





煙氣脫硫系統的最佳噴嘴類型
您將學到什麼: 如何根據噴霧性能、耐磨性及總擁有成本,選擇煙氣脫硫(FGD)系統的最佳噴嘴類型,並以現場數據與工程計算為依據。
目錄
- [導言:為何噴嘴選擇決定FGD系統的可靠性](#1-導言)
- [FGD應用中的臨界噴霧參數](#2-臨界噴灑參數)
- [FGD 系統噴嘴類型比較](#3-噴嘴類型比較)
- [材料選擇與磨損成本分析](#4-材料選擇)
- [濕式FGD的應用特定選擇](#5-應用特定選擇)
- [常見安裝與維護錯誤](#6-常見錯誤)
- [來源與生命週期考量](#7-來源考量)
- [常見問題](#8-常見問題)
- [結論與下一步行動](#9-結論)
1.簡介:為何噴嘴選擇決定FGD系統的可靠性
在濕式煙氣脫硫(FGD)系統中,噴嘴是影響SO₂去除效率、石灰石漿液分布均勻性及長期營運成本的最關鍵元件。根據我們在燃煤及工業鍋爐安裝的現場經驗,我們估計60–70%的FGD吸收器表現不佳,源自三種噴嘴相關故障之一:因侵蝕磨損導致噴霧角度變窄、流量超過設計±10%,或液滴分布不均導致煙氣側乾燥區域。
本指南針對我們在FGD系統設計與改裝專案中常見的缺口:工程師常常繼承舊有噴嘴規格,卻不了解中空錐形、螺旋型與切向型噴嘴之間的取捨,或材料選擇如何影響pH值5.0–6.0高固體石灰石漿液的磨損壽命——303不鏽鋼與碳化矽。與一般噴嘴概述不同,本文提供量化選擇標準、真實磨損數據及經濟計算,讓你能立即應用於下一次 FGD 升級或故障排除專案。
本指南幫助你解決的問題:
- 選擇能最大化氣液接觸面積同時最小化壓降的噴嘴類型
- 計算磨料石灰石或石灰漿液服務中噴嘴的真實總擁有成本(TCO)
- 防止噴嘴過早故障,導致非預期停機及SO₂合規違規
- 設計噴霧頭管佈局,確保煙氣在不同負載條件下均勻覆蓋
2.FGD應用中的臨界噴霧參數
2.1 流量與液氣比(L/G)
濕式FGD系統通常以液氣比值運作,為每1,000立方英尺(加侖/1000英方英尺),視進氣口SO₂濃度及所需去除效率而定。噴頭管中的每個噴嘴必須在15–40 PSI的工作壓力範圍內提供可預測的流量。流壓關係如下:
Q = K × √P
其中 Q 為流量(GPM),K 為噴嘴流量係數(特定於孔口幾何形狀),P 為壓力(PSI)。我們看到一個致命錯誤,工程師假設壓力加倍會讓流量加倍;實際上,將壓力從20 PSI提高到40 PSI只會讓流量增加√2≈1.41×。這對於多層噴灑區的頭流分布平衡具有深遠影響。
2.2 液滴大小分布與 Sauter 平均直徑(SMD)
