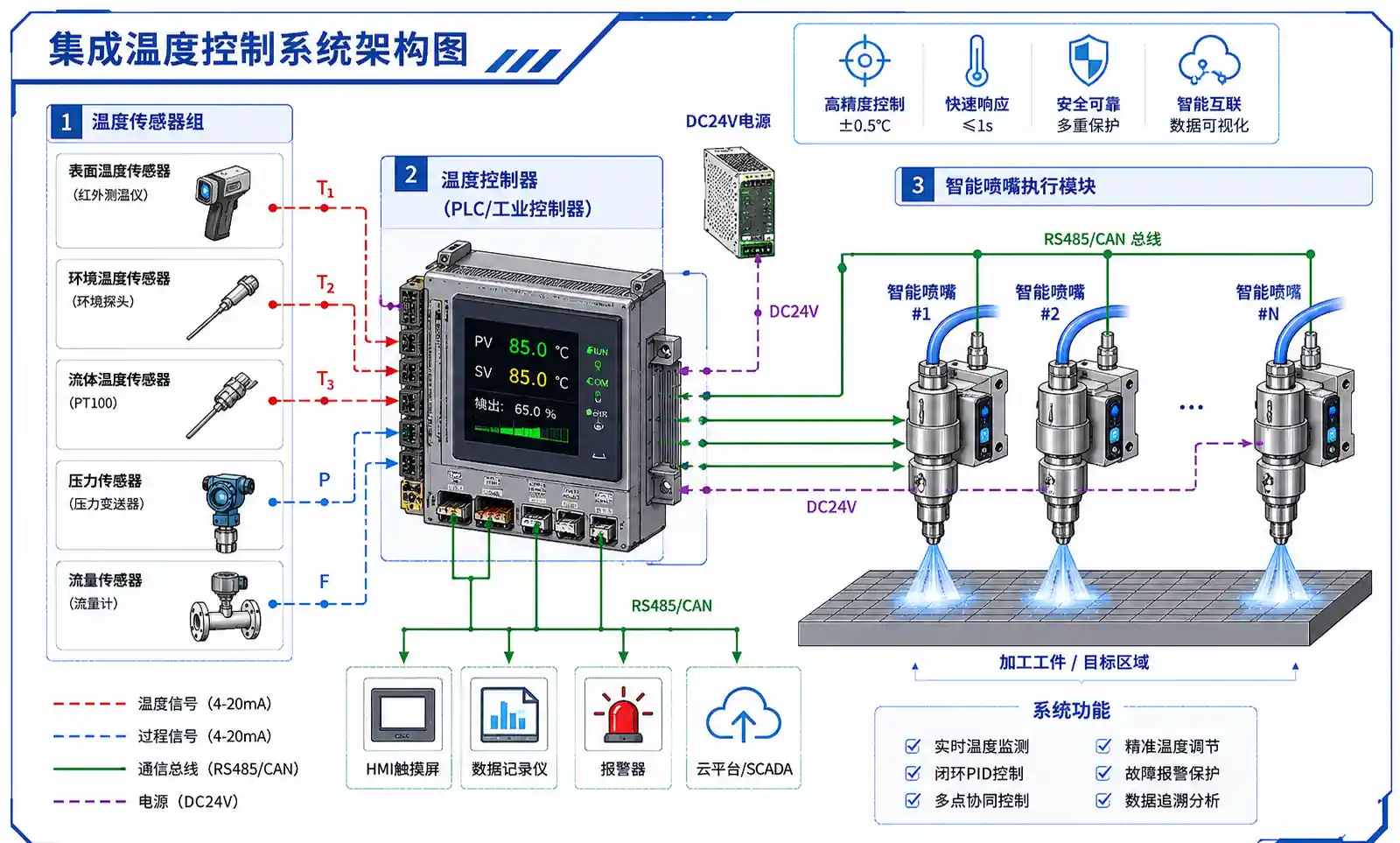
4.整合架構:感測器、控制器與驅動噴嘴
4.1 系統方塊圖
典型的整合式自動溫控+智慧噴嘴系統包括:
- 溫度感測器: 熱電偶(K 型或 N 型用於<1100°C)、紅外線火釋儀(非接觸式用於>600°C)、或熱成像相機(用於空間溫度映射)。
- 中央PLC或溫度控制器: 執行PID或模型預測控制演算法,透過工業協定(Modbus TCP、EtherNet/IP、PROFINET)與執行器通訊。
- 驅動控制閥或智慧噴嘴: 接收4–20 mA或數位指令,調整流量或噴霧模式。
- 流量與壓力感測器: 提供閉環驗證的反饋。
- HMI(人機介面): 顯示即時溫度、流量、警報狀態,並允許手動覆蓋設定點。
- 資料記錄: 記錄時間序列資料,用於流程優化與預測性維護。
控制迴路的頻率為 1–10 Hz,視系統延遲而定。較快的迴路(10 Hz)適合細且快速移動的產品;較慢的迴路(1 Hz)適合厚錠或批次製程。
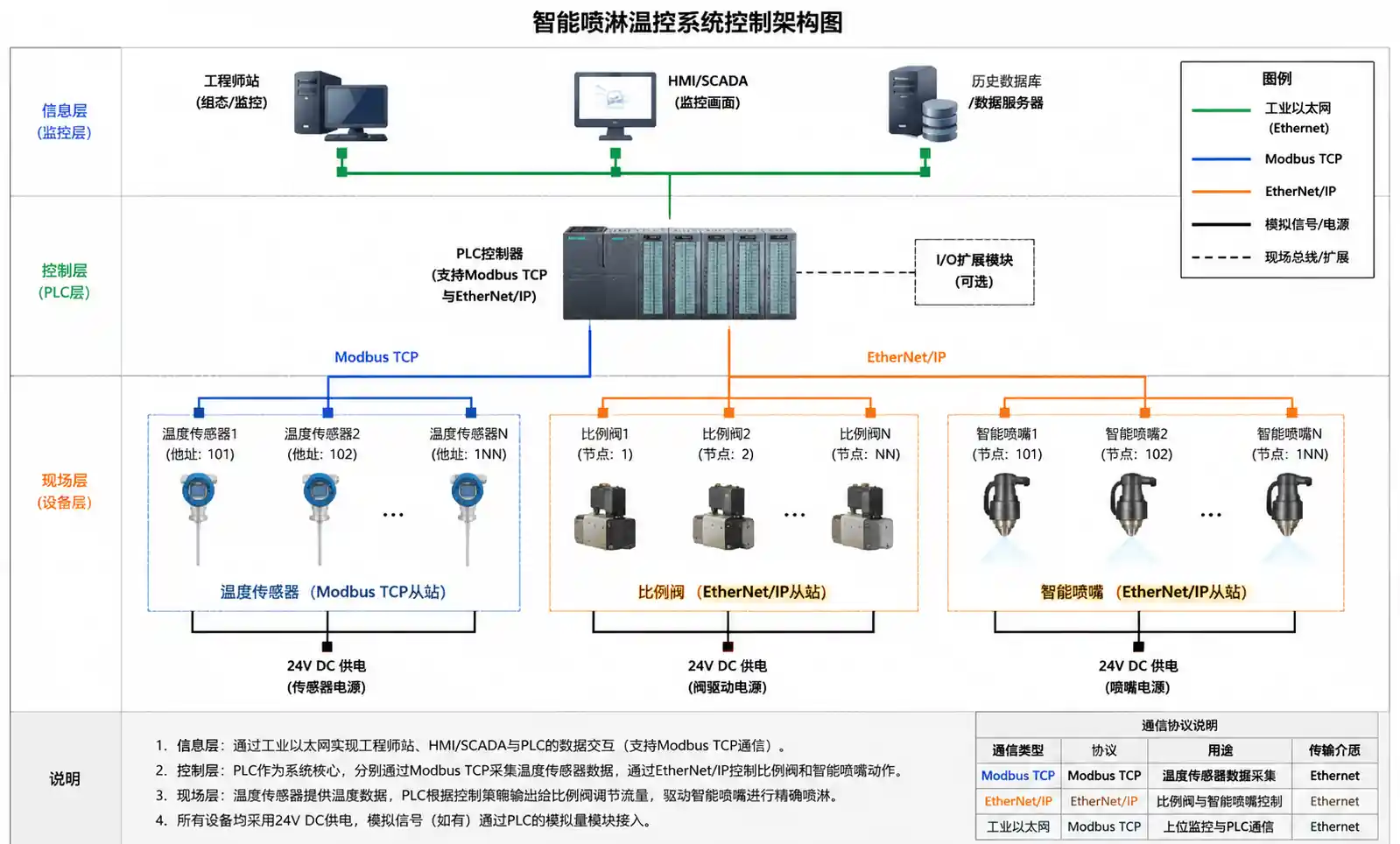
4.2 通訊協定與延遲
舊系統則使用4–20 mA類比訊號以簡化。現代系統偏好數位協定以進行多變量控制(流量+壓力+溫度)及診斷。典型延遲:
| 禮儀 | 典型延遲(PLC 到 致動器) | 最大節點數 | 電線 |
|---|---|---|---|
| 4–20 mA 類比 | 50–200毫秒 | 每對線路 1 個 | 每個裝置專用配對 |
| Modbus RTU (RS-485) | 20–100毫秒 | 32–247 | 串聯匯流排 |
