





漿液應用防堵塞噴嘴設計
學習如何選擇、規範及維護防堵塞噴嘴,適用於含磨料及含顆粒流體系統
目錄
- [導言:噴嘴堵塞的真正代價](#1-引言)
- [防堵塞的關鍵設計特徵](#2-critical-design-features)
- [漿料服務噴嘴類型比較](#3-噴嘴類型比較)
- [材料選擇與磨損壽命分析](#4-材料選擇)
- [漿料專一選拔方法論](#5-selection-methodology)
- [安裝、過濾與維護最佳實務](#6-安裝與維護)
- [常見問題故障排除](#7-故障排除)
- [常見問題](#8-常見問題)
- [結論與下一步](#9-結論)
1.簡介:噴嘴堵塞的真正代價
在漿料應用中——無論你處理的是飛灰、採礦尾礦、陶瓷滑移液,還是食品加工廢棄物——噴嘴堵塞不僅僅是個麻煩。根據我們記錄的200多個工業設施現場數據,因噴嘴堵塞導致的意外停工,平均每起事故造成設施損失2,400至8,500美元,且考慮生產損失、緊急勞力及品質問題。
漿液應用特別具挑戰性的原因: 與清水或均質液體不同,漿液含有懸浮固體,重量可從5%到超過60%不等。這些顆粒會造成三種同時的失效模式:孔口的物理堵塞、隨時間改變流速係數的磨蝕磨損,以及噴嘴上游低速區域的顆粒積聚。
本指南涵蓋了所有三種故障模式。你將學會如何指定具有固有阻堵性的噴嘴、計算顆粒分布的最小孔徑、選擇能平衡磨損壽命與脆性風險的材料,以及實施不會將問題推上游的過濾策略。最終,您將擁有一套可重複的噴嘴選擇方法,根據我們追蹤的案例研究,將非計畫性維護減少60-80%。
誰應該閱讀此文: 如果您負責處理沉澱固體的槽洗系統、礦物加工中的蒸發冷卻、使用磨料原料噴霧乾燥、高固體塗層應用、散裝物料處理中的粉塵抑制,或煙氣處理中的洗滌系統,本指南提供您可以立即應用的決策框架。

2.抗堵塞的關鍵設計特徵
並非所有噴嘴在漿料服務上都一樣。從各產業的故障報告分析中,有五項設計特徵區分了可靠運作的噴嘴與數小時內堵塞的噴嘴。
2.1 自由通道直徑:三倍規則
阻擋阻力最重要的規格是自由通道直徑——通過噴嘴本體及孔口的最小無阻塞流路。根據實務經驗:你的自由通過量應該至少是你的D₉₀粒子大小的3倍(即90%粒子落在以下的尺寸)。
