





冷軋乳劑噴塗:噴嘴選擇如何影響條狀形狀控制
您將學到什麼: 液壓噴嘴設計、噴霧圖案均勻性及流量特性如何直接影響冷軋機的熱冠控制、邊緣波阻及平整容忍度。
目錄
- [導言:為什麼噴嘴選擇對形狀控制很重要](#1-導言)
- [影響條帶形狀的關鍵噴霧參數](#2-臨界噴霧參數)
- [冷軋應用噴嘴類型比較](#3-噴嘴類型比較)
- [流量分布與熱冠管理](#4-流量分布)
- [材料選擇與磨損對形狀穩定性的影響](#5-材料選擇)
- [安裝定位與維護最佳實務](#6-安裝定位)
- [常見形狀控制問題故障排除](#7-故障排除)
- [常見問題](#8-常見問題)
- [結論與下一步](#9-結論)
1.簡介:為什麼噴嘴選擇對形狀控制很重要
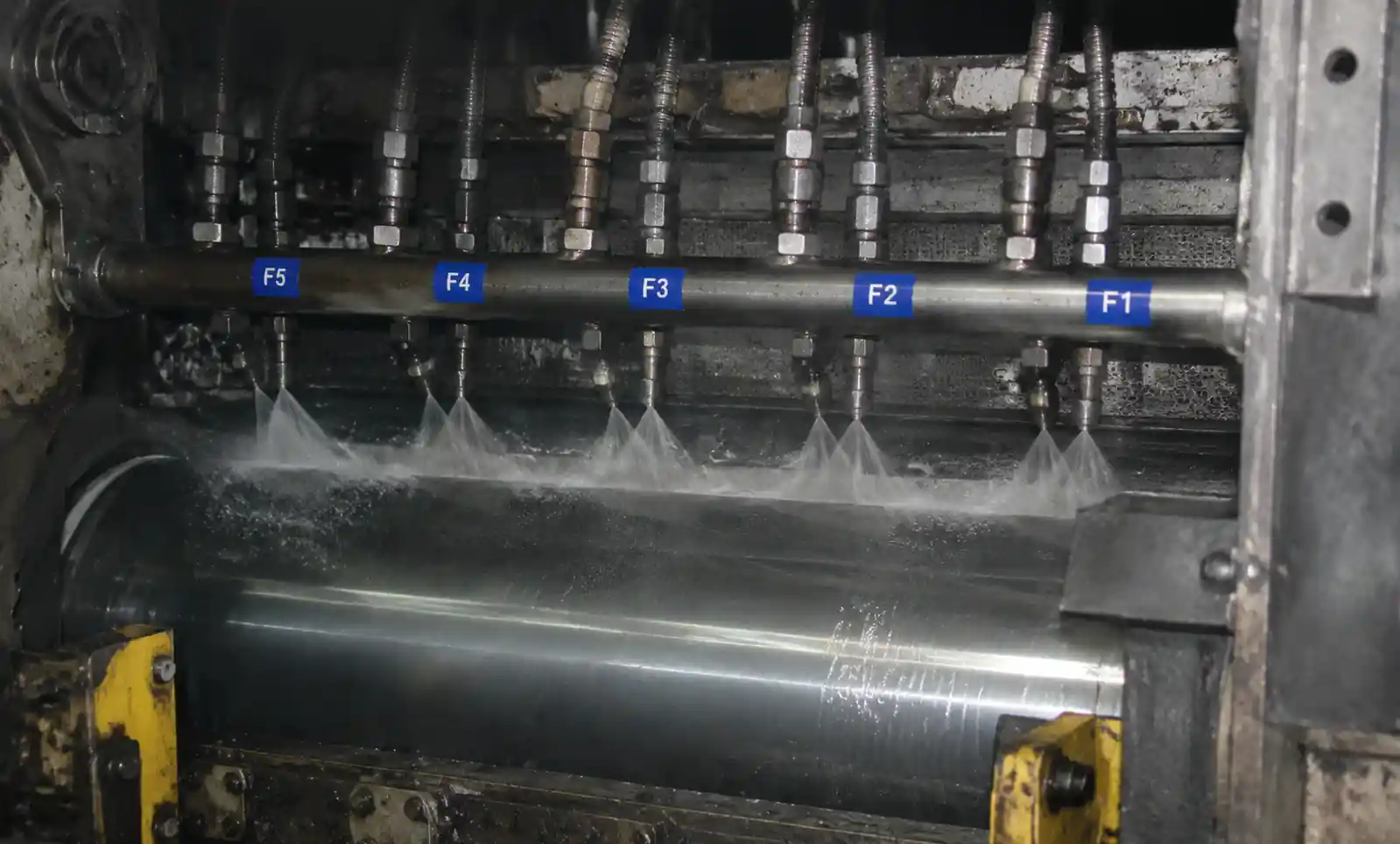
在現代冷軋機中,維持條帶平整度在±10 I單位(平整度偏差)內,需要對工作輥進行精確的熱管理。乳劑噴霧冷卻佔滾製過程中總熱量的60–75%,使噴嘴選擇成為形狀控制中最關鍵但常被忽略的因素之一。
根據我們在串聯冷軋機處理汽車級鋼材的現場經驗,我們觀察到不當的噴嘴選擇會導致三種持續的形狀缺陷:
- 中心屈曲或邊緣波,由冷卻劑在滾筒寬度中分布不均所引起
- 四分之一彎曲 由於中間區域流量密度不足所致
- 因熱響應不一致而導致的平面變換不穩定
本指南將透過說明噴霧角度、液滴大小、流量均勻度及噴嘴磨損如何直接影響工作輥熱冠,最終影響條狀形狀,來解決這些問題。我們將根據磨機配置、乳劑濃度及平整度公差要求提供選擇標準。
這與一般噴嘴導軌有什麼不同: 我們特別關注液壓噴霧特性與形狀執行器效能之間的關係。你會看到流量計算、熱冠模型,以及根據實際軋鋼廠數據推導出的維護計畫範例。
2.影響條狀的臨界噴霧參數
冷軋形狀控制依賴於工作輥熱膨脹的管理。噴嘴的作用是均勻地移除熱量,同時允許透過可變冷卻劑區域進行有意識的熱錐調整。有四個噴霧參數會直接影響這個:
2.1 流量與壓力關係
乳化液流動遵循標準水力方程式:
Q = K × √P
其中:
- Q = 流量(L/min)
- K = 噴嘴流量係數(特定於孔口幾何形狀)
- P = 供壓(bar)
形狀控制的關鍵洞見: 加倍壓力只會增加流量1.41×,而非2×。這種非線性關係在補償磨損噴嘴或調整區域冷卻強度時非常重要。實務上,我們看到許多磨坊嘗試透過增加壓力來恢復冷卻能力,但這會產生報酬遞減並加速磨損。