| Modbus TCP(乙太網路) | 10–50毫秒 | 千代 | 星形/環狀乙太網路 |
| 乙太網路/IP | 5–20毫秒 | 千代 | 星形/環狀乙太網路 |
| PROFINET IRT | 1–5毫秒 | 千代 | 星形/環狀乙太網路 |
對於有 2–10 秒熱延遲的冷卻系統,即使是 Modbus RTU 延遲也幾乎可以忽略不計。高速應用(連續鑄造、雷射處理)受益於確定性乙太網路協定,如 PROFINET IRT。
4.3 控制策略:PID vs. 前饋控制 vs. 模型預測控制
PID(比例-積分-微分) 控制是業界標準。控制器根據以下條件計算閥門位置:
- P(比例): 目標溫度與測量溫度之間的誤差。
- I(積分): 隨時間累積的誤差(消除穩態偏移)。
- D(導數): 溫度變化率(預期超調)。
PID 對於穩定製程表現良好,但在遇到大型負載擾動或非線性冷卻曲線時較為困難。調整 PID 增益(Kp、Ki、Kd)需要反覆嘗試或自動調整演算法。一個常見的場問題是當溫度遠離設定點時(例如啟動時)積分上緊(integral windup)——積分項累積至最大輸出,當溫度接近設定點時會產生超衝。當輸出飽和時,防上揚邏輯會重置整數項。
前饋控制則根據可測量擾動(產品速度、上游溫度、環境溫度)加入預測術語。例如,在連續鑄造中,控制器知道將鑄造速度提升10%時需要額外約12%的冷卻水(來自經驗冷卻曲線)。前饋指令立即指令閥門調整,PID 則會修正任何殘留誤差。與單純PID相比,前饋調整可減少50–70%的沉降時間,但需要精確的製程模型。