SO₂吸收是一種氣液質量轉移過程,較小的液滴在單位體積內提供更高的表面積。在我們使用雷射繞射(Malvern Spraytec)進行現場測量時,有效的FGD噴嘴產生800–2,000微米的Sauter平均直徑(D₃₂)。低於500微米的液滴有過度滲入霧氣消除器的風險,而超過2,500微米的水滴則下降過快,縮短氣體流中的停留時間。
根據最近一項300兆瓦燃煤機組的改裝專案,我們比較了兩種噴嘴類型:
- 空心錐形噴嘴 25 PSI:D₃₂ = 1,200微米,翼展 = 1.6
- 螺旋噴嘴 25 PSI:D₃₂ = 1,450微米,翼展 = 1.9
空心錐形結構使 SO₂ 去除效率提升了 2.5%,但代價是霧化劑負載增加。最佳液滴大小取決於你的吸水器高度、煙氣速度(通常為8–12英尺/秒)以及對水平衡失衡的容忍度。
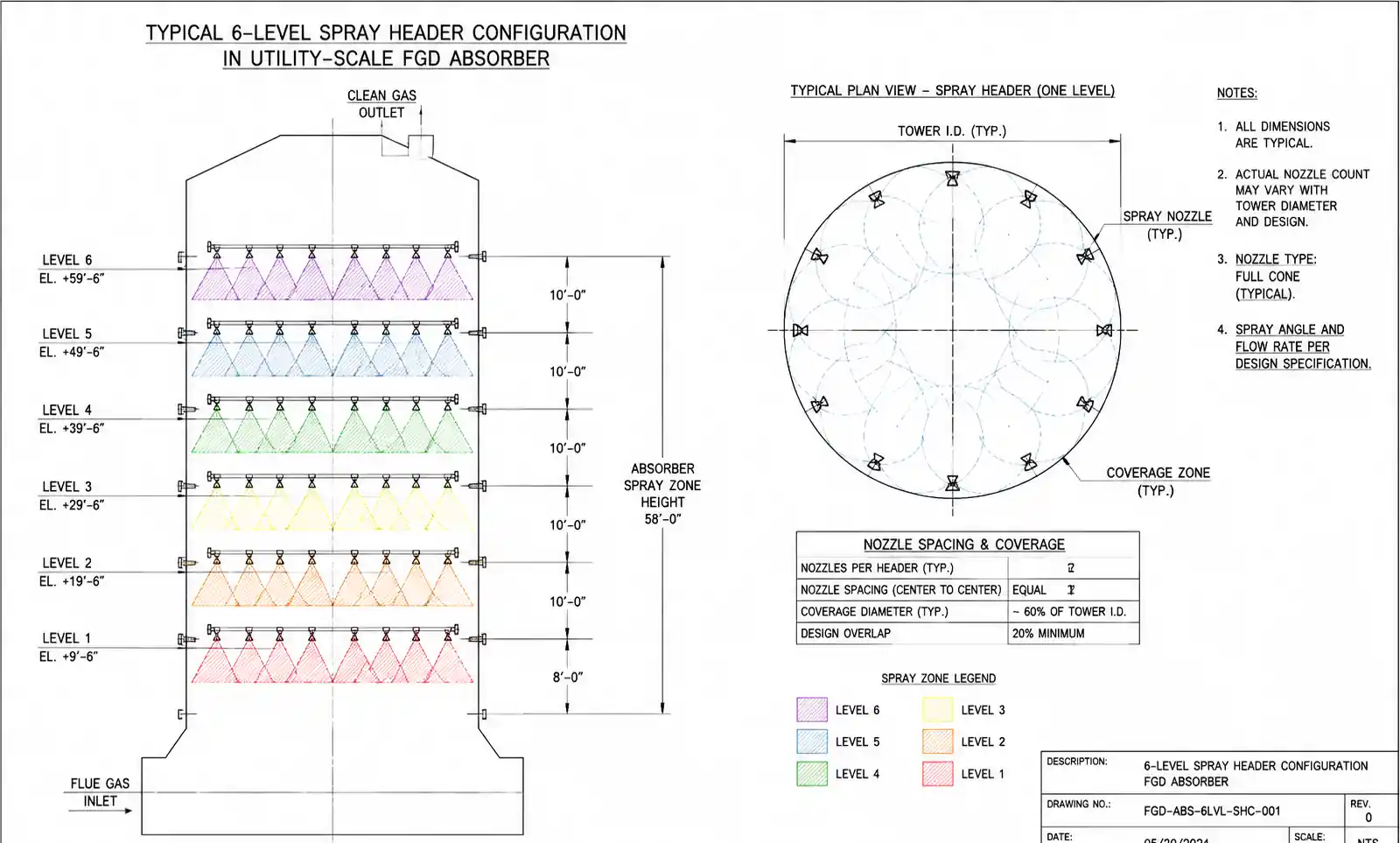
2.3 噴霧角度與覆蓋均勻性
大多數FGD噴嘴使用60–120°噴嘴角。關鍵工程問題是噴嘴間距,以確保煙氣覆蓋完整且不會過度重疊(浪費泵功率)或乾燥區(避免SO₂滑移)。對於直徑為 D 的圓柱形吸音器,可以估計環形排頭上噴嘴間距 S 為:
S = D × sin(θ/2) / N
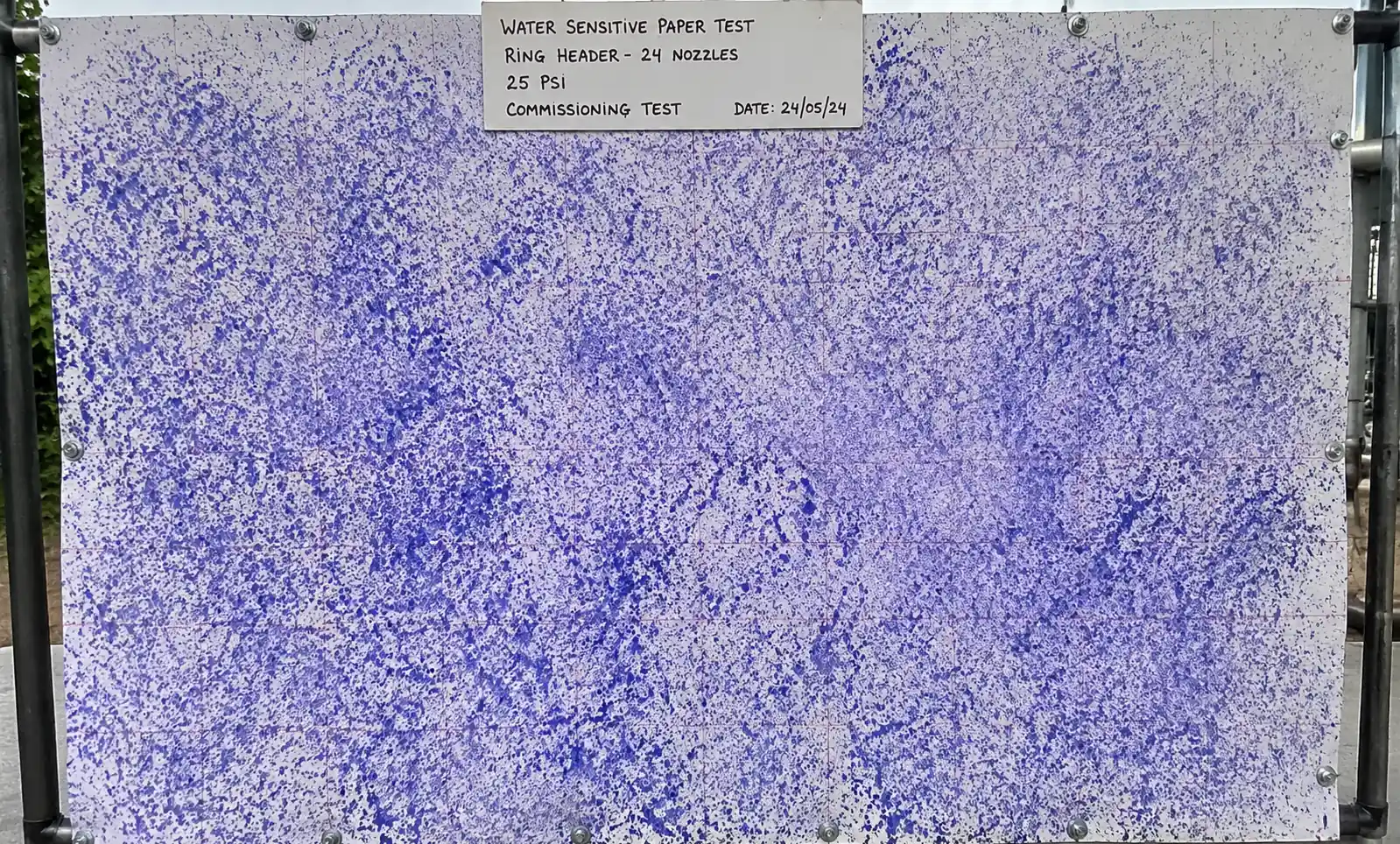
其中 θ 是噴射角,N 是每環的噴嘴數量。實務上,我們建議噴霧邊緣保持10–15%的重疊,以考量邊緣效應與流量不均。我們使用的一種現場驗證方法是:在冷調試測試時,將水敏感紙張安裝在吸收器內的垂直框架上,以繪製實際覆蓋範圍。
2.4 阻塞阻力與自由通道直徑

FGD服務中的石灰石漿液通常含有10–20重量百分比固體,顆粒尺寸可達200網格(74微米)。為避免頻繁堵塞,噴嘴孔徑或自由通道直徑應至少為最大顆粒尺寸的3×——標準石灰石漿料的孔口至少為6–8毫米(0.24–0.31英吋)。切向與螺旋噴嘴的自由通道較細噴霧空心錐形噴嘴大,使其在上游過濾不良或石膏有剝皮傾向的系統中更具容錯性。
3.FGD 系統噴嘴類型比較
3.1 表現總結表
| 噴嘴類型 | 噴霧圖案 | 典型 SMD(微米) | 阻擋抵抗 | 壓力降 | 相對磨損速率 | 最佳使用情境 |
|---|---|---|---|---|---|---|
| 空心錐 | 環狀環,周邊高速 | 800–1,400 | 中等(需濾網) | 中等壓力(20–35 PSI) | 高(渦流室湍流) | 高SO₂去除效率,清潔漿液服務 |
| 螺旋(全錐) | 實心圓錐形圖案,廣角 | 1,200–2,000 | 高(大型自由通道) | 低壓(15–25 PSI) | 低流(切線流路) | 高固體漿液,降低維護優先順序 |