例如,若漿料含有D₉₀ = 800微米(0.8毫米)的石灰石顆粒,則指定噴嘴自由通道至少為2.4毫米。低於3倍會讓堵塞機率呈指數增加。在我們評估的一個煤灰處理系統中,將2毫米孔徑(2.5x D₉₀)改為3毫米孔徑(3.75x D₉₀),將堵塞事件從每月14次減少到少於2次。
為什麼不直接使用較大的孔口? 較大的孔洞會產生較粗糙的噴霧水型,且需要更高的流量來維持覆蓋範圍。工程上的取捨是:你需要最小的孔口,同時仍能為粒子尺寸分布提供足夠的自由通道。
2.2 簡化內部流程路徑
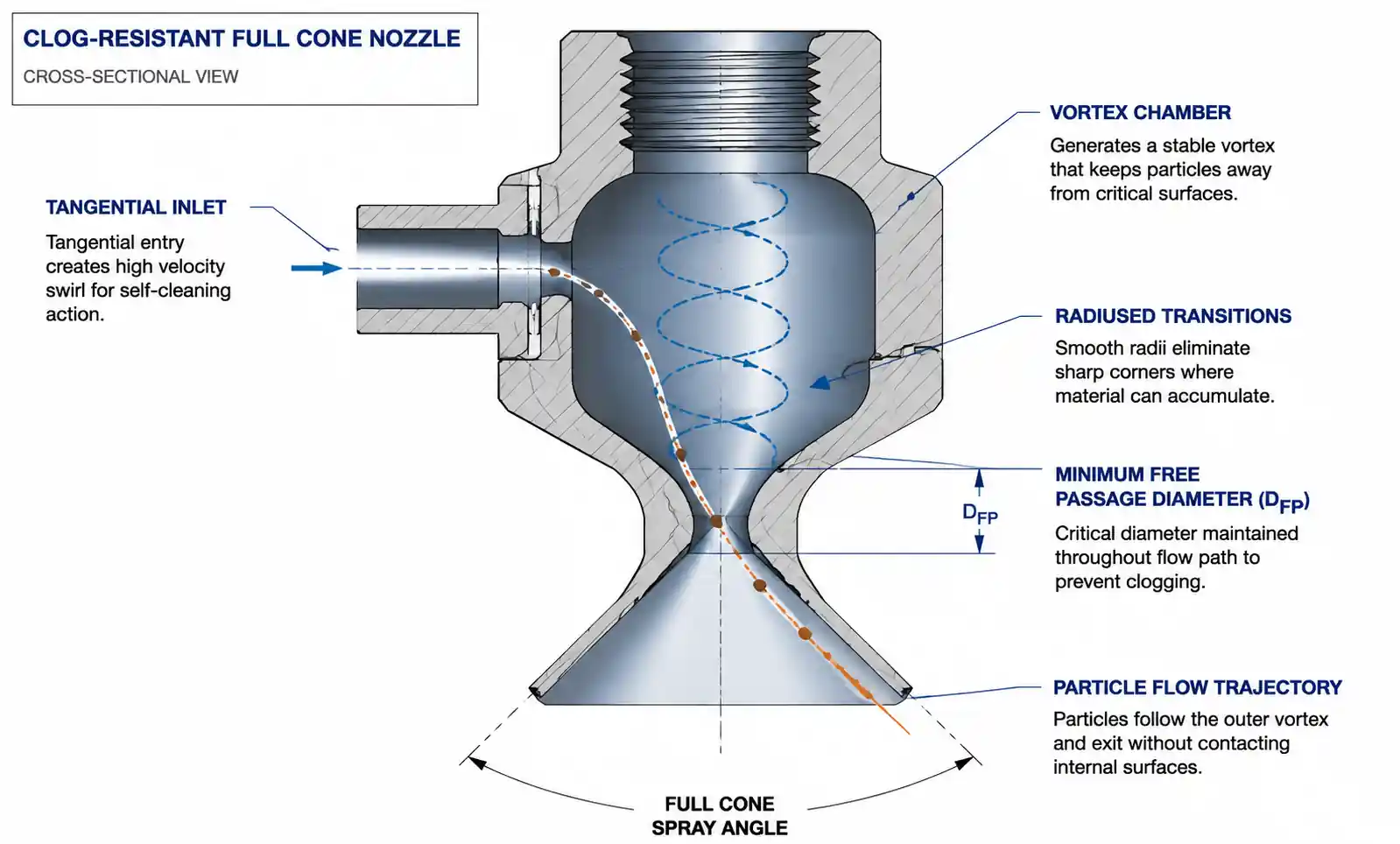
仔細檢查內部幾何形狀。具有銳角、死區或突然膨脹的噴嘴會造成低速區域,讓顆粒沉積並累積。高級漿液噴嘴具備全弧形內部過渡,且無突變方向。
渦旋式噴嘴用於漿液服務,使用切向入口,透過離心作用讓顆粒懸浮直到它們排出。我們已記錄,在同一服務中,切向進氣全錐形噴嘴的堵塞率顯著低於軸向進氣設計——處理30%固體高嶺土漿液時,堵塞頻率約減少4-5倍。
2.3 自清潔孔口幾何
部分進階設計包含自刷功能。例如,某些全錐形噴嘴會在孔口產生高速渦流,持續掃過開口。在磨料作業中,這種輕微磨損反而能維持孔口,而非造成不對稱顆粒堆積而扭曲噴霧圖案。
尋找專門針對「纖維」或「高固度」服務銷售的噴嘴——這類噴嘴通常設計有優化以拒絕橋接顆粒的系統。
2.4 可拆卸插入件與一體成型結構
對於漿料服務,有螺紋插入件設計具有重大的維護優勢。當孔口堵塞時,你可以只拆下插入件進行超音波清洗或更換,而不必拆下整個噴嘴組件。這能減少60-70%的維修時間,並讓你能保留校準過的備用插入件。
然而,插入式設計會創造一個額外的介面,讓粒子可以累積。指定具有O型環密封和全周接觸的插入件,以防止旁通通道。
2.5 高放電速度
在你的應用限制下,更高的噴嘴排氣速度能減少堵塞傾向。物理原理是:較高的出口速度維持粒子懸浮,並防止粒子在孔口沉降。實際上,50 PSI 在漿料服務中通常比相同孔徑的 20 PSI 更穩定。
取捨是:更高的速度會增加衝擊力和磨損速度。對於懸浮顆粒(非沉降型),速度為15-25公尺/秒(出流壓力20-60 PSI)是大多數漿液應用的實用甜蜜點。