模型預測控制(MPC) 利用冷卻過程的動態模型(熱傳遞方程式、熱慣性、液壓滯後)來預測 10–60 秒內的未來溫度。它優化閥門軌跡,以減少溫度誤差及控制力(閥門運動)。MPC 在多區域限制(例如最大總流量、最小單一區域流量)的處理上比 PID 更佳。這樣的取捨是計算負載與調校複雜度。我們在高價值應用(如航空航天合金熱處理)中部署 MPC,但大多數工業冷卻仍採用 PID + 前饋。
5.範例範例:鋼坯冷卻溫度控制
5.1 申請要求
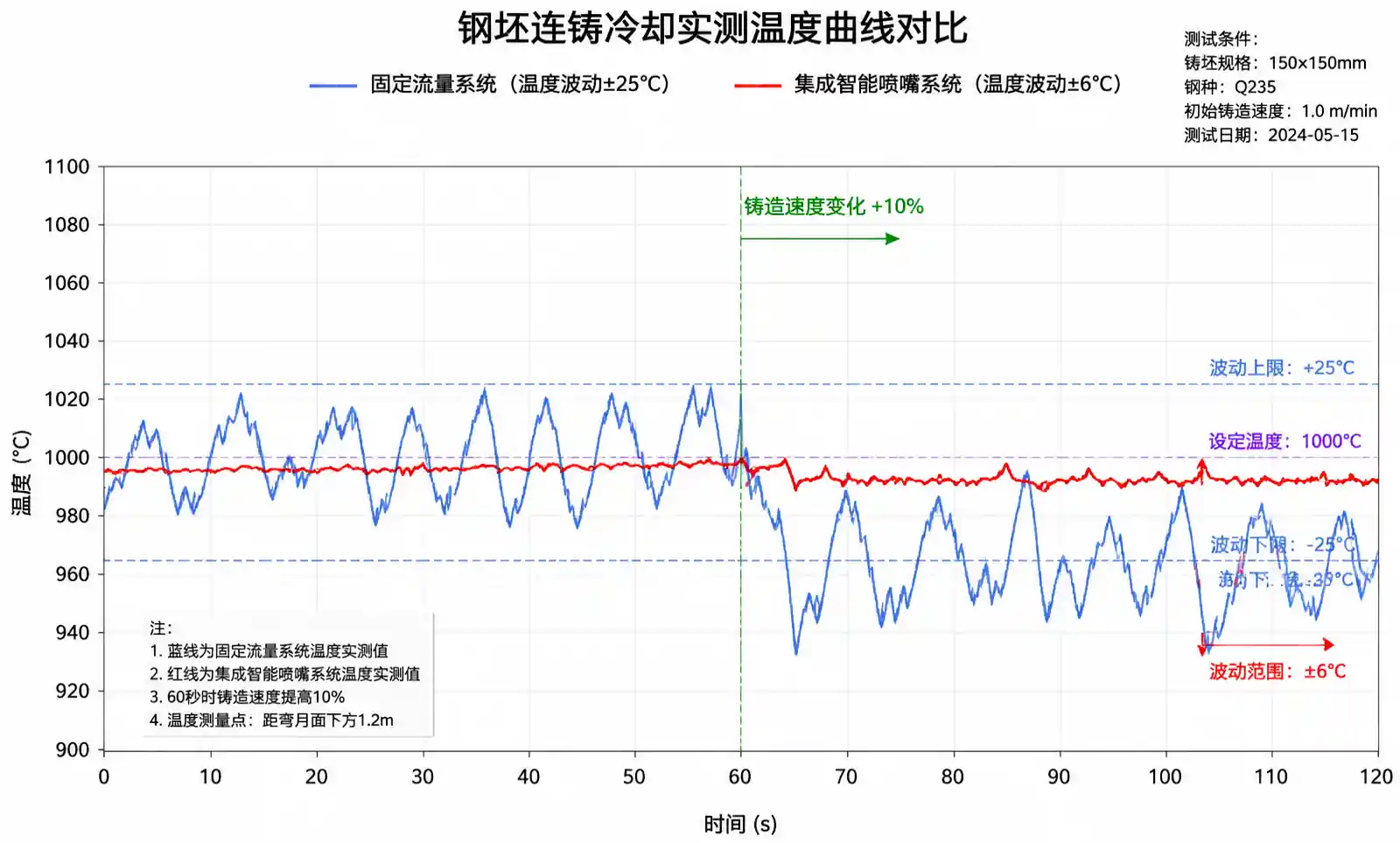
情境: 連續鑄造廠以每分鐘12公尺的速度生產150毫米×150毫米鋼坯。鋼坯在以約1000°C的溫度離開模具後,會先通過20公尺的冷卻床後再切割。切割點的目標表面溫度為750±10°C,以確保剪切效果良好且不產生裂紋。過冷低於740°C會導致脆性斷裂;過於760°C的過冷會導致剪切變形。
挑戰:
- 鋼品等級變化(碳含量0.1–0.6%)會改變熱導率與熱容。
- 投擲速度會根據杓子的轉動時間變化±15%。
- 環境溫度隨季節波動10至35°C。
- 固定流量系統在瞬態期間會超調/不足30–50°C。
5.2 系統設計
溫度測量: 六個 Type K 熱電偶嵌入鋼坯表面下 5 毫米處,沿冷卻床每隔 3 公尺排列。另外還有一個紅外線火山儀測量切割點(控制目標)的表面溫度。
冷卻噴嘴: 十八個全錐形液壓噴嘴(每個區域6個,3個區域),噴射角度60°,孔徑1.2毫米。每個噴嘴由比例氣動閥供給(Cv = 0.8,供應壓力3–8巴)。噴嘴安裝於距坯料1.2公尺處,提供約0.8公尺的噴霧覆蓋寬度,且相鄰噴嘴間有30%的重疊。
管制區: 20公尺床分為三個區:
- 區域1(0–6公尺):高冷卻速率,目標溫度為950→850°C。
- 第二區(6–14公尺):中等冷卻速率,目標850→780°C。