| 旁枝條目 | 透過切向端口的空心錐 | 1,000–1,800 | 非常高(無內部葉片) | 低壓(12–20 PSI) | 非常低(無撞擊) | 嚴苛磨蝕,最長耐用 |
| 空氣霧化 | 細霧,雙流體 | 50–300 | 低(容易堵塞) | 高壓(需要壓縮空氣) | 中等 | 試點系統、研究,非標準FGD |
3.2 空心錐形噴嘴:高效率,高維護
空心錐形噴嘴在渦旋室內產生旋轉流,產生細長且高速的環狀噴霧圖案。此幾何設計最大化液滴表面積及氣液交互作用,使空心錐形噴嘴成為 FGD 系統中目標為 >95% SO₂ 去除效率的預設選擇。然而,渦旋室容易受到侵蝕性磨損,尤其是在含有角狀石英或未反應石灰石顆粒的回收石膏漿中。
根據我們在中西部一座電廠進行的磨損研究,316公升不鏽鋼中空錐形噴嘴在15重%石灰石漿液、pH值5.5中,運行8,000小時後,流量提升了15–20%。磨損的孔徑從12.5毫米增加到13.8毫米,噴霧角度從90°偏移至約75°,並造成吸收層覆蓋不均。將這些噴嘴更換為碳化矽內襯件,使用壽命延長至32,000+小時,且流速漂移<5%。
關鍵工程見解: 中空錐形噴嘴是理想選擇,當 SO₂ 去除效率是主要限制,且有完善的預防性維護計畫可透過季度便攜式流量計檢查追蹤流量與噴射角度劣化。
3.3 螺旋噴嘴:高固體服務的堅固主力
螺旋(或全錐形)噴嘴利用螺旋內部通道向漿液注入旋轉能量,產生無渦腔的實心錐形噴霧。較大的內部流路及無急轉彎,使螺旋噴嘴更能抵抗侵蝕與堵塞。其取捨是液滴尺寸較粗(SMD通常為1,200–2,000微米),且每單位噴霧體積的SO₂質量傳遞效率略低。
在500 MW機組的比較試驗中,我們在下兩個噴霧層(因循環泵吸力位置導致漿液固體負荷最高)將空心錐形噴嘴換成螺旋噴嘴。結果是:維修間隔從6個月延長至18個月,非預期噴嘴故障從每年3次降至零。考慮到工廠的合規邊際,SO₂去除效率的略微降低(從97.2%降至96.8%)是可接受的。
現場應用說明:螺旋噴嘴是FGD系統中首選,適用於>15 wt%漿液固體、上游過濾不足,或處於循環/負載跟隨模式的廠房,壓力波動可能使結垢脫落並將碎屑送入噴霧頭段。
3.4 切線入口噴嘴:最大壽命
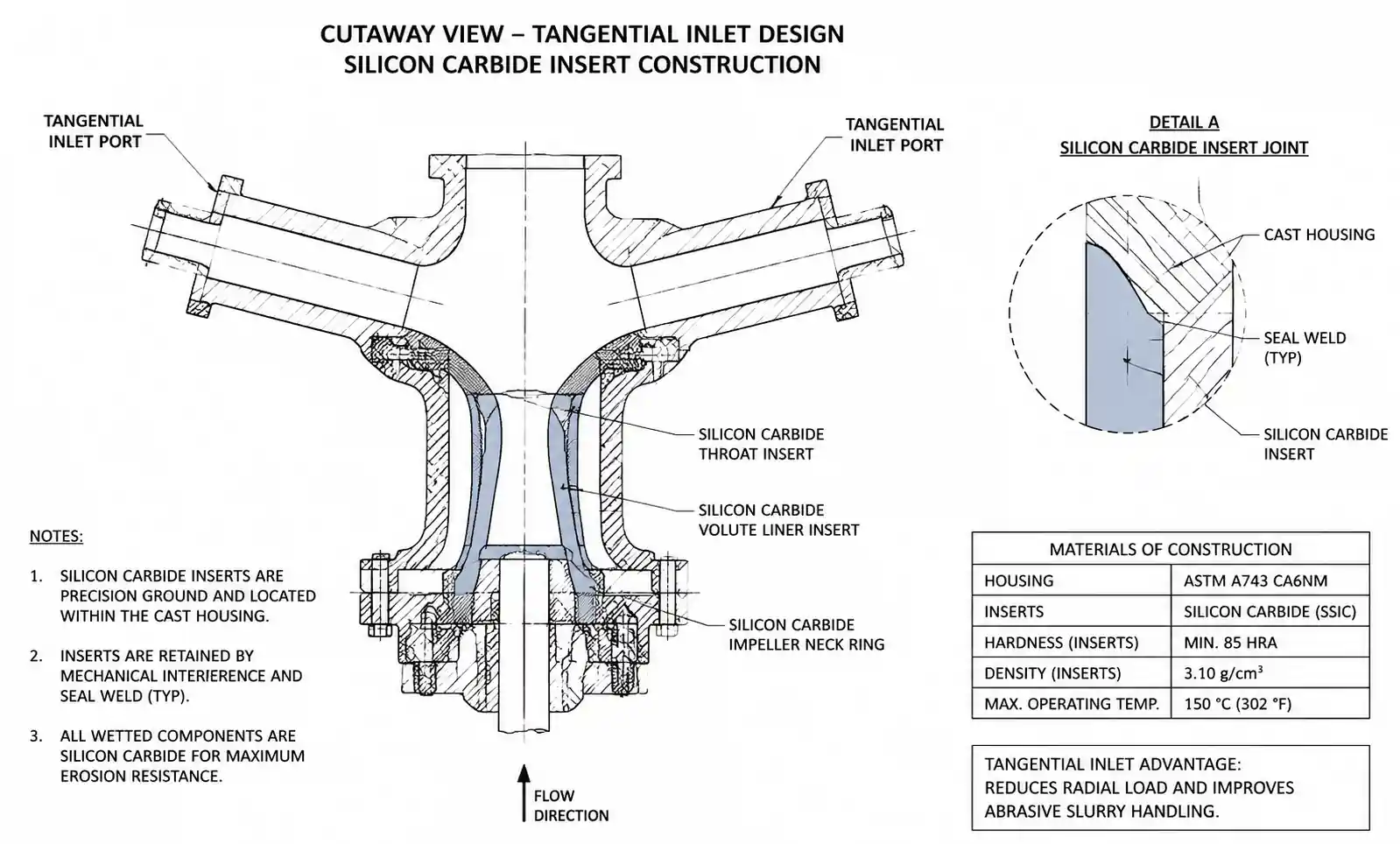
切向入口噴嘴有一個或多個入口端口,位於圓柱形渦腔的切線上。此設計產生類似渦旋噴嘴的空心錐形噴霧圖案,但無內部葉片或銳利的撞擊面,是所有液壓噴嘴類型中磨損率最低的。在含有高達2 wt%飛灰的回收石膏漿料的磨料使用中,切向噴嘴搭配陶瓷插件可達40,000至50,000小時的使用壽命。