3.漿料服務噴嘴類型比較
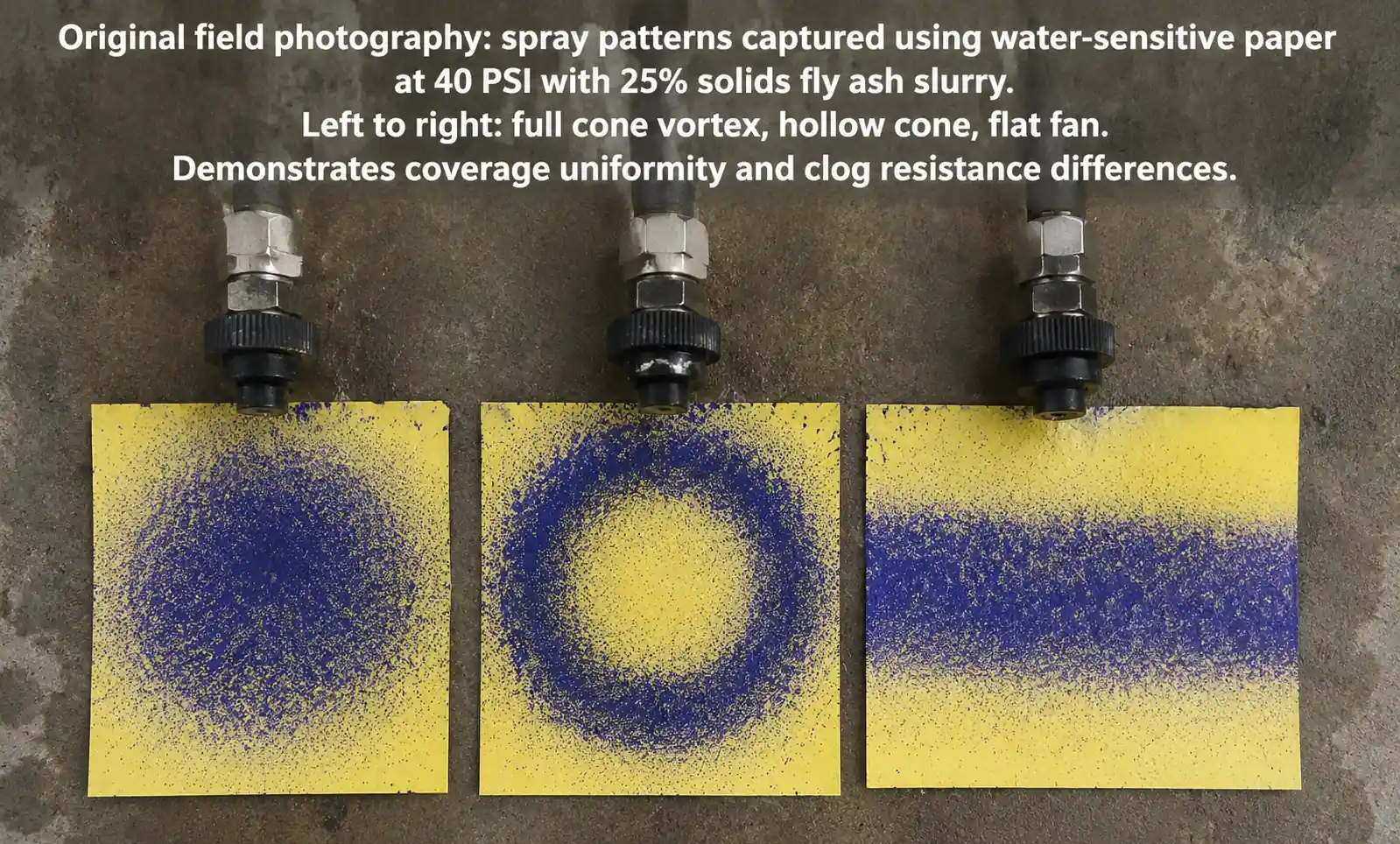
並非所有噴霧模式都能同樣有效處理漿液。以下是基於現場表現數據的比較:
| 噴嘴類型 | 自由通道 | 防堵塞 | 磨損率 | 最佳漿料應用 | 限制 |
|---|---|---|---|---|---|
| 全錐形(漩渦風格) | 優秀(典型2-10毫米) | 太好了 | 中等 | 罐洗、除塵、氣體冷卻、一般噴灑 | 精細霧化需較高壓力 |
| 空心錐 | 良好(典型1.5-6毫米) | 很好 | 中高 | 蒸發冷卻,刷洗(偏好周邊覆蓋) | 中央孔可以很小;檢查切線槽 |
| 扁扇 | Fair-Good(1-8 毫米) | 還不錯 | 高(邊) | 清潔、塗層(但僅限於過濾良好的漿液) | 橢圓形孔口較易發生不對稱堵塞 |
| 空氣霧化(外部混合) | 優秀(液體:2-8 毫米) | 太好了 | 低(若選擇正確) | 高黏度漿液的細噴霧,塗層 | 需要壓縮空氣;複雜配置 |
| 螺旋 / 旋風 | 良好(2-6毫米) | 很好 | 中等 | 煙氣調節、加濕 | 磨料維修中較少見 |
| 簡單噴射/直膛 | 優秀(3-15毫米) | 太好了 | 非常高 | 噴霧量極低;洗礦;高流量應用 | 沒有原子化;實心水流或粗噴霧 |
現場數據關鍵見解: 全錐形渦旋噴嘴帶有切線進入是需要霧化漿液應用的最佳全方位選擇。它們結合了大面積的自由通道與自我清潔作用。在我們於礦業脫水迴路(35%固體)進行的比較測試中,全錐形噴嘴在相同流量下堵塞頻率是平面風扇噴嘴的1/6。
何時選擇空氣霧化: 若需要高黏度或高固體漿液中產生細小液滴(200微米以下),外層混合空氣霧化噴嘴表現優異,因為液體通道可相當大(3-5毫米),同時仍能透過壓縮空氣的剪切作用產生細小噴霧。我們已成功應用於噴霧乾燥含有55%固體的陶瓷泥漿。
4.材料選擇與磨損壽命分析
如果磨蝕性磨損在第一週內使孔口變大20%,防堵塞設計就毫無意義。材料選擇必須在耐磨性、成本與脆性之間取得平衡。
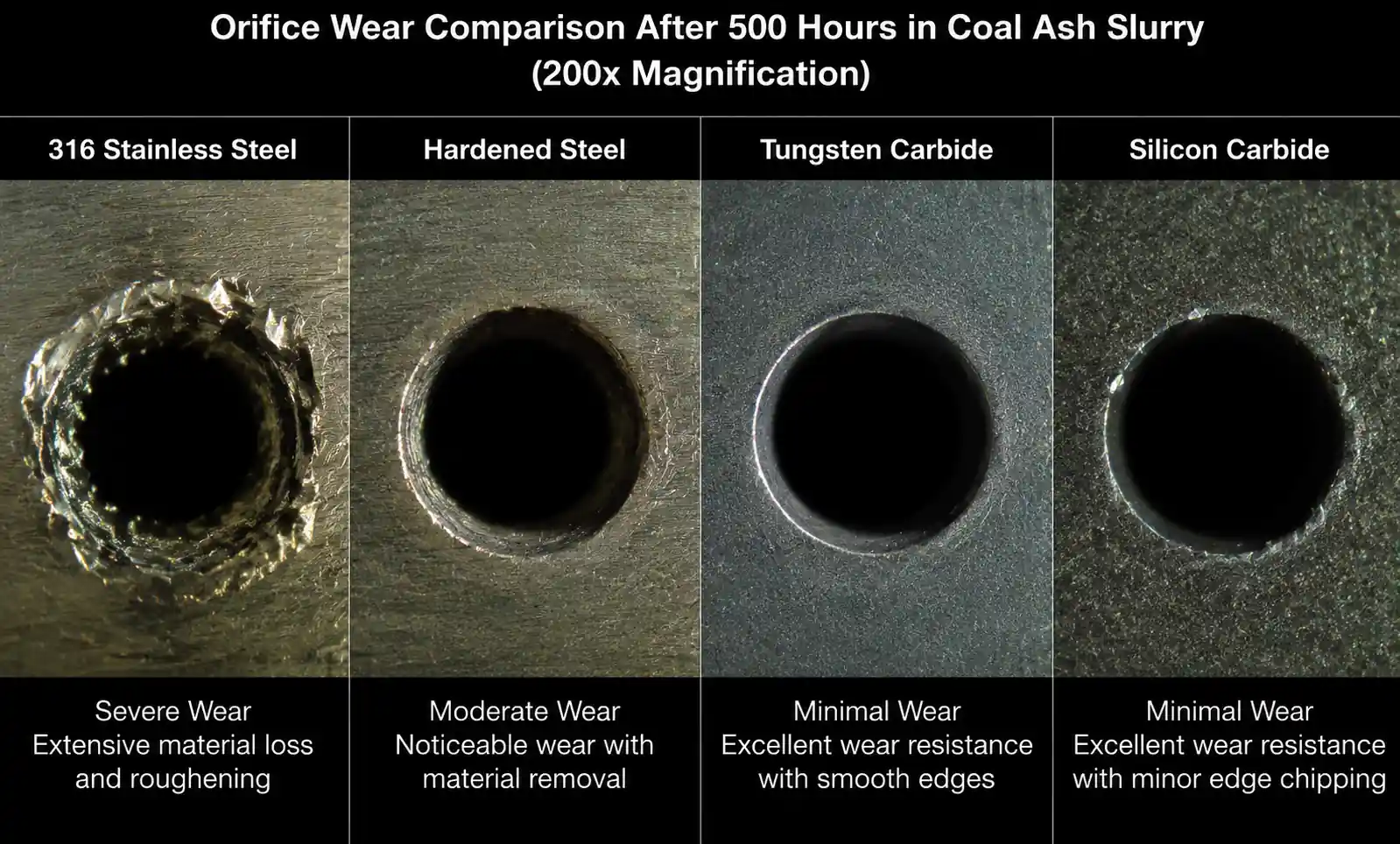