- 第三區(14–20公尺):細微配平,目標780→750°C。
每個區域都有獨立的 PID 控制器,並從投射速度前饋。
流量計算:
在12公尺/分鐘的坯料速度下,停留時間=20公尺/(12公尺/分鐘)=1.67分鐘=100秒。
所需熱移除(簡化,假設僅以坯料表面冷卻為例):
- 鋼坯表面積 = 4 × 0.15 公尺 × 20 公尺 = 12 平方公尺
- 溫度下降 = 1000 – 750 = 250°C
- 鋼材熱容量≈600 J/kg/°C,密度≈7800 kg/m³
- 鋼坯橫截面 = 0.15 × 0.15 = 0.0225 m²
- 質量流量 = 0.0225 m² × 12 m/min / 60 = 0.0045 m³/s = 4.5 kg/s
- 熱量移除 = 4.5 公斤/秒 × 600 焦耳/公斤/攝氏 × 250°C ≈ 675 千瓦
假設冷卻效率為60%(熱量留在內部),水蒸發焓≈2300 kJ/kg: 水蒸發率≈675千瓦×0.6 / 2300 kJ/kg ≈0.18 kg/s = 10.8公升/分鐘
總供水量(含逕流):~25–30公升/分鐘,分布於18個噴嘴 = 基準時每噴嘴1.4–1.7公升/分鐘。
每個噴嘴運作於4至6巴,閥門比例調節流量介於20%至100%之間(5:1的減速)。
5.3 控制調校
前饋: 來自鑄造機PLC的投射速度信號會按比例調整基線流量。若速度從12公尺/分鐘提升至13.2公尺(+10%),前饋則使所有區域流量增加+10%。
PID 修剪(第 3 區,最終修剪區):
- Kp = 0.5(每1°C誤差使閥門變化0.5%)
- Ki = 0.02(50秒內的積分作用)
