





解決高造紙機轉速下邊緣修剪穩定性:高壓針嘴升級路徑
目錄
- [導言:為什麼邊緣修剪穩定性在高速下很重要](#1-導言)
- [邊緣切割應用的臨界噴霧參數](#2-臨界噴霧參數)
- [針式噴嘴與標準扁扇:性能比較](#3-pin-噴嘴與標準平扇)
- [高速作業的壓力與流量優化](#4-壓力與流量優化)
- [材料選擇與磨損成本分析](#5-材料選擇與磨損成本分析)
- [安裝與維護最佳實務](#6-安裝與維護)
- [常見問題:常見的邊緣修剪挑戰](#7-FAQ)
- [結論與下一步](#8-結論)
1.簡介:為何邊緣修剪穩定性在高速下很重要
現代造紙機的運作速度超過1,800公尺/分鐘,有些紙巾機甚至超過2,200公尺/分鐘。在這種速度下,邊緣修剪——也就是剪掉紙張網不平整側邊的過程——變得越來越困難。傳統的平扇噴嘴常無法穩定地滲透水射流,導致邊緣撕裂、纖維橋接及品質缺陷,迫使停機時間。
根據我們在北美和歐洲十二家造紙廠的現場應用數據,我們觀察到邊緣修剪穩定性問題約佔高速機器意外停機的18–25%。根本原因很少是切割刀片本身;而是因為噴嘴磨損或尺寸不足,無法均勻飽和修邊區。
本指南將引導您從傳統噴嘴升級到高壓針式噴嘴——這種設計能產生高濃度、高衝擊力的水柱,能以超過1,500公尺/分鐘的速度穿透紙張網。你將學會如何選擇合適的噴嘴配置、計算最佳壓力與流量、評估磨料纖維環境的材料選擇,並避免最常見的安裝錯誤,這些錯誤會抵銷升級的好處。
誰應該閱讀此文: 負責造紙機性能的製程工程師、評估噴嘴更換週期的維修經理,以及設計或改裝裝飾系統的設備整合商。
2.邊緣切割應用的臨界噴霧參數
邊緣修邊不只是弄濕紙面。水射流必須穿透網*,沿著修剪線破壞纖維間氫鍵,並在機器速度波動時保持穩定的衝擊力。有四個參數控制表現:
2.1 衝擊力(推力)
衝擊力以牛頓或磅力計算,決定噴射流是否能穿透移動的蜘蛛網。其計算方式如下:
F = ρ × Q × V
其中:
- F = 衝擊力(N)
- ρ = 液體密度(kg/m³,水為 ~1000)
- Q = 體積流量(m³/s)
- V = 噴射流速度(m/s)
對於40至120 gsm、速度為1,800公尺/分鐘的紙張,我們的測試顯示,每個修整噴嘴的最小衝擊力為2.5–3.5 N,才能達到乾淨的邊緣分離且不造成撕裂。
2.2 噴射速度與相干長度
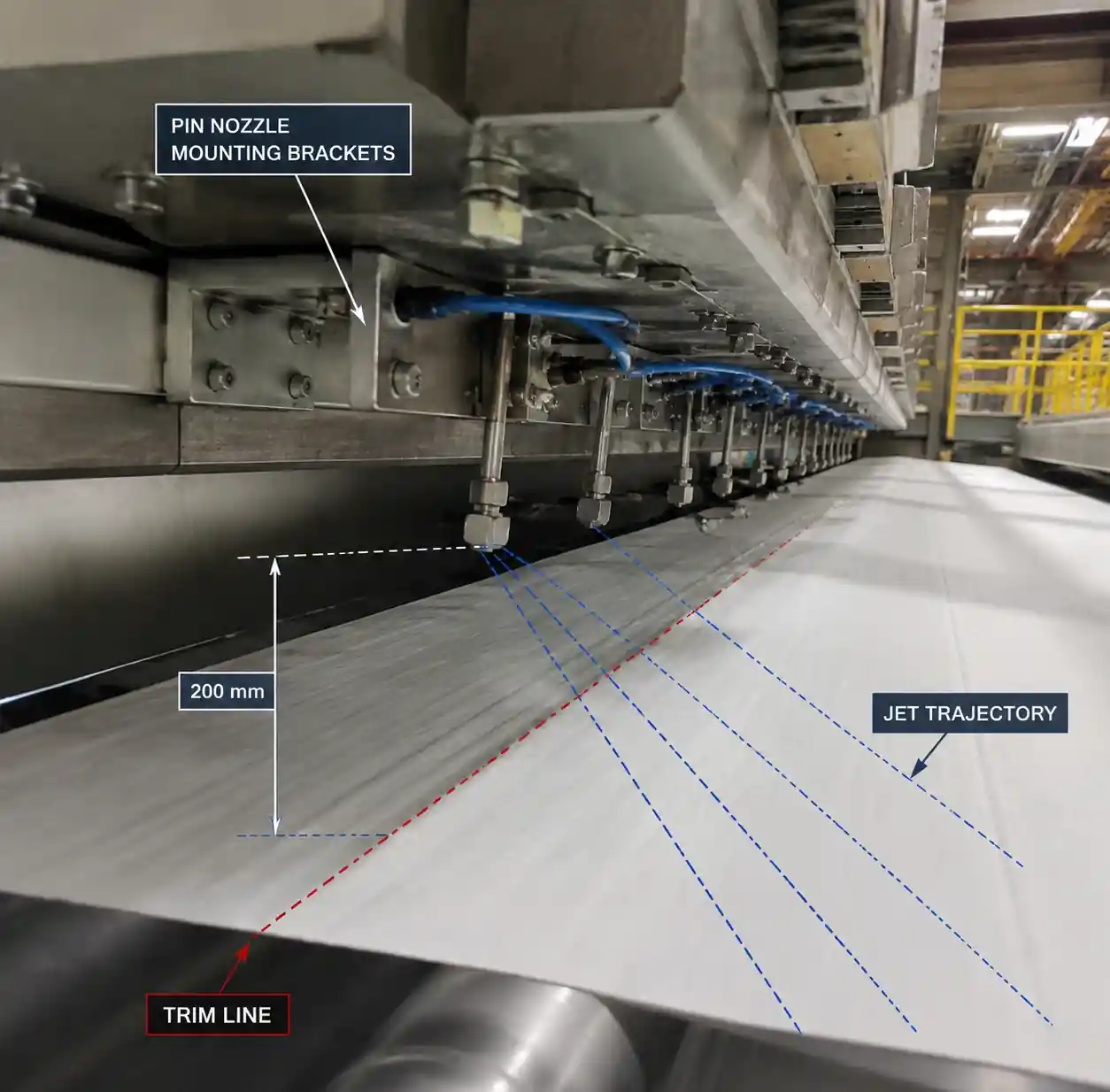
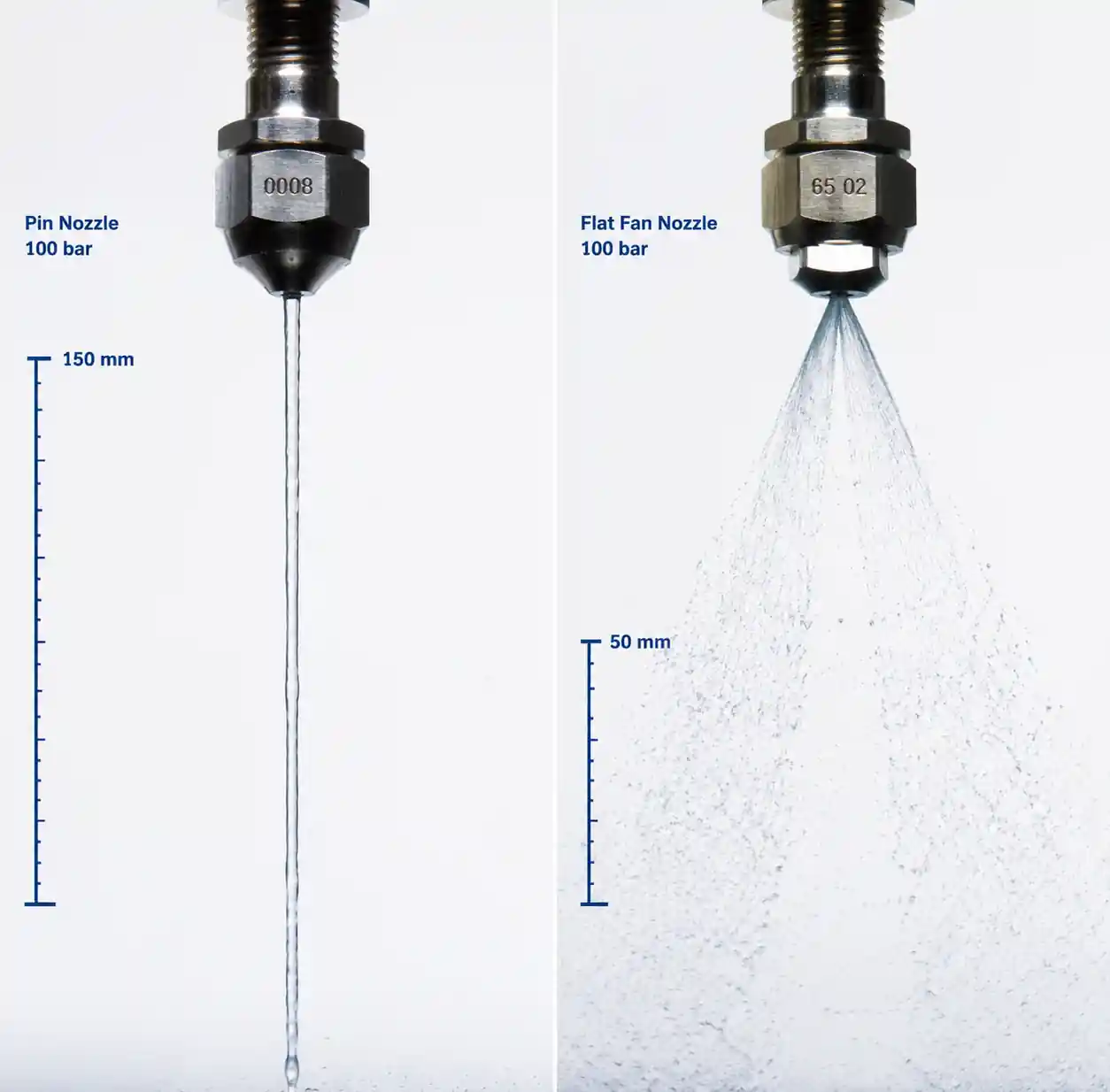
針式噴嘴產生高度相干的鉛筆形噴射,而非分散式風扇。孔口的噴射速度通常介於40–80公尺/秒之間,壓力介於50–150巴(725–2,175 psi)之間。相干長度——即射流在破裂成液滴前保持完整距離的距離——至關重要。對於邊緣修整,我們至少需要150–250毫米的相干性來銜接從噴嘴安裝支架到修整區的間隙。
標準的扁平風扇噴嘴在50–100毫米內開始霧化,這樣在噴霧到達紙張時會減少衝擊力。相較之下,針式噴嘴能在較長距離內保持穩定水流,非常適合空間有限、噴嘴離網更遠的安裝。
2.3 流量與覆蓋範圍
邊緣修剪噴嘴通常在每噴嘴的 0.5–2.0 L/min 運作,視紙張等級和機器轉速而定。高速需要更高的流量,以確保配平區在網狀結構通過時保持飽和。然而,過多流量可能導致毛氈或壓榨段積水,因此流量必須與吸力平衡。
一個常見的錯誤是以為每個裝飾側只有一個噴嘴就足夠了。實際上,高速機器通常需要每邊2至3個針頭,間距80至150毫米,以確保在速度波動或網膜顫動時沿修正線持續覆蓋。
