





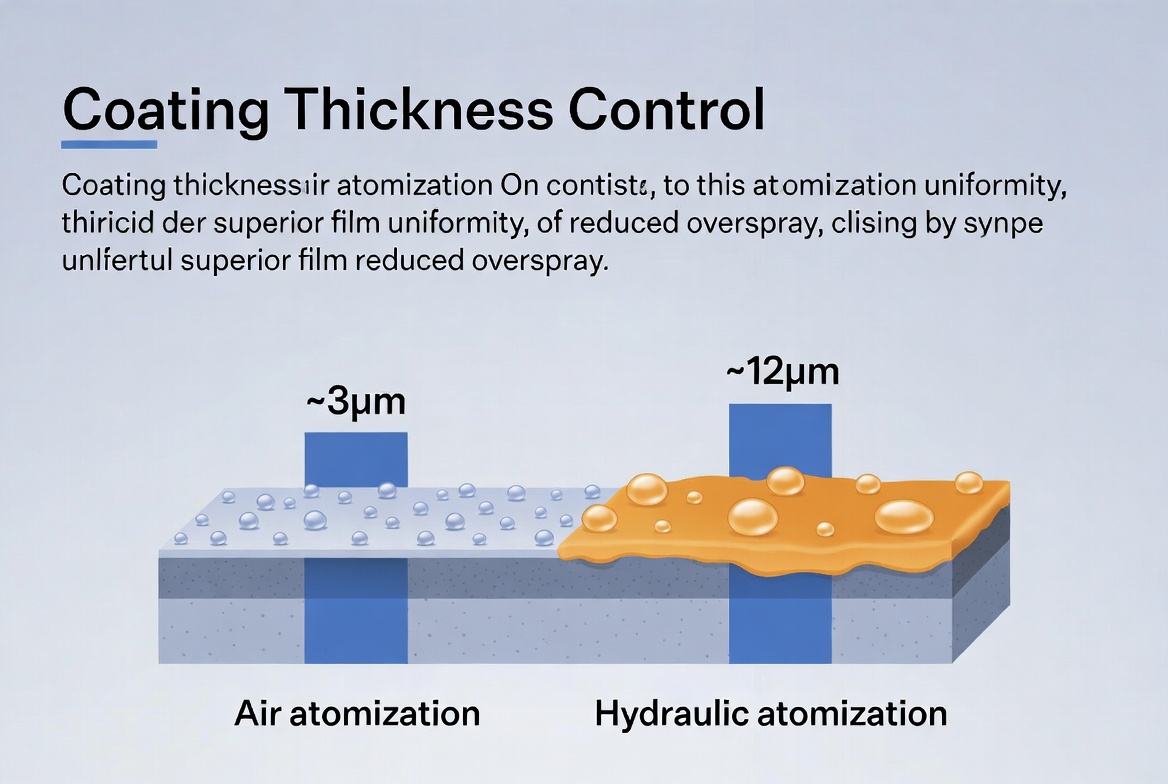
塗層厚度控制中的空氣霧化與液壓霧化
在[精密噴塗](https://www.nozzle-intellect.com/application/precision-spray-coating-nozzles-solutions-for-uniform-coverage-waste-reduction/10.html)中,薄膜厚度每偏差10微米,就可能導致15–30%的材料浪費與重工成本。作為B2B採購決策者或生產工程師,選擇霧化系統時的核心權衡很明確:
-
空氣霧化提供優越的細緻度與低流量精密控制
-
液壓霧化(無氣)提供高壓輸出以快速覆蓋
這兩種技術在塗層厚度控制精度、應用範圍及總擁有成本(TCO)方面有系統性差異。本文將解析它們在技術參數、應用情境及經濟表現上的差異,以支持數據驅動的選擇。
特色片段摘要: 空氣霧化產生10–50微米的超細液滴,適用於5–50微米的精密薄塗層,而液壓霧化則產生50–300微米的微米液滴,適用於50–300微米厚度的薄膜。前者可達到±3微米的控制精度,後者則提升40–60%的覆蓋效率。
目錄
- [核心技術差異是什麼?](#what 核心技術差異)
- [厚度控制精度比較](#thickness-控制-準確度比較)
- [關鍵參數比較](#key-參數比較)
- [依薄膜厚度選擇矩陣](#selection 基層除以薄膜厚度)
- [產業案例研究](#industry-case-studies)
- [常見問題](#faq)
- [結論](#conclusion)
核心技術上的差異是什麼?