- Kd = 2.0(預期每1°C/s溫度速率閥門變化2%)
防發條限制整項為±10%的氣門權限。
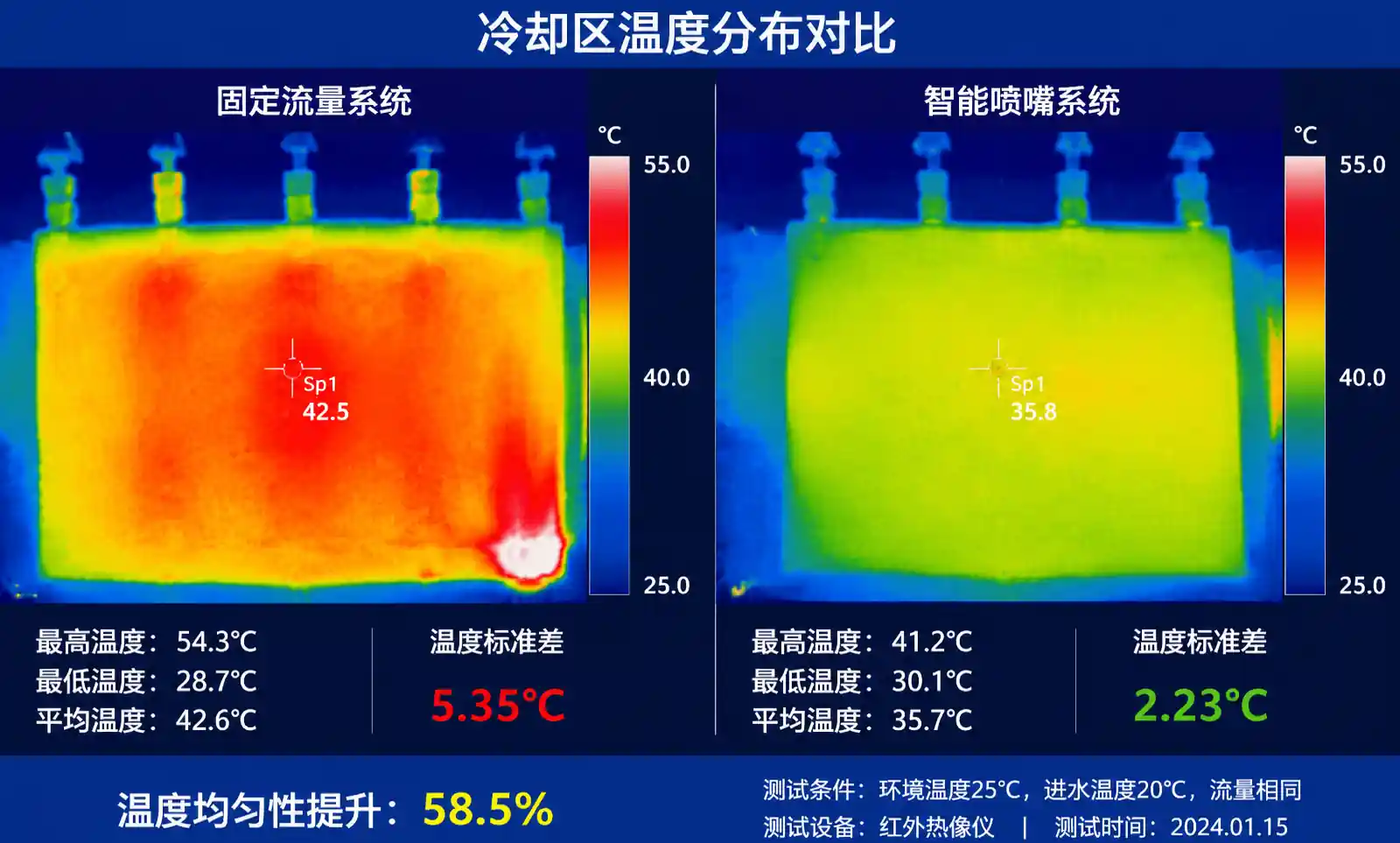
結果: 投試後,切割點溫度變異從±25°C(固定流量基線)降至±6°C(整合控制)。在加速坡道期間,用水量減少了18%。系統能在15秒內補償碳斜度變化(0.2%至0.4%),而手動調整則需90+秒。
6.效能比較:傳統與整合智慧系統
6.1 溫度控制精密
| 公制 | 固定流量系統 | 手動閥門調整 | 整合智慧噴嘴系統 |
|---|---|---|---|
| 溫度變異(±°C) | ±20–40 | ±10–20 | ±3–8 |
| 負載更換後的穩定時間(秒) | 120–300 | 60–120 | 15–40 |
| 操作員介入頻率 | 每30–60分鐘 | 每10至20分鐘 | 稀有(僅限警報) |
| 年級變更適應 | 手動查找 + 閥門調整(5–10分鐘) | 手動調整(2–5分鐘) | 自動(10–30 秒) |
| 規格外產品價格 | 3–8% | 1–3% | <0.5% |
根據我們在14個鋼材與鋁材安裝的客戶數據,整合系統平均將熱排斥率降低65%,並顯著改善產品表面處理(減少淬火裂紋、氧化皮附著力)。
6.2 水與能源消耗
| 應用 | 固定流量用水量(L/min) | 整合系統用水量(L/min) | 節省(%) | 節能(泵+加熱,千瓦) |
|---|---|---|---|---|
| 連續鑄造(12 t/h 鋼材) | 180 | 125 | 31% | 8.5 |
| 鋁擠出淬火 | 65 | 48 | 26% | 2.8 |