2.4 噴射角度與瞄準精度
針式噴嘴通常產生0–15°的噴射角度,而扁平風扇則為15–80°。這種狹窄的角度使得精準鎖定修邊線,且不會溢濺到相鄰的滾筒或氈布上。然而,這需要噴嘴精確對齊——即使偏差10毫米,噴嘴也可能完全錯過配平區,導致切割不完整。
| 參數 | 針式噴嘴(高壓) | 標準平扇 | 工程影響 |
|---|---|---|---|
| 噴射速度在100巴 | 65–75 公尺/秒 | 25–35 公尺/秒 | 銷式噴嘴產生2.5倍高的衝擊力 |
| 相干長度 | 150–250 毫米 | 50–100 毫米 | 針式噴嘴可延長安裝距離 |
| 流量(典型) | 0.8–1.5 L/min | 1.5–3.0 L/min | 針式噴嘴在相同滲透效果下,使用量減少40–50%的水 |
| 噴射角度 | 0–15° | 25–65° | 針式噴嘴需要精確對齊,但能減少溢濺 |
| 壓力範圍 | 80–180 bar | 20–80 bar | 針式噴嘴需要高壓泵系統 |
重點摘要: 高壓針式噴嘴以更高的泵壓與對準精度換取更優越的滲透力、更低的耗水量與更長的相干性——這對於速度超過1,500公尺/分鐘至關重要。
3.針式噴嘴與標準扁扇:性能比較
我們在一台以每分鐘2,100公尺速度運作的斯堪地那維亞組織磨坊,使用18克的組織紙進行並排測試。該廠使用標準黃銅平扇噴嘴、40巴時,每週會發生3至5次邊緣相關斷裂。升級為120巴碳化矽銷噴嘴後,六個月內斷裂次數降至每月不到一次。
3.1 穿透深度與刃口品質
我們利用10,000 fps的高速成像,測量了水滲入紙張網的深度。在1,800公尺/分鐘時:
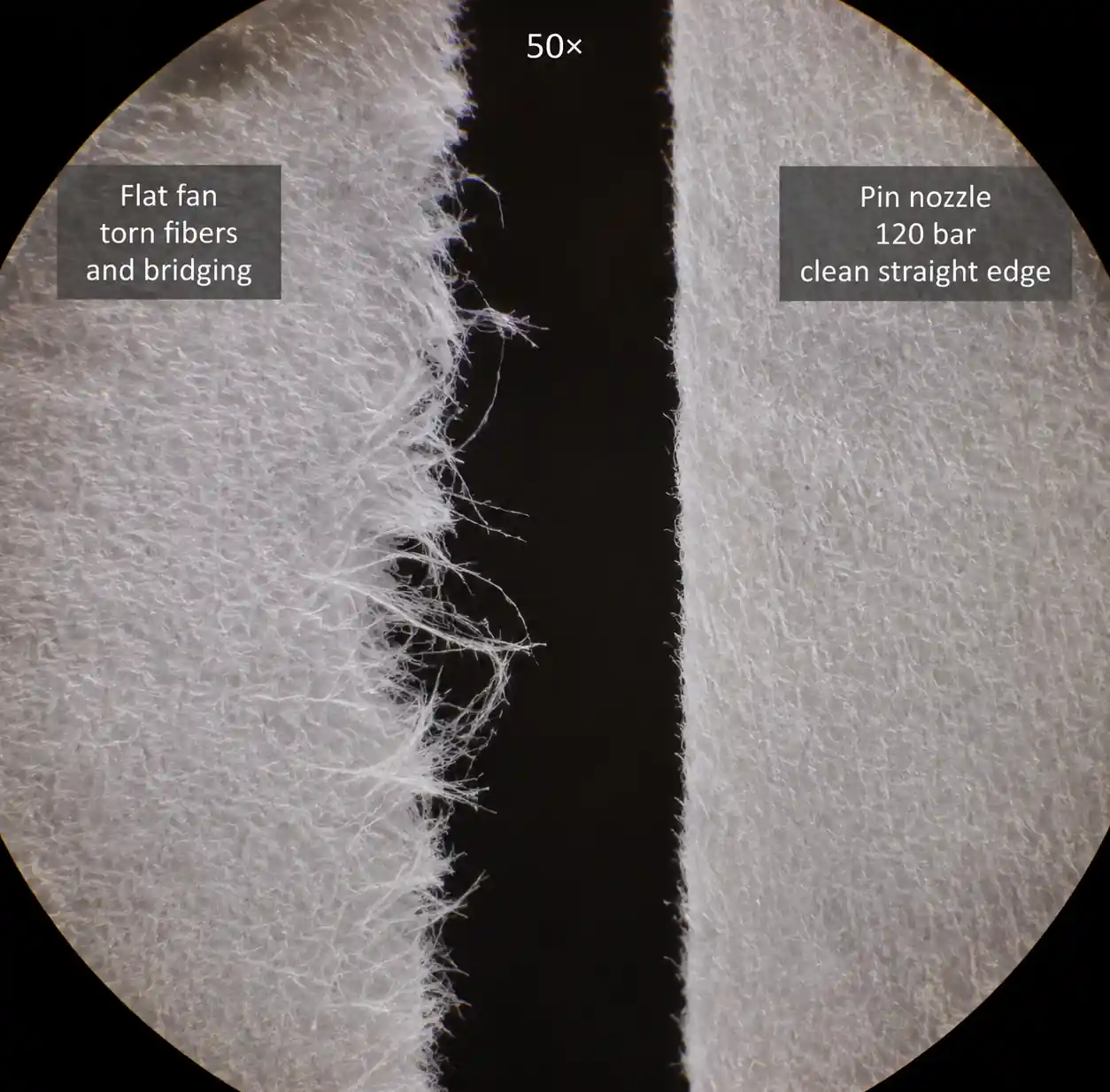