對於典型的6高串列軋輥冷卻系統,槍管長度為1,800毫米:
- 每個噴頭段需要60至80個噴嘴
- 目標流量密度:每米滾輪寬度15–25公升/分鐘
- 操作壓力範圍:3–6 bar(較高壓力增加液滴衝擊,但也會造成霧化損失)
2.2 噴霧角度與覆蓋均勻性
噴霧角度決定相鄰噴嘴間的重疊幾何形狀。冷軋乳劑系統:
- 狹窄角度(40–60°): 滾轉產生的氣障穿透力更佳,但需更緊密的噴嘴間距
- 廣角(80–110°): 較易覆蓋,但在高速滾動時較易受氣流偏移(>1,200公尺/分鐘)
現場數據: 在以1,400公尺/分鐘速度運行的汽車板材磨機中,將110°平扇噴嘴切換至65°,能減少18%的邊緣波變化,因為較窄的噴霧圖案能更有效地穿透空氣邊界層。
均勻覆蓋的重疊公式:
間距 = (2 × h × tan(α/2))× 0.7
其中:
- h = 噴嘴與滾筒距離(通常為150–250毫米)
- α = 噴射角度
- 0.7 = 重疊因子(30%重疊防止乾條)
2.3 液滴大小分布
液滴大小影響熱傳導效率及乳化油的殘留:
- 粗滴(300–600微米): 較高的衝擊力、更佳的滾筒表面濕潤、霧氣產生最小——適合冷軋
- 細小水滴(<200微米): 熱傳遞時表面積較大,但容易被空氣夾流及油脂濃度漂移
我們利用雷射繞射(Malvern 或 Sympatec 系統)測量液滴大小分布。關鍵指標是 Dv50(中位數飛沫直徑)。
為何這對形狀很重要: 細霧會導致乳液在輥寬度上濃度不均,因為液滴在接觸前會蒸發。這造成熱傳遞係數不一致,導致熱冠變化不可預測,平整度控制模型無法補償。
建議的 Dv50 冷軋乳劑範圍(油脂濃度 3–5%):250–450 微米

2.4 衝擊力與滾動表面濕潤
需要足夠的衝擊力來移開隨工作輥旋轉的空氣邊界層。衝擊不足會導致濕潤不完全及局部熱點。
每個噴嘴的衝擊力可估計:
F ≈ ρ × Q × v
其中:
- ρ = 乳化密度(~1,000 kg/m³)
- Q = 體積流量(m³/s)
- v = 撞擊點的噴射速度
在5巴噴霧壓力下,噴嘴為65°平面,距滾筒表面200毫米,典型衝擊力為每噴嘴2–4牛頓。這足以達到最高1,500公尺/分鐘的速度。
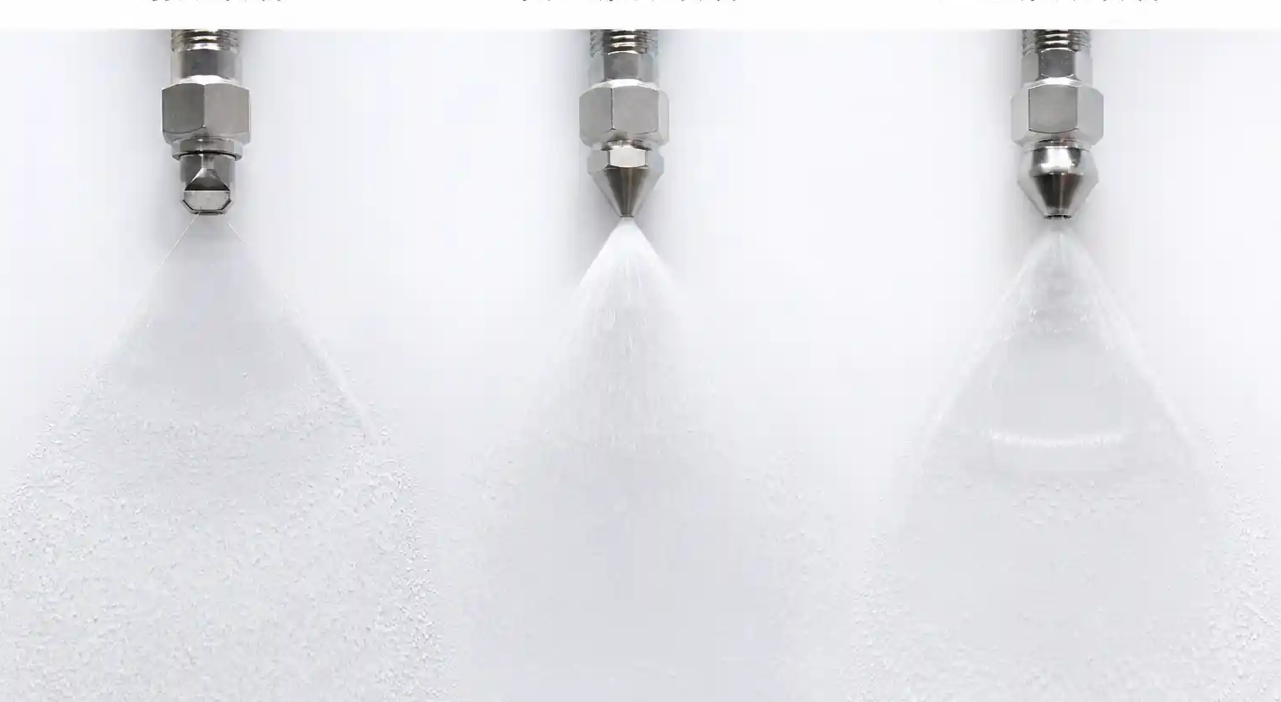
3.冷軋應用噴嘴類型比較
並非所有噴嘴類型都適合冷軋乳劑噴霧。以下是根據工廠現場經驗做的績效比較:
| 噴嘴類型 | 噴霧圖案 | 液滴尺寸範圍(Dv50) | 寬度流動均勻性 | 阻擋抵抗 | 形狀控制的適用性 |
|---|---|---|---|---|---|
| 液壓扁扇 | 橢圓平面 | 250–500微米 | 優秀(±5%變異) | 良好(若濾波至100微米) | 偏好 – 均勻覆蓋,可預測的邊緣定義 |
| 全錐形圓形實心錐 | 200–600微米 | 中等(±12%變異) | 非常好 | 非臨界區域可接受;滾筒寬度較不均勻 | |
| 空心錐 | 環形環形 | 150–400微米 | 差(±中心/邊緣差異20%) | 很好 | 不建議 – 甜甜圈圖案會造成不均勻的熱冠 |
| 空氣霧化 | 細霧 | 50–150微米 | 太好了 | 中等(雙流體複雜度) | 避免——過度噴霧、油脂濃度不穩定 |
| 螺旋全錐形 | 旋轉的實心錐 | 300–700微米 | 良好(±8%變異) | 太好了 | 適合高污染風險的割頭區 |
建議: 液壓平扇噴嘴噴射角為65–80°,是工作輥乳液冷卻的業界標準,因為它們提供:
- 滾筒寬度上的均勻流量分布
- 可預測的噴霧邊緣邊界以控制區域
- 液滴大小適中以減少霧化
- 低維護複雜度(單流體設計)
常見錯誤: 使用全錐形噴嘴用於水槽清洗。這些噴霧會產生圓形噴霧圖案,當沿著滾筒面的排段線性排列時,會產生縫隙或過度重疊,導致正弦流分布,直接轉化為熱冠的變化。
4.流量分布與熱冠管理
工作輥熱冠的開發遵循可預測的冷卻分布模式。現代磨機使用多區噴頭(通常橫跨輥寬度3至5區)來刻意調節熱冠。
4.1 熱皇冠基礎
工作滾筒熱膨脹如下:
ΔD = α × D₀ × ΔT
其中:
- ΔD = 直徑變化
- α = 熱膨脹係數(鋼材為 ~11 × 10⁻⁶ /°C)
- D₀ = 原始滾筒直徑
- ΔT = 溫度上升
對於典型直徑600mm、穩態滾壓期間平均溫升40°C的工作輥:
ΔD = (11 × 10⁻⁶) × 600mm × 40°C = 0.264mm
此熱冠必須透過以下方式來抵消或控制:
- 機械式工作輥彎曲
- 中間滾轉移位(機械式)
- 冷卻劑區流量調變(熱能——噴嘴選擇重要)
4.2 噴嘴間距與區域控制解析度
區域冷卻的效能取決於相鄰區域間明確的熱邊界。這需要:
- 區內均勻性: <± 各區內流量變化3%
- 區域間分離: 區域間噴霧重疊最小(<區域寬度的10%)
可行範例 – 五區噴頭頭設計:
磨機配置:
- 工作輥管寬度:1,600mm