空氣霧化:低壓精密進場
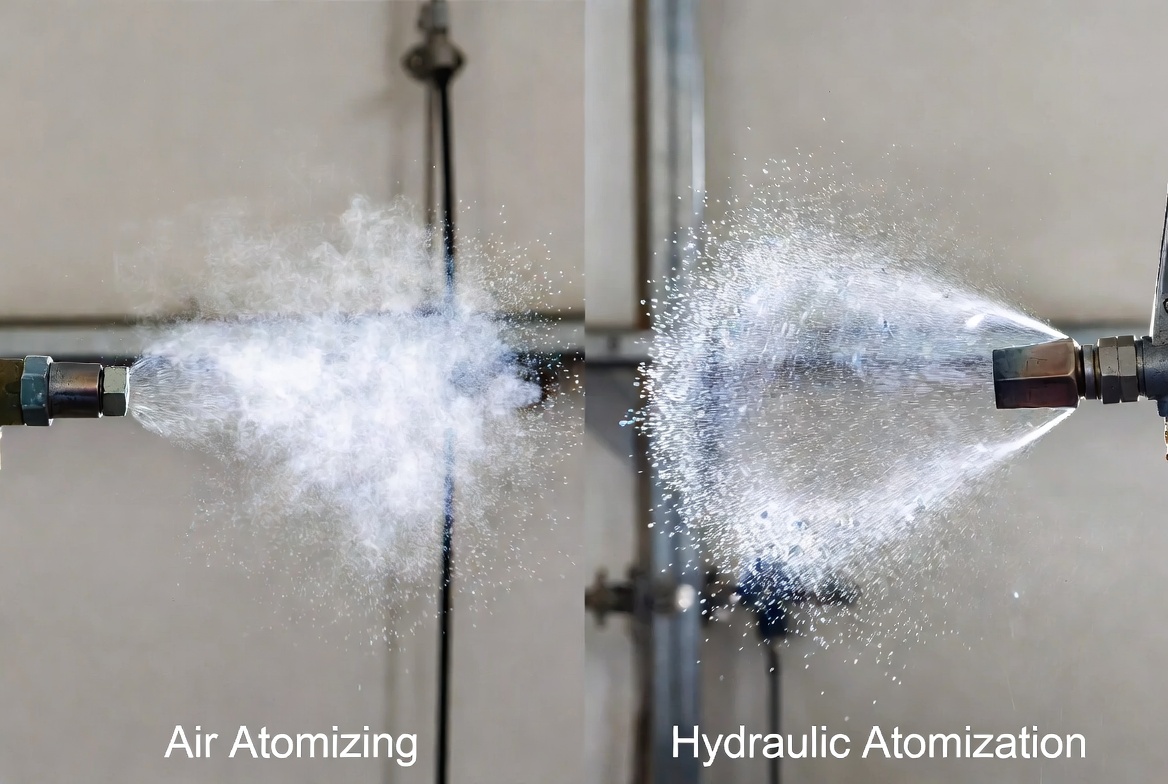
空氣霧化噴嘴使用壓縮空氣(通常為0.5–6巴)將液態油漆剪切成細小液滴。液滴直徑通常介於10–150微米之間,精密系統的中位數尺寸約為20–40微米。
主要特徵:
-
低操作壓力(液體:0.1–4 bar;空氣壓力:1–6 bar)
-
獨立調整空氣-液體比
-
非常低的[衝擊力](https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html)(0.5–1.5 N/cm²)
-
高傳輸效率(HVLP系統下65–85%)
「較低的氣流速度有助於噴霧雲較柔和,減少塗層材料的反彈。」— 美國專利號#5,284,299
液壓霧化:高壓效率方法
液壓(無氣)霧化依賴高壓流體(30–200 bar,最高可達 400 巴)通過一個小孔口,透過剪切與湍流產生霧化。
主要特徵:
-
高壓(30–200+ bar)
-
無需壓縮空氣
-
高流量(每噴嘴1–10公升/分鐘)
-
強衝擊力(2.0–8.0 N/cm²)
厚度控制精度比較
厚度偏差的成本影響
超過60%的[塗層缺陷](https://www.nozzle-intellect.com/application/precision-spray-coating-nozzles-solutions-for-uniform-coverage-waste-reduction/10.html)與厚度控制問題有關。
-
外層塗層增加20微米,年油漆成本可增加18–25%
-
汽車系列的重製佔塗層成本的8–15%
空氣霧化精密優勢
空氣系統在閉環流量調節下,達到±3微米薄膜厚度控制精度。
最適合:
-
薄塗層(5–30微米)
-
光學/電子塗層
-
多層功能性塗層
-
需要低[衝擊力](https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html)的複雜幾何形狀
限制:
-
大表面下通量較低
-
對空氣品質(濕度/油脂)敏感
-
高固度顏料需調整黏度
液壓霧化特性
液壓系統通常在穩定條件下達到±10–15微米的精度。
最適合:
-
厚塗層(80–300微米)
-
高黏度材料(>2000 cP)
-
大面積工業塗層
挑戰:
-
壓力敏感度(非線性厚度響應)
-
噴嘴磨損影響流量穩定性
-
邊緣變薄需要重疊補償
關鍵參數比較

| 參數 | 空氣霧化 | 液壓霧化(無氣) |
|---|---|---|
| 操作壓力 | 液體 0.1–4 bar / 空氣 1–6 bar | 30–200+ bar |
| 液滴大小 | 10–150微米(Dv50:20–50微米) | 50–500微米(Dv50:100–250微米) |