- 扁平風扇噴嘴(40 bar,2.5 L/min): 滲透深度平均為 0.3–0.5 mm,不足以達到完全的纖維飽和。邊緣品質顯示纖維尾部頻繁且微小撕裂。
- 針式噴嘴(120 bar,1.2 L/min): 穿透深度達 1.2–1.8 mm,完全飽和整平區。邊緣品質顯示切割乾淨且筆直,纖維橋接極少。
針式噴嘴的集中噴射流在相同流量下,與平扇相比,能產生約3–4倍的穿透深度,主要原因是噴射速度較高且液滴擴散減少。
3.2 對速度變化的回應
造紙機很少以恆定速度運作——啟動、等級變化和緊急減速會造成頻繁的瞬態。我們記錄了從1,200公尺/分鐘到1,900公尺/分鐘速度的邊緣修整性能:
- 扁平風扇噴嘴: 邊緣品質在低於1,400公尺/分鐘時明顯下降(噴射流無法跟上網張力降低),超過1,700公尺/分鐘(衝擊力不足)。可用速度窗口:~300 公尺/分鐘。
- 針式噴嘴: 透過自動壓力控制將壓力從80巴調整至150巴,維持1,100公尺至2,100公尺的邊緣品質。可用速度窗口:>1,000公尺/分鐘。
針式噴嘴提供更寬廣的工作範圍,減少在速度變化時手動調整噴嘴的需求。
3.3 用水量與排水負荷
較低的流量直接減輕真空箱和導線排水系統的負荷。在我們的實地數據中:
- 扁平風扇系統(8個噴嘴,每個2.5公升/分鐘): 總用水量 = 20公升/分鐘 = 1,200公升/小時
- 針式噴嘴系統(6個噴嘴,每個1.2公升/分鐘): 總用水量 = 7.2公升/分鐘 = 432公升/小時
銷式噴嘴升級降低了64%的用水量,降低真空泵的能源成本,並降低高速運轉時濕端淹水的風險。
| 公制 | 標準平扇(40 bar) | 高壓針式噴嘴(120 bar) | 改進 |