主要缺點是成本:採用碳化矽或氧化鋁陶瓷嵌件的切向噴嘴通常比標準316SS螺旋噴嘴高出3至5×。然而,考慮到吸收器進入成本、鷹架設置、停電時的發電損失,以及磨損噴嘴的處理,在重度使用中,總擁有成本通常偏向切向陶瓷噴嘴。
經濟計算範例:
- 標準316SS空心錐: 每噴嘴85美元,壽命8,000小時,40,000小時內更換5次 = $425 + $12,000人工(估計)= 每個噴嘴位置$12,425
- 切線SiC噴嘴: 每噴嘴420美元,壽命40,000小時,1次更換 = $420 + $2,400人工 = 每個噴嘴位置$2,820
對於400噴嘴吸音器,10年內的生命週期節省超過380萬美元,且不包含因意外停電而避免的合規罰款。
4.材料選擇與磨損成本分析
4.1 材料性質比較
| 材料 | 硬度(HV) | 相對磨損壽命 | 成本倍數 | 適合的pH範圍 | 典型故障模式 |
|---|---|---|---|---|---|
| 303/304 不鏽鋼 | 170–220 | 1.0×(基線) | 1.0× | pH > 4.5 | 孔口邊緣的侵蝕,蝕蝕腐蝕 |
| 316L不鏽鋼 | 170–220 | 1.2× | 1.3 × | pH > 4.0 | 侵蝕,更強的氯化物抗性 |
| 17-4 pH 不鏽鋼(H900) | 400–450 | 2.5× | 2.0× | pH > 5.0 | 減少侵蝕,熱衝擊下可開裂 |
| 碳化矽(SiC) | 2,400–2,800 | 8–12× | 4–6× | pH 1–14 | 壓力突升或撞擊時,脆性斷裂 |
| 氧化鋁陶瓷(Al₂O₃) | 1,500–1,800 | 5–8× | 3–5× | pH 2–12 | 漸進侵蝕,比SiC |
| 碳化鎢(WC) | 1,400–1,800 | 6–10× | 5–8× | pH > 6.0(對酸敏感) | 優異的抗侵蝕性,低pH下結合劑腐蝕 |
4.2 FGD服役中的磨損機構
與水噴系統不同,FGD噴嘴在化學刺激性強、磨蝕性強的漿液環境中運作。主要的磨損機制有:
-
侵蝕性磨損: 角狀石灰岩顆粒(莫氏硬度3)及夾帶飛灰(二氧化鋁為莫氏硬度5–7)以10–25公尺/秒的速度衝擊孔口邊緣及內表面。侵蝕速率隨粒子速度調整至2.5–3.0的倍數,意即漿液速度增加2×會導致磨損加速6–8×。
-
腐蝕增強侵蝕: 在pH 5.0–6.0時,不鏽鋼上的被動氧化膜會持續被顆粒撞擊去除,使新鮮金屬暴露於酸性侵蝕之下。這種協同效應比純機械性侵蝕加速磨損30–50%。
-