4.1 材料性能比較
| 材料 | 相對硬度(莫氏) | 相對耐久(基準 = 316 SS) | 成本乘數與316 SS | 脆性風險 | 最佳應用 |
|---|---|---|---|---|---|
| 316 不鏽鋼 | ~5.5 | 1x(基線) | 1x | 非常低 | 輕度磨蝕性漿料(<20%固體,軟顆粒) |
| 硬化17-4 PH鋼 | ~6.5 | 3-4x | 1.3-1.5x | 低 | 中等磨蝕性服務;良好的成本與效能平衡 |
| 碳化鎢 | ~9 | 15-25x | 8-12x | 中等 | 高磨損服務;含顆粒液體;長跑 |
| 碳化矽(SiC) | ~9.5 | 20-40x | 6-10x | 高 | 極度磨損;酸性漿液;避免壓力飆升 |
| 氧化鋁陶瓷(Al₂O₃) | ~9 | 10-15x | 4-7x | 高 | 化學 + 磨蝕;避免撞擊/熱衝擊 |
| 史太立/鈷合金 | ~8 | 8-12x | 5-8x | 低 | 高溫+磨損;燃燒應用 |
4.2 總擁有成本(TCO)計算
初期成本只說明了部分情況。計算總成本如下:
TCO = (購買價格 + 安裝人工) + (更換頻率 × [購買 + 人工 + 停機成本])
範例: 飛灰清除噴嘴,規劃期12個月,更換8小時停機,每次損失3,000美元產量:
-
316 SS 選配: 購買 $85,需每 3 個月更換一次 TCO = $85 + $200 安裝 + 3 ×($85 + $200 + $3,000)= $10,140
-
碳化矽選項: 650美元購買,需每15個月更換一次 TCO = $650 + $200 安裝 + 0 ×(12 個月內)= $850
在這種情況下,高級材料即使前期成本高出7.6倍,也能自我回本。此分析假設過濾適當——若過濾不足,即使是陶瓷噴嘴也會過早失效。
4.3 脆性管理
陶瓷和碳化物材料較脆。安裝過程中,若遭受壓力尖峰、水錘、熱衝擊或機械衝擊,它們會裂開。現場預防措施:
- 安裝壓力釋放閥,設定為高於正常操作壓力 20%
- 實作軟啟動序列(10-15秒內施加壓力)