|---|---|---|---|
| 每月與邊緣相關的中斷 | 12–20 | 0–2 | 85–90% 減少 |
| 穿透深度為1,800公尺/分鐘 | 0.3–0.5 毫米 | 1.2–1.8 毫米 | 3–4倍深 |
| 每個裝飾側的用水量 | 10 L/min | 3.6 L/min | 64% 減少 |
| 可用速度範圍(無調整) | 1,400–1,700 公尺/分鐘 | 1,100–2,100 公尺/分 | 3.3 倍寬視窗 |
| 噴嘴更換循環(磨料纖維) | 3–6個月 | 18–24 個月 | 壽命延長4–6倍(矽質材料) |
此表顯示針式噴嘴解決了高速邊緣修整的三大痛點:穿透力差、操作窗口狹窄及耗水量高。較高的資本成本(泵+噴嘴)通常可在8至14個月內透過減少停機時間與維護來回收。
4.高速作業的壓力與流量最佳化
壓力、流量與噴射速度之間的關係並非線性。了解這些關係能讓你優化系統效能,同時避免過度放大泵浦或浪費能源。
4.1 流量與壓力:平方根定律
對於固定孔徑,流量隨壓力的平方根增加:
Q = k × √P
其中:
- Q = 流量(L/min)
- k = 流量係數(取決於孔口大小與幾何形狀)
- P = 壓力(bar)
這表示壓力加倍只會增加流量41%,而非100%。例如,若0.8毫米的銷式噴嘴在100巴時輸出1.0公升/分,將壓力提高至200巴僅產生1.41公升/分,而非2.0公升/分。
然而,噴射速度會隨 √P 線性成長,因此加倍壓力也會使衝擊力增加約 41%。這也是為什麼高壓系統(120–180 bar)相較於中壓系統(40–80 bar)能提供更優越的穿透力。
4.2 目標流量的孔徑尺寸調整
針式噴嘴有孔徑從0.5毫米到2.0毫米不等的版本。選擇合適的水量取決於您的目標流量與可用泵壓。