空蝕: 在 FGD 服務中較少見,但可在設計不良的循環泵吸管或噴嘴遠高於額定壓力時發生。空蝕損傷表現為孔口出口附近凹陷、海綿狀的表面。
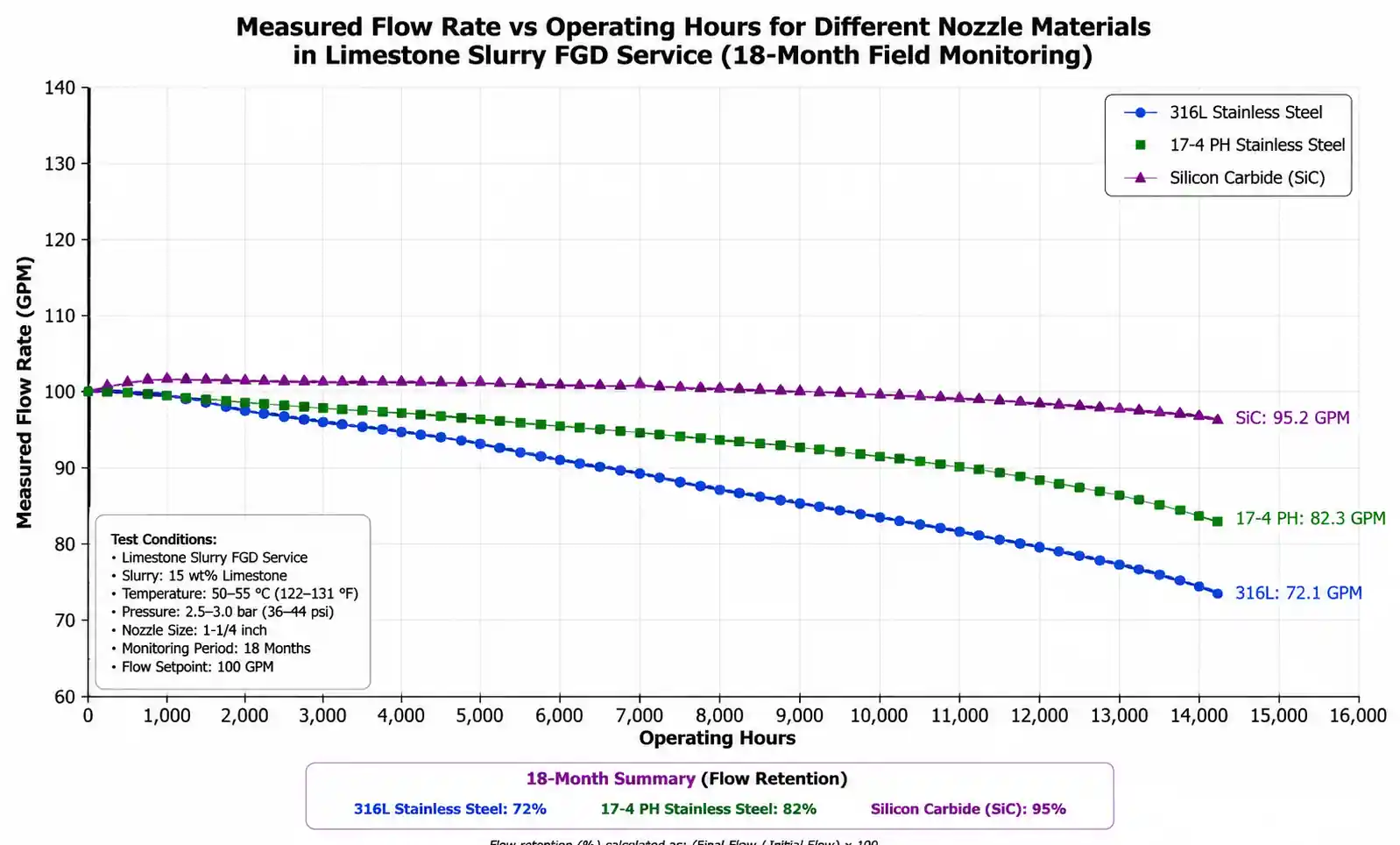
4.3 現場數據:316L 與碳化矽的使用壽命
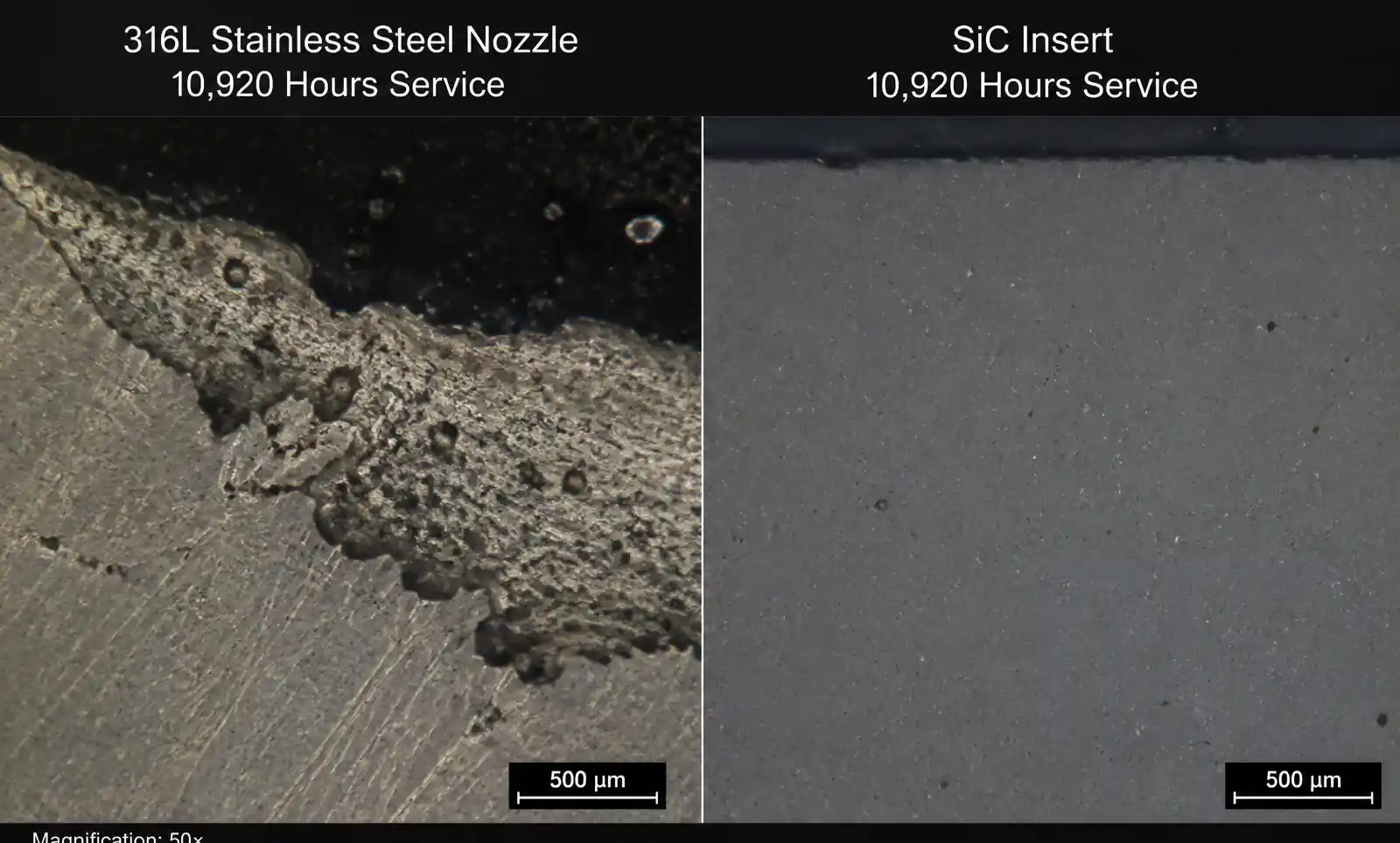
我們在一台350 MW燃煤機組、燃燒2.5%硫磺煤、採用石灰石強制氧化(LSFO)FGD系統的350 MW燃煤機組,安裝了12個噴嘴(其中各6個316L不鏽鋼及矽化矽嵌件)。操作條件:固體18重,pH值5.8,噴霧壓力25 PSI,每年6,500小時運作。利用校準過的渦輪流量計及高速影像噴霧影像,每6個月測量一次流量與噴霧角度。
18個月(10,920小時)後的結果:
- 316L 噴嘴: 流量提升 18.2%(從 45.0 加侖加侖到 53.2 加侖加侖每分鐘),噴霧角度從 90° 縮小至 72 度,孔口明顯磨損及噴霧模式不對稱
- SiC 噴嘴: 流量提升 2.1%(從 45.0 至 46.0 GPM),噴霧角度穩定於 88–90°,50 × 顯微鏡下無明顯孔口磨損
推算這些磨損曲線後,我們估計316L噴嘴約在12,000小時達到壽命終止(定義為>15%流漂移),而SiC噴嘴則超過60,000小時。這相當於實際的使用壽命比約為5:1,而非由工作台尺漿料罐測試建議的8至12×。這種差異很可能反映了全尺寸的保護邊界層效應,以及夜間和週末間歇性低負載運轉。
5.濕式FGD的應用特定選擇
5.1 燃煤公用鍋爐(300–1,000 MW)
系統特性: 高SO₂進出口(1,500–3,000 ppm)、持續基載運作、石灰石漿料固體含量15–20 wt%,強制氧化成石膏,嚴格出口限制(<50 ppm SO₂,常為<20 ppm)。
建議噴嘴選擇:
- 上噴霧量(1–3): 空心錐形或螺旋噴嘴,316L或17-4 pH不鏽鋼,噴霧角度90–120°,設計用於去除95–98%的二氧化硫
- 較低噴霧量(4–6): 螺旋或切向噴嘴搭配SiC內嵌件,噴角60–90°,設計用於洗滌及最終拋光
- 典型噴嘴數量: 總共300–600個噴嘴,涵蓋4–6個噴霧等級,20–30 PSI操作壓力,孔徑8–12毫米
選擇理由: 上層液態能獲得相對乾淨的漿液,並受益於空心錐形噴嘴的高質量傳遞效率。低濃度的漿液循環,固體負載較高,且需要耐磨材料。透過分開噴嘴類型,可以同時優化 SO₂ 去除與維護成本。
5.2 工業鍋爐與流程加熱器(<100 MW)
系統特性: 中等SO₂進氣口(500–1,500 ppm)、可變負載、鎂強化石灰或石灰石、吸收劑停留時間較短、維護預算有限。