- 分區分布:中心分區(400mm)+ 2個中間分區(每個300mm)+ 2個邊緣分區(每個300mm)
- 目標流量密度:每公尺20公升/分鐘
選擇噴嘴:平風扇 65°,K = 0.45 L/min/√bar
在4巴操作壓力下:
- 每噴嘴流量 = 0.45 × √4 = 0.9 L/min
噴嘴間距計算:
- 在200毫米距離時:間距 = (2 × 200mm ×200mm 與 tan(32.5°)× 0.7 = 178mm
- 噴嘴數每公尺 = 1,000mm / 178mm ≈ 5.6 → 6 噴嘴/公尺
- 實際流量密度 = 6 × 0.9 = 5.4 L/min/每米每個header(×4個header = 21.6 L/min 總計每米) ✓
4.3 流量均勻度測量
我們建議每季進行流量分配審核,使用攔水杯測試:
- 將收集托盤以100mm間距設置,橫跨輥輪寬度
- 在操作壓力下運行噴霧系統30秒
- 測量每個托盤收集的體積
- 計算變異係數(CV = 標準差 / 平均值)
目標表現:
- 區內CV:<5%- 區間有意性變化:可控至±30% 現場觀察: 磨料乳劑中>8,000小時的磨蝕噴嘴磨機顯示CV從4%提升至15%,導致冷卻劑區調整形狀反應不可預測。
5.材料選擇與磨損對形狀穩定性的影響
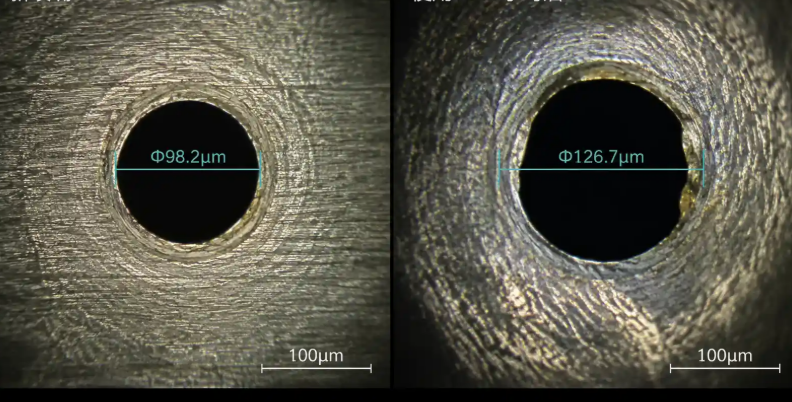
冷軋乳液系統中的噴嘴磨損不可避免,因為循環冷卻液中含有磨料顆粒(磨屑細粒、滾筒磨損碎片)。磨損表現為:
- 孔口擴大 →流量增加
- 噴霧角度變窄 →覆蓋範圍減少
- 不對稱磨損 →噴霧圖案偏斜
這三者都直接降低了形狀控制效能。
5.1 材料性能比較
| 材料 | 硬度(HRC) | 相對磨損壽命 | 成本倍數 | 耐磨性 | 推薦應用 |
|---|---|---|---|---|---|
| 硬化不鏽鋼(316) | 28–32 | 1×(基線) | 1× | 中等 | 低污染乳劑,<3,000小時間隔可接受 |
| 陶瓷(氧化鋁 99%) | 85–88 | 8–12× | 4–6× | 太好了 | 工作滾輪頭段的標準選擇;壽命平衡與成本 |
| 碳化矽 | 90–95 | 15–20× | 8–12× | 優越 | 高污染環境或延長更換間隔 |
| 碳化鎢 | 88–92 | 12–18× | 10–15× | 太好了 | 這是SiC的好替代品,但在壓力下較脆弱 |
5.2 磨損對形狀控制的影響