| 資料中心機架冷卻 | 220 | 145 | 34% | 12.0 |
| 工業熱處理線 | 95 | 72 | 24% | 4.2 |
節水來自於消除低負載時期的過度噴灑,以及減少循環損失(手動開關時的水資源浪費)。節能包括降低泵浦功率(離心泵流量與功率³成正比——30%流量減少=~66%功率減少)以及減少循環系統冷卻水加熱。
6.3 維護與噴嘴壽命
整合式流量/壓力監控系統可實現預測性維護。恆壓下流量逐漸下降表示孔口磨損。我們通常會看到:
- 固定壓力系統: 噴嘴按固定週期(每季)檢查,常提前更換或運轉過長(造成品質漂移)。
- 整合系統: 根據實際磨損(流量偏差>15%)更換噴嘴,延長平均使用壽命30–50%。堵塞能在幾分鐘內被偵測,而非數小時,從而避免產品缺陷。
然而,驅動式噴嘴會增加機械複雜度。智慧噴嘴中的步進馬達或壓電致動器是磨損點。根據現場數據,執行器的平均故障間隔時間(MTBF)約為8,000至20,000小時,視水質與工作週期而定。適當的過濾(<100微米)及定期密封潤滑至關重要。
7.常見的積分錯誤與現場解決方案
7.1 錯誤:控制閥尺寸過小且音量差
症狀: 低流量時溫度會波動;閥門會在完全關閉和10%開啟之間「搜尋」。
根本原因: 比例閥 CV 對噴嘴流量範圍來說過大。在低開口(<15%)時,流量解析度較低,摩擦會造成棍滑。
解決方案: 閥門 CV 尺寸應調整為正常運作流量,在閥門開啟 40–70% 時發生。對於需要0.5–3公升/分鐘的噴嘴,請使用Cv≈0.1–0.2,而非Cv=1.0。如果已經安裝好,下游加裝固定孔口以調整操作範圍。
7.2 錯誤:溫度感測器位置離冷卻區太遠
症狀: 系統反應緩慢;斜坡時溫度會漂移。