建議噴嘴選擇:
- 單噴或雙噴嘴: 螺旋噴嘴,316L 不鏽鋼,90°噴射角,操作壓力 15–25 PSI,孔口 10–12 毫米
- 噴嘴數量: 40–120 個噴嘴,視煙氣流量及進氣 SO₂ 而定
選擇理由:螺旋噴嘴在工業FGD系統常見的<95%二氧化硫去除目標中,提供了成本、抗堵塞性及液滴細度的最佳平衡。較簡單的內部幾何結構能容忍漿料品質偶爾的變動,並減少備用零件庫存。
5.3 改裝與升級專案
當對現有FGD系統進行更嚴格的SO₂限制或燃料切換(例如從低硫煤轉為高硫煤)時,工程師面臨一個共同挑戰:噴霧頭段和吸收器內部結構固定,限制了增加噴嘴或噴霧量的選項。
升級策略:
- 在上層以空心錐形噴嘴取代螺旋噴嘴,以提升質量傳遞效率5–10%,且不增加噴霧區域。確認排氣頭的壓力等級是否能承受較高的壓降。
- 將孔徑增大一個增量(例如10毫米→12毫米),以增加相同頭段壓力下的總漿液流量。如果你的循環泵有抬頭裕量,這套方法有效;檢查泵曲線和馬達負載。
- 所有噴嘴更換為矽化矽(SiC)插入件以鎖定噴霧性能。侵蝕造成的流漂是順應性邊際劣化的隱藏原因。
6.常見安裝與維護錯誤
6.1 安裝噴嘴方向錯誤
許多空心錐形及切向噴嘴內部有具有特定旋轉方向的渦流室。將噴嘴安裝偏離旋轉180°,可能會改變噴霧模式或降低流量10–15%。我們曾見過因標記不清或現場人員不熟悉噴嘴設計,導致整層噴霧裝反安裝的情況。
最佳實務: 在主管管上永久標示噴嘴方向,使用不鏽鋼標籤或刻有方向箭頭。在維修工作套件中附上方向照片與扭力規格。使用扭力扳手防止過度擰緊,避免陶瓷內襯件裂開。
6.2 安裝後忽略流量驗證
停電後 FGD 性能不佳的常見原因是未能在密封吸收器前驗證個別噴嘴流量。製造公差、安裝損壞或頭段內的雜物可能導致個別噴嘴偏離目標20–30%,在煙氣中產生熱點。
最佳實務: 冷調試或主要噴嘴更換後,使用校準過的收集桶與秒錶方法(低科技但有效)或在每個噴嘴上游的頭部夾住超音波流量計測量每個噴嘴的流量。在進入熱調試前,請標記任何流出>10%目標的噴嘴進行檢查或更換。
6.3 忽略噴霧角度因磨損而漂移
即使噴嘴持續流動,侵蝕磨損仍可能在流量超過±15%更換標準之前,改變噴霧角度與圖案均勻性。中空錐形噴嘴在90°至70°間磨損時,仍可能通過流量檢查,但吸收器中心未覆蓋,導致SO₂滑移,並在鄰近噴嘴造成局部過載。
最佳實務: 建立預防性維護計畫,利用高速影像成像或水敏紙張測試,每12至18個月監測噴灑角度。結合便攜式流量計檢查器,建立針對特定漿料化學成分及噴嘴類型的磨損曲線資料庫。利用這些數據預測更換間隔,避免非預定停電。