案例研究: 一台生產汽車裸露板材(厚度0.7毫米,±10 I單位平整公差)的五立串聯銑床在6,000小時運轉後,形狀不穩定性逐漸增加:
- 噴嘴孔口平均磨損:直徑增加+15%
- 每噴嘴流量增加:+23%(流量隨孔面積調整,並依壓降變化調整)
- 區內流量 CV:由 4.2% 增加至 14.8%
- 形狀控制響應:邊緣波修正效能降低30%
根本原因: 噴嘴間磨損率不均(部分磨損8%,部分22%)造成流量分布模式,不再符合磨坊熱冠模型的假設。
已實施解決方案:
- 從不鏽鋼改用氧化鋁陶瓷噴嘴(8×壽命)
- 每2,000小時建立一次流量稽核協議
- 當平均磨損超過+10%流量增加時更換整個區域
經濟正當性:
- 陶瓷噴嘴價格高出5×但壽命更長8×
- 避免因形狀原因從優質降級至商業級:每噸120美元×40噸/天=4,800美元/天
- 回收期:3週
5.3 替換策略
有兩種方法:
個別更換: 當流量測量超過標稱值的+12%時,請更換噴嘴
- 優點:較低的前期成本
- 缺點:新噴嘴與磨損噴嘴混合時,造成流量不均勻
區域更換: 當平均磨損達到+10%時,同時更換該區域內所有噴嘴
- 優點:維持區域內一致性
- 缺點:每場賽事的更換成本較高
建議: 中心及中間區域(形狀關鍵)需更換區域,邊緣區域可單獨更換。
6.安裝定位與維護最佳實務
正確安裝噴嘴會直接影響噴霧性能。我們已修正的常見安裝錯誤:
6.1 距離
最佳射程: 從噴嘴尖端到滾筒表面 150–250 毫米
- 太近(<150mm): 噴霧模式尚未完全形成;滾筒振動可能造成噴嘴撞擊損壞 - 距離太遠(>300mm): 液滴減速過度;氣流偏轉噴霧模式;霧化增加
測量方法: 在安裝及季度檢查時,使用深度計在每個頭段三點確認距離。
6.2 噴射角度對準
噴嘴必須對齊:
- 軸向: 噴霧風扇垂直於捲軸(±2°公差)
- 徑向: 噴霧中心線瞄準滾筒切點(非周邊偏移)
野外觀測: 軸向位置若有5°錯位,有效覆蓋寬度減少12%,會產生乾燥條紋,呈現局部熱帶及形狀偏差。
6.3 排氣頭段安裝剛性
噴霧頭必須剛性安裝,以防止因震動引起的位置改變。我們見過以下工廠:
- 支撐支架不足,導致液壓壓力下頭段偏移3–5毫米
- 磨機運作產生的振動導致頭段在數月內逐漸旋轉
- 結果:噴霧模式逐漸偏移,造成無法解釋的形狀漂移,操作員透過重新調校模型來補償,掩蓋根本原因
解決方案: 焊接安裝的頭段支架,配有間隔600毫米的減震襯套。
6.4 過濾要求