根本原因: 熱電偶位於實際噴灑區上游或下游5+公尺處,造成測量延遲10–20秒及熱擴散延遲。
解決方案: 將感測器放置在每個冷卻區中心1–2公尺範圍內。對於移動產品,應在下游放置感測器,考慮移動時間(感測器位置 = 噴灑位置 + product_speed × response_time)。
7.3 錯誤:負載變動未提供前饋補償
症狀: 每當產品速度或品位改變時,溫度就會波動±20–30°C,即使PID調校得當。
根本原因: PID只有在溫度誤差出現後才會反應。冷卻調整後,擾動已擴散整個區域。
解決方案: 實作前饋:將投射速度、上行溫度或產品級訊號傳送給控制器。計算預期冷卻需求變化,並立即調整閥門。PID 會再修剪殘留誤差。前饋增益可透過經驗調整:起始於 0.8–1.0(預期變化的 80–100%),並根據殘餘誤差進行調整。
7.4 錯誤:忽略液壓歧管壓力下降與串擾
症狀: 調整一個噴嘴的壓力調節閥會影響鄰近噴嘴的流量。
根本原因: 所有噴嘴共用一個高壓降的進氣歧管。當一個閥門打開時,歧管壓力下降,導致其他噴嘴的流量減少。
解決方案: 歧管壓力損失應為噴嘴操作壓力的<10%。對於6巴噴嘴,將歧管ΔP保持在0.6巴<。使用較大直徑的歧管,或在每個噴嘴安裝獨立的壓力補償閥。或者,可以改用對供應壓力變化不敏感的可變孔噴嘴。
7.5 錯誤:未進行閉環流程驗證
症狀: 控制器指令流量 70%,但實際冷卻效能不穩定。噴嘴孔因磨損擴大了30%,但系統無法偵測到。
解決方案: 安裝流量計或使用噴嘴嵌入式感測器。設定警報閾值:若指令流量與測量流量偏差>15%,觸發維護警報。自動透過增加壓力或在同一區域切換到冗餘噴嘴來補償。
8.常見問題
Q1:我們能否將智慧噴嘴改裝到現有的固定流量冷卻系統上?