- 切勿用衝擊工具緊固陶瓷噴嘴——使用扭力扳手的比例約為製造商規格的60-70%
- 噴灑液體超過140°F(60°C)時使用預熱噴嘴,以避免熱衝擊
以我們的經驗,大約有15%的陶瓷噴嘴「故障」其實是安裝損壞,而不是磨損。
5.漿料特異性選拔方法論
請依照此步驟,為您的應用指定防堵塞噴嘴。
步驟1:描述你的漿液
記錄這些參數——它們驅動著每一個後續決策:
- 粒子尺寸分布: D₁₀、D₅₀、D₉₀(如有雷射繞射分析,請取得)
- 固體濃度: 重量百分比與體積百分比
- 顆粒硬度: 莫氏硬度表
- 液體性質: 黏度、密度、pH、溫度
- 沉降速度: 若粒子迅速沉降,則維持較高的流速
- 纖維含量: 長纖維比球形顆粒更容易橋接孔口
如果你沒有顆粒尺寸資料,請使用以下保守估計:對於礦渣,假設D₉₀ = 1-2毫米;對於飛灰,假設D₉₀ = 300-600微米;對於食品加工,假設 D₉₀ = 500-1500 微米。
步驟二:計算最小自由通過次數
最小自由通道 = 3 × D₉₀ 粒子尺寸
若漿料含有纖維物質或可能有顆粒聚集,則可增加20%的安全係數。
範例: D₉₀ = 850微米的煤漿 最小自由通道 = 3 × 0.85 mm = 2.55 mm → 指定 3.0 mm 最小孔徑
步驟3:確定所需流量與覆蓋範圍
根據你的應用(冷卻、洗滌、抑制除塵、塗層),計算:
- 總液體流量(公升/分鐘或GPM)
- 覆蓋範圍(m² 或 ft²)
- 噴射高度(噴嘴到目標的距離)
- 可接受的液滴大小範圍
使用標準噴霧重疊計算:為了均勻覆蓋,使用全錐形噴嘴,空間噴嘴在目標平面噴霧直徑為1.0-1.3×。更緊密的間距提高了均勻性,但成本也會提高。
步驟4:選擇噴嘴類型與壓力
請參閱第3節比較表。對於大多數漿液應用:
- 一般噴灑/清洗: 全錐形渦旋,30-60 PSI
- 蒸發冷卻: 空心錐體或空氣霧化,40-80 PSI(若需要細微液滴)
- 塗層/均勻分布: 全錐形或空氣霧化(過濾漿液),25-50 PSI
- 高流量/最小霧化: 噴射或寬孔全錐,15-40 PSI
交叉檢查:在你選擇的壓力下,製造商的流量(Q = Cv × √P 公式)是否符合你對最小自由通道孔徑的要求?