6.4 混合噴嘴類型卻不懂流量平衡
為了降低成本,有些業者會在同一噴頭上混合低成本螺旋噴嘴與空心錐形噴嘴。由於這些噴嘴類型的流係數 K 不同,要達到均勻的流量分布,需要不同孔徑或在非最佳壓力下運作。
最佳實務: 每個噴霧等級使用單一噴嘴類型。若必須混合不同類型,請使用商用噴頭設計軟體(或基於流量-壓力方程式的自訂試算表)模擬頭管液壓系統,以確保設計操作壓力下所有噴嘴流量均勻度±5%。
7.採購與生命週期考量
7.1 原廠與後市場噴嘴的比較
原廠設備製造商(Spraying Systems Co.、Lechler、BETE、Ikeuchi)提供精密製造的噴嘴,並附有性能曲線、材料認證及可追溯性。售後市場供應商可提供30–50%的成本節省,但品質控管不一且噴塗性能不確定。
從風險管理角度來看,我們建議在關鍵高噴霧濃度使用原廠噴嘴,因為 SO₂ 去除效率與合規限制緊密相關;低水量則考慮經過審核的後市場噴嘴,因為噴霧均勻性較不重要。安裝前務必索取認證材料測試報告(MTR),並讓進來噴嘴在工作台上進行流量測試。
7.2 交貨時間與庫存策略
標準 316SS 噴嘴通常在 2 至 4 週內出貨;客製化幾何形狀或陶瓷插入噴嘴可能需要8至12週的交貨期。對於400噴嘴的吸收器,我們建議保持以下最低備用庫存:
- 例行更換噴嘴的10%(40個單位)
- 一整層噴霧(60–100單位)用於緊急停電應變
備用噴嘴應存放在乾淨乾燥的地方,並用保護蓋蓋覆蓋螺紋連接處。陶瓷內襯噴嘴應單獨包裹,以防止撞擊損壞。
7.3 績效文件與持續改進
少數FGD系統有系統性地記錄噴嘴隨時間的表現。這使得優化更換間隔、合理化升級或排查效率下降變得困難。
建議文件說明:
- 每個噴嘴(或統計取樣子集)的安裝時流量與噴射角度
- 使用便攜式流量計進行週期性(6–12個月)流量測量
- 冷調試期間噴霧圖案的照片
- 材料認證與可追溯性代碼
- 安裝日期及每個噴嘴的運作時數
利用這些數據計算實際耐久、驗證製造商聲明,並建立材料升級的商業案例。根據我們的經驗,系統性追蹤噴嘴性能的工廠,透過優化更換時程及及早偵測漿液化學異常,能將 FGD 營運成本降低 15–20%。
8.常見問題
Q:我要怎麼計算我的 FGD 吸收器需要多少個噴嘴?
答:根據您的進氣口SO₂濃度及目標去除效率,先設定所需的液氣比(通常為10–20加侖/1000英呎呎)。乘以你的煙氣流量,得到總漿液流量(GPM)。將設計壓力下每個噴嘴的流量除以(從噴嘴流量表計算)得到最小噴嘴數。增加10–15%,以考慮回轉差距及未來犯規。將噴嘴分布於不同噴霧層級,以確保氣體均勻覆蓋;請使用第2.3節的噴射角度重疊計算來驗證間距。