冷軋乳液系統循環冷卻液,內含:
- 磨機級細粉(10–100微米)
- 滾輪磨損碎屑(5–50微米)
- Tramp 油與絮凝劑
最小過濾量: 液壓平扇噴嘴的絕對過濾量為 100 微米,孔徑為 >0.8mm
建議過濾量: 50 微米以達到最佳噴嘴壽命;自動回沖過濾器以維持流量壓力
6.5 維護計畫
| 任務 | 頻率 | 錄取標準 |
|---|---|---|
| 目視檢查(堵塞、物理損壞) | 每日(操作員檢查) | 無可見碎片,噴嘴本體完整 |
| 流量分配審核(捕捉杯測試) | 每2,000個操作小時 | 區域內CV <8% |
7.常見形狀控制問題故障排除
7.1 症狀:邊緣波對冷卻區調整無反應
可能與噴嘴相關的原因:
-
邊緣區噴嘴磨損不均勻
- 診斷:測量每個邊緣噴嘴的流量;注意>15%的變化
- 解決方案:同時更換所有邊緣區噴嘴
-
高速噴射偏轉
- 診斷:檢查邊緣波強度是否隨滾轉速度增加而增加
- 解決方案:改用較窄的噴嘴角(65°,而非80°),或提高噴霧壓力以提升滲透力
-
條帶邊緣覆蓋不足
- 診斷:水敏感紙張測試顯示邊緣有乾燥區
- 解決方案:減少噴嘴間距或增加輔助邊緣噴嘴
7.2 症狀:儀規轉換時中心屈曲
可能與噴嘴相關的原因:
-
中心區域熱反應延遲
- 診斷:中心區流量密度明顯低於中間區
- 解決方案:驗證中心區噴嘴數量與流量;必要時增加中心區壓力
-
噴霧導致熱傳遞不均勻
- 診斷:工作卷周圍可見的霧氣雲;乳劑濃度漂移
- 解決方案:降低噴霧壓力或改用噴嘴產生較粗的液滴(增加孔口尺寸)
7.3 症狀:線圈長度間的平整度變化
可能與噴嘴相關的原因:
-
間歇性噴嘴堵塞
- 診斷:觀察到隨時間觀察到的流量變化;改良過濾暫時解決問題
- 解決方案:將過濾升級至50微米;檢查乳劑污染源
-
冷卻劑供應中的溫度循環
- 診斷:噴霧壓力波動;乳劑溫度變化±5°C
- 解決方案:與噴嘴無直接關聯,但影響噴霧性能;穩定冷卻劑系統溫度
7.4 診斷流程圖
形狀缺陷出現 ↓ 冷卻區調校是否變得不那麼有效了? ↓ 是的 執行流量分配稽核 ↓ CV >8% 在區域內? ↓ 是的 測量個別噴嘴流量 ↓ 不同噴嘴間的差異>15%? ↓ 是的 → 更換磨損的噴嘴(建議區域更換) ↓ 還是反應不好? ↓ 檢查噴霧角度對齊和距離 ↓ 錯位>3°或距離外? ↓ 是的 → 重新對齊排氣頭並用水敏紙張測試驗證

8.常見問題
Q:我們能在同一個噴嘴頭段內混合不同類型的噴嘴嗎?