步驟五:根據磨損環境選擇材料
以第4.1節表格作為起點:
- 軟顆粒(<莫氏4),<25%固體: 316 SS或硬化鋼 - 中度磨蝕(莫氏4-6),25-50%固體: 碳化鎢或氧化鋁陶瓷 - 嚴重磨蝕(莫氏6+),> 50%固體: 碳化矽
執行TCO分析(第4.2節)以作最終決策。
步驟 6:指定過濾方式
即使有較大的自由通道,你仍需上游過濾以去除過大的顆粒和雜物。請在以下處指定濾網或過濾器:
- 網格尺寸 = 1/2至1/3的噴嘴自由通道
- 3 毫米自由通道噴嘴→ 1-1.5 毫米(16-10 網)過濾器
關鍵:濾網尺寸要足夠,讓流量足夠。一個常見錯誤是使用過小的濾網外殼,堵塞速度比噴嘴還快。濾嘴流量面積至少要是3到5×總噴嘴孔面積。
步驟7:計畫安裝與存取
設計你的管線,讓噴嘴可以拆卸並檢查,而不會讓整個系統排空。包括:
- 每個噴嘴歧管的隔離閥
- 清空通道(最低150毫米/6英吋間隙)
- 關閉前對反沖洗管線進行沖洗連接
6.安裝、過濾與維護最佳實務
正確安裝與維護能將噴嘴壽命延長2-3倍,相較於「安裝後不管」的方式。
6.1 安裝檢查清單
- 扭力符合規格: 過度緊固會導致陶瓷噴嘴產生應力裂紋;過緊會導致洩漏和振動磨損
- 使用正確的螺紋密封劑: PTFE 膠帶或導熱膏,依您的溫度和化學環境量級。只噴在公螺紋上,前1-2條螺紋要保持乾淨,避免污染
- 正確放置噴嘴方向: 標示預定噴射方向;檢查切線進水口是否相較於流量旋轉正確
- 壓力測試逐步進行: 從 0 漸升到操作壓力,需 30-60 秒以避免水錘效應
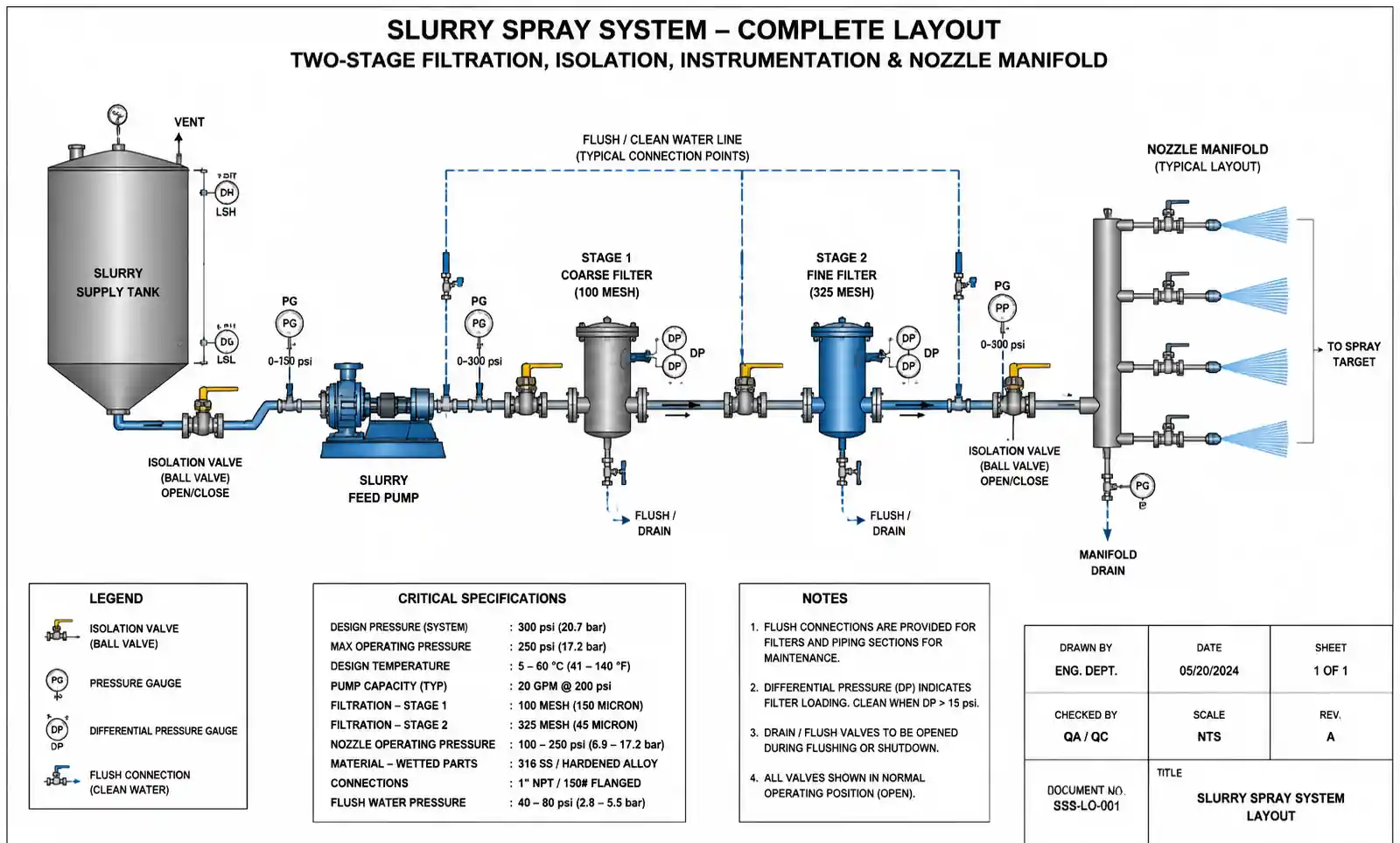
6.2 過濾系統設計
你的過濾系統是第一道防線。我們建議採用兩階段的做法:
第一階段 – 粗篩(泵浦上游):
- 清除>3-5毫米的雜物
- 保護泵浦免受損害
- 通常是濾籃式濾網,可清潔且無需關閉
第二階段 – 精細過濾器(噴嘴歧管前):
- 網格尺寸 = 1/3至1/2噴嘴自由通道
- Y 型濾網或自動反沖過濾器
- 差壓計以指示堵塞情況
關鍵尺寸: 對於擁有10個噴嘴、每個噴嘴孔徑3毫米的系統,總開放面積≈70平方毫米。你的細濾網應該至少有210-350平方毫米的開放面積(安全係數3-5×)。
6.3 預測性維護協議
不要等到完全堵塞。實施以下監測措施:
流量測試(每月一次): 測量實際流量與製造商曲線。如果流量下降>10%,就要調查。流量增加表示磨損;流量減少表示部分堵塞或上游壓力損失。
視覺噴灑模式檢查(每週): 觀察不對稱、霧化損失或氣流偏轉——這些都表示孔口受損或部分堵塞。