| 孔徑(mm) | 80 bar(L/min)流量 | 120 bar (L/min) 時的流量 | 流量150巴(L/min) | 推薦應用 |
|---|---|---|---|---|
| 0.5 | 0.35 | 0.43 | 0.48 | 超輕量組織(12–20 gsm),精準瞄準 |
| 0.6 | 0.50 | 0.61 | 0.68 | 輕薄紙巾與毛巾(20–35 克) |
| 0.8 | 0.89 | 1.09 | 1.22 | 標準薄紙與細紙(35–80 gsm) |
| 1.0 | 1.39 | 1.70 | 1.90 | 中等厚度紙張與紙板(80–150 gsm) |
| 1.2 | 2.00 | 2.45 | 2.74 | 厚紙與輕質板(150–250 gsm) |
選擇規則: 速度超過1,800公尺/分鐘時,從120巴的0.8毫米孔口開始。若邊緣品質有限,請在擴大孔口前將壓力提高至150巴——這能保持噴射相干性。只有在修剪150 gsm以上的板材時,才可改用1.0 mm或更大。
4.3 泵壓力需求與能源成本
高壓系統需要更堅固的泵浦,且耗能更多。典型的邊緣修整系統配備6個噴嘴,運作功率為120巴,耗電量約為4–6千瓦,而40巴扁平風扇系統則需1.5–2.5千瓦。
然而,斷裂減少與節水能抵銷了這些能源成本。基於一台每日生產500公噸的造紙機:
- 一次邊緣相關中斷的成本: $3,000–$8,000(停機時間 + 生產損失 + 重啟浪費)
- 每年避免斷裂次數(銷式噴嘴升級): 120–180次斷裂
- 假期減少的年度節省: $360,000–$1,440,000
- 額外年度能源成本(4 kW × 8,000 小時/年 × 0.12 美元/kWh): 3,840 美元