Q:我可以在不加噴嘴的情況下,以較高壓力操作FGD噴嘴以增加流量嗎?
答:是的,但報酬遞減且磨損增加。流量隨壓力的平方根(Q ∝ √P)增加,因此加倍壓力只會增加1.41×。侵蝕磨損速率增加速度較快——約隨速度增加至2.5–3.0倍功率——因此噴嘴壽命可能縮短3至4×但流量僅增加40%。通常加裝噴嘴或升級較大的孔徑會更划算。
Q:在有氯化物堆積的強制氧化FGD系統中,噴嘴的最佳材料是什麼?
答:氯化物引起的坑蝕和應力腐蝕裂紋是處理高氯煤或接收含>500 ppm氯化物補充水的FGD系統中常見的疑慮。若需氯化物使用,請從304/316不鏽鋼升級至317L,雙芯不鏽鋼(2205)或6摩爾合金(AL-6XN)。對於最嚴重的氯化物暴露(>2,000 ppm)的漿液,碳化矽或氧化鋁陶瓷嵌片對氯化物免疫,且提供最長的使用壽命。
Q:FGD噴嘴應該多久更換一次?
答:更換間隔取決於漿液磨蝕性、操作壓力及材料選擇。作為一般指引:
- 316L 不鏽鋼,15 wt% 石灰石漿液:8,000–12,000 小時
- 17-4 pH不鏽鋼:15,000–20,000小時
- 碳化矽或氧化鋁陶瓷:40,000–60,000小時
與其使用固定時間間隔,不如實施由流量漂移>10–15%或噴霧角度變化>相較安裝基線10°)觸發的條件型替換。
Q:為什麼有些噴嘴即使上游過濾得當也會堵塞?
答:FGD噴嘴堵塞通常是石膏結垢造成的,而非懸浮固體堵塞。在噴嘴內部局部的低速區域(循環渦旋、死區),石膏會沉澱並逐漸累積。這在強制氧化系統中較為常見,因為石膏飽和度較高。週期性酸清洗(抑制鹽酸)或在低負載期間預防性沖洗水質,可以減少水垢。對於長期的水垢問題,可以考慮使用內部流路流線型(切線設計)或稍大孔徑的噴嘴,以維持較高流速並防止沉降。
9.結論
選擇煙氣脫硫系統的最佳噴嘴類型與材料,需在二氧化硫去除效率、耐磨壽命、抗堵塞性及總擁有成本之間取得平衡。根據現場數據及公用事業規模FGD安裝的並排比較,我們可以總結以下選擇指引:
-
在高效率應用(>95% SO₂ 去除)且漿料品質控制良好: 316L 或 17-4 pH 不鏽鋼的空心錐形噴嘴能提供最佳的液滴細度與質量傳遞性能。規劃 8,000 至 15,000 小時的替換間隔。
-
對於高固體漿料或預算有限的維護:螺旋噴嘴提供優異的抗堵塞能力與更長的耐用度,但液滴會稍微粗糙一些。適用於工業用FGD系統,目標是去除率達90–95%。
-
在嚴重磨料作業中達到最大耐久壽命: 採用碳化矽或氧化鋁嵌件的切線入口噴嘴可達40,000至60,000小時的使用壽命。較高的前期成本是因為停電頻率降低及循環或高固體應用的生命週期成本降低所合理。