| 厚度精度 | ±3–5微米 | ±10–15微米 |
| 最佳底片厚度 | 5–80微米 | 50–500微米 |
| 傳輸效率 | 65–85% | 35–55% |
| 衝擊力 | 0.5–1.5 N/cm² | 2.0–8.0 牛條/平方公分 |
| 黏度範圍 | <500 cP | 50–5000 cP |
| 覆蓋速度 | 5–15 m²/分鐘 | 20–60 平方公尺/分鐘 |
| 空氣需求 | 必備 | 不必 |
底片厚度選擇矩陣
| 薄膜厚度 | 推薦方法 | 應用 | 關鍵控制因素 |
|---|---|---|---|
| 5–20微米 | 空氣霧化 | 電子學、光學塗層 | 衝擊力控制,精確流量調節 |
| 20–50微米 | 空氣霧化 | 汽車、家電 | 閉環流量控制,環境穩定 |
| 50–100微米 | 混合 | 工業底火 | 成本與精密度優化 |
| 100–200微米 | 液壓 | 海洋、鋼結構 | 壓力校正,噴嘴磨損監測 |
| 200–500微米 | 液壓(重型) | 離岸、管線 | 加熱,降低黏度 |
產業案例研究

案例一:汽車輪圈
從液壓轉向精密霧化減少:
-
厚度偏差:±15微米→ ±4微米
-
[油漆浪費](https://www.nozzle-intellect.com/application/precision-spray-coating-nozzles-solutions-for-uniform-coverage-waste-reduction/10.html):-32%
-
重製率:-85%
案例二:航空航太內部面板
空氣霧化防止基材受損:
-
[撞擊力](https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html)降低為0.6牛頓/平方公分
-
厚度 CV < 2.5%
-
零微裂縫
案例三:家具製造
液壓與空氣比較:
-
液壓:速度更快(循環時間優勢57%)
-
空氣:材料效率提升48%
-
空氣系統雖速度較慢,但總成本較低
FAQ
是什麼決定塗層厚度的差異?
液滴大小與動能分布。空氣系統產生的液滴較細,需多次通過;液壓系統每次通過會沉積較厚的層。
兩種方法能結合嗎?
是的。混合製程(氣底塗層+液壓面塗層)廣泛應用於汽車原廠製造商生產中。
液壓系統能達到空氣霧化的精準度嗎?
只是部分的。透過閉環壓力控制與線上厚度監測,在有限條件下可達成±8微米。
結論
空氣霧化與液壓霧化的選擇,基本上是以下兩者之間的權衡:
-
精準(空氣霧化)
-
吞吐量(液壓霧化)
選擇空氣霧化條件:
-
厚度要求 ≤ ±5 微米
-
薄膜厚度 5–80 微米
-
高價值塗層
-
敏感基底
選擇液壓霧化,條件如下:
-
薄膜厚度>100微米
-
高產量
-
高黏度塗層
-
優先考量速度,優於超細緻控制