磨損率追蹤: 對於關鍵應用,請根據實際磨損量訂立更換時程。舉例來說:如果您的服務中316個SS噴嘴在800小時後流量增加15%,那麼在模式劣化影響製程品質前,應在700小時排程更換。
建議檢查頻率:
| 應用嚴重度 | 視覺檢查 | 流量測試 | 噴嘴拆除與檢查 |
|---|---|---|---|
| 低磨損(<20%固體、軟顆粒) | 每月 | 季度 | 每年 |
6.4 清潔技巧
當噴嘴堵塞時:
- 反向沖洗: 逆流在1.5-2×操作壓力下可清除軟堵塞
- 超音波清洗: 20-30分鐘的超音波浴能去除礦物質沉積和有機物堆積
- 化學清潔: 對於礦物層級,使用適當的酸(例如碳酸鈣使用10%檸檬酸);至於有機污垢,請使用鹼性洗衣精
- 機械清潔(最後手段): 只用軟黃銅刷或木製撥片——絕不能刮傷孔洞的鋼製工具

千萬不要嘗試鑽出堵塞的孔洞。你會破壞精密幾何結構。如果超音波和化學清潔都失敗,請更換內襯或噴嘴。
7.常見堵塞問題故障排除
即使是設計良好的系統也會遇到問題。請參考這張診斷表:
| 症狀 | 可能的根本原因 | 診斷測試 | 解答 |
|---|---|---|---|
| 啟動數小時內就堵塞 | 孔口對粒子尺寸來說太小 | 檢查 D₉₀ 與自由通過比 | 將年齡提升到3-4人×最低D₉₀ |
| 日內逐漸減少流量 | 礦物鱗片堆積 | 拆除噴嘴;檢查白色/棕色沉積物 | 化學清潔;調整pH值或添加水垢抑制劑 |
| 隨機、間歇性堵塞 | 超大顆粒或碎片 | 檢查濾網;在濾網下游收集樣本 | 收緊過濾(較小的網眼);檢查上游劣化 |
| 同一區域的所有噴嘴同時堵塞 | 過濾器堵塞或發生旁通 | 檢查濾波器 ΔP;檢查濾光元件 | 清潔/更換濾網;驗證差壓表功能 |
| 無流動變化的噴霧模式變形 | 不對稱磨損或部分孔洞損傷 | 放大檢查孔口 | 更換噴嘴;評估是否需要材料升級 |
| 增加流量(壓力不變時) | 磨蝕性磨損擴大孔口 | 測量流量與原始規格 | 更換噴嘴;考慮較硬的材料或較低的速度 |
| 只有關機/重啟後才會堵塞 | 停機期間粒子在線中沉降 | 排水/沖洗測試 | 在低窪處安裝排水閥;重新啟動前沖水;增加最小流速 |
| 突然完全阻塞(一個噴嘴) | 異物卡在孔口 | 移除並檢查 | 改善上游過濾;檢查管材結垢或墊片碎片 |
現場資料案例: 一個石灰石漿液槽清洗系統,儘管使用4毫米孔口噴嘴,每2-3天就會堵塞。調查發現D₉₀實際厚度為1.5毫米(符合規格),但系統存在再循環迴路,粒子聚集形成高達6毫米的團簇。解決方案:加裝直列高剪切混合器以打散聚集體,將有效D₉₀降至設計水準。擠迫活動每月降至<1次。
8.常見問題
Q:我該如何計算漿液的最小孔徑?