與避免故障節省相比,能源成本微乎其微——不到總效益的1%。
4.4 變速機壓力控制策略
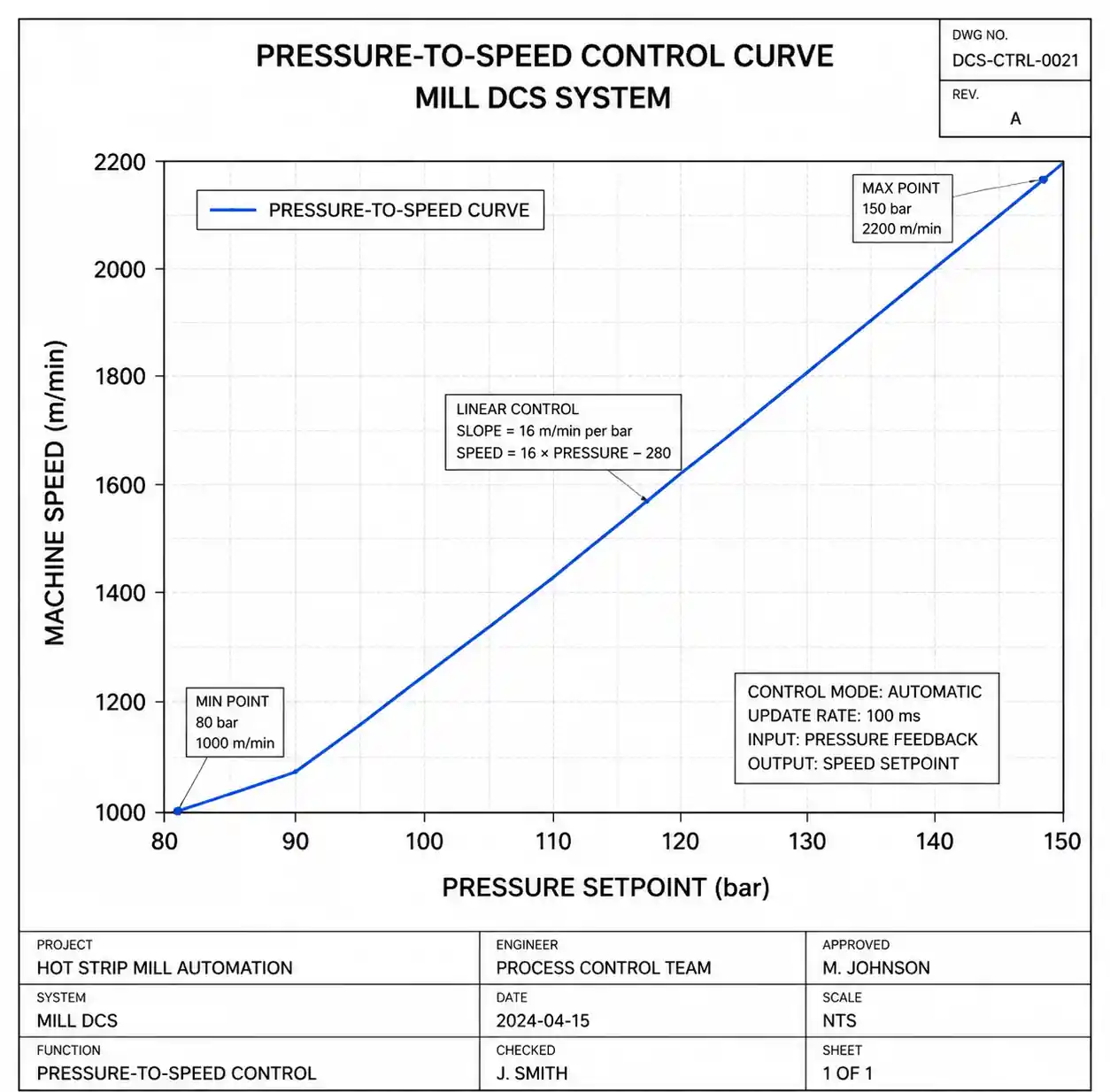
現代造紙機使用分散式控制系統(DCS)來根據生產時程調節機器速度。邊緣修剪噴嘴壓力應隨機器速度調整,以維持穩定的衝擊力。
我們建議在DCS中實作壓力-速度曲線:
- 1,000–1,400公尺/分鐘: 80–90 bar
- 1,400–1,800公尺/分鐘: 100–120巴
- 1,800–2,200公尺/分鐘: 130–150 bar(陽柱)
此過程可透過PID控制環路自動化,該迴路根據機器轉速設定點調整壓力調節閥。手動系統要求操作員在坡度變更時調整壓力,這會造成人為錯誤與延誤。
5.材料選擇與磨損成本分析
造紙廠環境因纖維碎屑、填充物(碳酸鈣、高嶺土)及製漿產生的化學殘留物而高度磨蝕。噴嘴孔口磨損會導致流量漂移、噴霧圖案變形,最終導致刃口效能喪失。
5.1 材料選擇與硬度
高壓針式噴嘴市場主要由四種材料主導:
| 材料 | 維克斯硬度(HV) | 相對磨損壽命 | 成本乘數 | 耐磨性 | 抗衝擊 | 化學抗性 |
|---|---|---|---|---|---|---|
| 不鏽鋼 316 | 150–200 | 1×(基線) | 1× | 低 | 太好了 | 太好了 |
| 硬化鋼(工具鋼) | 700–900 | 3–5× | 1.5× | 中等 | 太好了 | 中等(生鏽風險) |
| 碳化鎢 | 1,500–1,800 | 15–25× | 8–12× | 太好了 | 中等(脆性) | 太好了 |