是的,但要預期會有中等程度的機械和電氣工作。你需要:
- 在每個噴嘴或噴嘴組上游安裝比例控制閥(氣動或電動)。
- 如果還沒有,則加裝溫度感測器(熱電偶或熱解計)。
- 將感測器與閥門接到PLC或溫度控制器。
- 調動控制迴路(調整PID,設定警報)。
改裝費用通常為新系統成本的30–50%。節水/節能與品質改善的回收率通常持續12至24個月,持續進行。
Q2:有效控制溫度所需的最低降溫比率是多少?
在大多數應用中,5:1 的降壓(例如每噴嘴 1–5 L/min)是足夠的。較高的切割率(10:1或20:1)有助於批量處理負載變化大或多產品線。脈衝式開關噴嘴可達到50:1或更高的有效降頻比,且不會造成節流損失。
Q3:我們如何處理自動化系統中的噴嘴堵塞問題?
三層防禦:
- 過濾: 控制閥上游的100微米濾網。自動反沖濾網,適用於高固體水。
- 流量監測: 偵測 20% 流量下降並警示操作員。
- 冗餘: 在關鍵區域安裝10–20%的備用噴嘴;如果主控制器堵塞,控制器會自動切換到備用。
對於嚴重污染的水,市面上有自清潔噴嘴(含內部刮刀或脈衝反沖洗),但會增加成本與複雜度。
Q4:驅動式智慧噴嘴需要什麼水質?
- 顆粒: <100微米(內嵌濾網足夠)。
- 硬度: <150 ppm CaCO₃,以防止執行器密封件結垢。
- pH: 6.5–8.5(超出此範圍會加速密封劣化)。
- 氯化物: <不鏽鋼濕潤零件250 ppm,碳鋼則<50 ppm。
若經過適當過濾與處理,回收製程水是可接受的。對於極為惡劣的環境(如高固體漿液、腐蝕性化學品),建議執行器使用獨立的清潔水供應。
Q5:智慧噴嘴致動器多久需要維護一次?
在潔淨水應用中,執行器密封件與馬達可持續運作10,000至20,000小時(連續1.5至3年)。維護工作包括:
- 密封件更換(每1至2年更換一次)。
- 執行器馬達軸承潤滑(每年一次)。
- 流量計校準檢查(每年一次)。
對於惡劣環境或再生水,請將間隔減少50%。因子致動器更換成本(~每噴嘴約200至500美元)計入總擁有成本。
Q6:模型預測控制(MPC)值得承擔額外的複雜度嗎?
對於大多數工業冷卻應用,PID + 前饋能以 20% 的工程成本提供 90% 的性能。當MPC具備以下條件時,便具備成本效益:
- 多區域互動強烈(調整一個區域會顯著影響其他區域)。
- 存在硬性限制(最大總水流量、任何區域最低壓力)。
- 產品價值非常高(航空航太、半導體),甚至1–2°C的提升也很重要。
我們建議先從 PID + 前饋系統開始,並在品質或良率提升能證明 3 萬至 10 萬美元的 MPC 軟體與調校成本合理時,再升級至 MPC。
9.結論
將自動溫控系統與智慧噴嘴整合,將噴霧冷卻從固定、開環的過程轉變為動態且精確控制的運作。即時溫度感測、自適應流量調制與閉環驗證的結合,可將溫度變異降低60–75%,用水量減少20–40%,並實現負載瞬變及產品變化期間的無人操作。