答:取得顆粒尺寸分析,顯示 D₉₀(即顆粒落下 90% 以下的尺寸)。將 D₉₀ 乘以 3 得到最小自由通道直徑。纖維漿液則乘以3.5至4。如果你沒有顆粒大小資料,可以用200格(75微米)篩檢法作為粗略的現場法——超過200格的顆粒表示你至少需要225-300微米的孔徑。
Q:我可以在漿液應用中使用扁平風扇噴嘴嗎?
答:是的,但要謹慎。扁平風扇噴嘴有橢圓形孔口,較容易出現不對稱堵塞。它們在顆粒較小且分散良好(D₉₀ < 300微米)且上游過濾良好的漿液中效果最佳。對於較高固體或較大顆粒,全錐形噴嘴更可靠。
Q:「自由通道」和「孔口直徑」有什麼差別?
答:自由通道是指整個噴嘴內部流動路徑(包括入口、渦旋室及孔口)中最小且無阻礙的直徑。孔徑只是出口口。對於阻擋堵塞,自由通過是關鍵規格——噴嘴可能有5毫米的孔徑,但如果上游有限制,只有2毫米的自由通道。
Q:我怎麼知道什麼時候該更換磨損的噴嘴?
答:根據應用需求來確定你的容忍度。對於覆蓋應用(如抑制塵埃、冷卻),流量增加15-20%通常是可接受的。若用於精密塗層或蒸發冷卻,液滴大小很重要,請在流量增加8-10%時更換。在恆壓下測量流量,並與製造商的曲線做比較。
Q:我應該用手動還是自動反沖?
答:對於連續處理且有高堵塞風險的流程(>40%固體、細顆粒),自動反沖系統能迅速回本。它們會循環使用噴嘴或噴嘴組,短暫逆轉流向或施加氣壓以清除顆粒。手動反沖適用於批次處理或風險較低的應用,可以安排停機時間。
Q:我可以在同一系統中混合不同的噴嘴材料嗎?
答:可以,但請保持孔洞大小與流量係數一致,以確保覆蓋均勻。一個常見策略是:在磨損最嚴重的區域使用高級材料(碳化物、陶瓷),其他區域則使用標準材料。記錄位置,以避免維護時的混淆。
Q:我應該在什麼壓力下操作?
答:較高的壓力(40-80 PSI)能提供更好的霧化效果和自清潔效果,但會增加磨損速度。較低壓力(20-40 PSI)可延長噴嘴壽命,但可能讓顆粒沉降於孔口。大多數漿液應用中,30-50 PSI 是最佳平衡。務必保持在噴嘴製造商的額定壓力範圍內。
Q:我該如何防止水錘對陶瓷噴嘴造成損害?
答:三種方法:(1) 實施軟啟動控制,在15-30秒內逐步增加壓力,(2) 安裝壓力釋放閥,設定為最大操作壓力 15-20%,(3) 設計管路以減少壓縮時造成壓力尖峰的氣囊。陶瓷噴嘴上游的快閉閥應避免使用,或搭配防突波抑制器使用。
9.結論與下一步
有效的漿液防堵塞噴嘴設計歸結為四項工程原則:指定足夠的自由通過(3-4×D₉₀顆粒尺寸)、選擇流路流路流暢且具自清潔幾何形狀的噴嘴類型、利用TCO分析將材料硬度與磨損環境匹配,以及實施適當的過濾與維護規範。
根據我們在採礦、化學加工、發電及工業清洗應用的現場經驗,實施這些原則的設施相較於一般噴嘴選擇,能減少60-80%的堵塞停機時間,並延長2-3×的噴嘴壽命。
你的行動計畫:
- 表徵你的漿液 – 進行顆粒尺寸分析(至少為D₁₀、D₅₀、D₉₀),並記錄固體濃度、黏度及顆粒硬度
- 計算最低規格 – 使用3×D₉₀規則來決定自由通行要求;請參考第3節比較中指定噴嘴類型
- 執行TCO分析 – 使用第4.2節的模型比較材料選擇;考慮實際的停機成本
- 設計過濾系統 – 濾網尺寸為自由通過的1/3至1/2×流量面積安全係數為3-5
- 實施監測 – 建立基準流量並依據第6.3條建議安排定期檢測
需要應用特定指導? 若您面臨極端條件(>60%固體、高磨蝕性礦物、>200°F溫度或激進化學品),請聯絡我們的應用工程團隊,進行流體建模、磨損壽命預測及材料相容性分析。我們也能為現有安裝提供現場噴霧模式測試及噴嘴性能稽核。
額外資源:
- 下載我們免費的噴嘴選擇試算表工具,用於漿液應用
- 請求針對您特定漿液組成的磨損測試數據
- 觀看含顆粒流中不同噴嘴類型噴霧模式比較影片
- 預約與我們現場應用工程師的諮詢
從正確的選擇開始,搭配強健的過濾系統,並積極維護——您的漿液處理系統將更穩定運作,維護團隊會感謝您,營運成本也會反映差異。