答:不建議這麼做。不同噴嘴類型產生不同的噴霧模式與液滴大小,即使流量相匹配,冷卻仍不均勻。每個排氣頭最好用一種噴嘴類型,最好是滾筒上所有排頭都用。
問:我們如何判斷噴嘴磨損是否影響形狀控制,還是其他因素?
答:進行流量分配審核。若區域內變異係數超過8%,或噴嘴流量超過標稱值>12%,則噴嘴磨損可能造成影響。也要注意形狀問題與自上次更換噴嘴以來的運作時間之間的關聯。
問:較高的噴霧壓力是否總是比較適合熱能去除?
答:沒有。雖然較高的壓力會略微增加流量(請記得平方根關係),但它同時也:
- 產生較細的液滴,較易噴霧
- 加速噴嘴磨損
- 可能引起乳化泡沫 優化 3–6 bar;超過8巴的溫度對冷軋應用來說很少有實質效益。
Q:我們應該用同一個噴嘴來冷卻工作輥和備用輥嗎?
答:不一定。備用捲筒有不同的熱管理要求——它們不會直接接觸紙條,且旋轉速度較慢。許多磨機使用較寬角度的全錐形噴嘴作為備用輥,因為寬度均勻覆蓋較不重要。
Q:噴嘴磨損對形狀控制的影響有多快?
答:這是漸進的。在典型乳劑環境中,具有中度污染:
- 前 2,000 小時:影響最小,磨損<5% - 2,000–5,000 小時:可測量磨損(5–10%),形狀控制補償仍有效 - 5,000–8,000 小時:明顯磨損(10–20%),形狀反應減弱,降級風險增加 - >8,000 小時:嚴重磨損(>20%),形狀行為不可預測
隨著污染程度越高,時間線就會被壓縮。
Q:我們能在不更換噴嘴的情況下恢復形狀控制性能嗎?
答:暫時性地,透過增加噴霧壓力來補償流失,但這會加速磨損並產生其他問題。唯一永久的解決方法是更換噴嘴。可以把它想像成試圖透過增加滾輪力來補償磨損的銑床軸承——你可以暫時掩蓋症狀,但無法避免根本的機械問題。
9.結論與下一步
噴嘴的選擇與維護直接影響冷軋形狀控制,透過三種機制:
- 流量均勻性決定熱冠的可預測性
- 噴霧圖案幾何形狀影響區域冷卻解析度
- 磨損速率決定長期形狀控制穩定性
維持形狀控制性能最重要的措施:
立即(若尚未實施):
- 確認現有噴嘴類型符合應用需求(液壓平扇,建議65–80°噴射角)
- 執行流量分配審核以建立基準
- 檢查過濾充分性(最低100微米,最好50微米)
短期(三個月內):
- 實施季度流量稽核計畫
- 制定噴嘴更換標準(平均磨損時區域更換>10%)
- 評估材料升級至陶瓷,若目前使用不鏽鋼
長期:
- 將噴嘴性能追蹤整合進形狀控制資料系統
- 根據營運時間及污染程度制定預測性更換排程
- 考慮關鍵形狀區域的自動流量監測系統
經濟影響: 實施系統化噴嘴管理的工廠請參見:
- 形狀相關降級減少15–25%
- 透過適當選材延長噴嘴使用壽命 30–40%
- 平整度一致性提升20–30%