| 碳化矽(SiC) | 2,400–2,800 | 20–40× | 6–10× | 太好了 | 低(脆性) | 太好了 |
工程上的取捨:
- 不鏽鋼316: 成本最低,最易加工,但在高填充量紙品中2至4個月內磨損。適合短期試驗或低速機車(<1,200公尺/分鐘)。
- 硬化鋼: 耐磨壽命優於316 SS,但若水質為酸性(pH <6)則易腐蝕。現代高速設施中很少使用。
- 碳化鎢: 極具耐磨性且比碳化矽更不脆,是壓力尖峰或水錘頻繁發生的安裝首選。然而,在同等性能下,SiC 的價格比 SiC 高出 20–40%。
- 碳化矽: 在大多數造紙廠應用中擁有最佳的成本與效能比。穿戴速度為20–40×速度低於316 SS,且抗化學攻擊。主要風險是安裝過程中或碎屑撞擊孔口時,請小心處理並使用進氣過濾器。
5.2 總擁有成本(TCO)計算
考慮一套6針噴嘴系統,每年運作8,000小時,使用一台生產輕量塗層(LWC)紙張,填充15%碳酸鈣的機器:
| 材料 | 噴嘴成本(各項) | 替換週期 | 每年噴嘴數量 | 年度噴嘴成本 | 勞動成本(每年6次變更 @ $200/變動) | 年度總總營運成本 |
|---|---|---|---|---|---|---|
| 316 SS | 25美元 | 三個月 | 24 | 600美元 | $1,200 | $1,800 |
| 碳化鎢 | $280 | 24個月 | 3 | 840美元 | $200 | $1,040 |
| 碳化矽 | 220美元 | 20個月 | 3.6 | $792 | $240 | $1,032 |
關鍵見解: 儘管碳化鎢噴嘴每件價格比不鏽鋼高出11×,但因為更換頻率從每3個月降至24個月,總成本卻降低了42%。更換的人工成本主導了總成本計算。
5.3 磨損監控與預測性更換
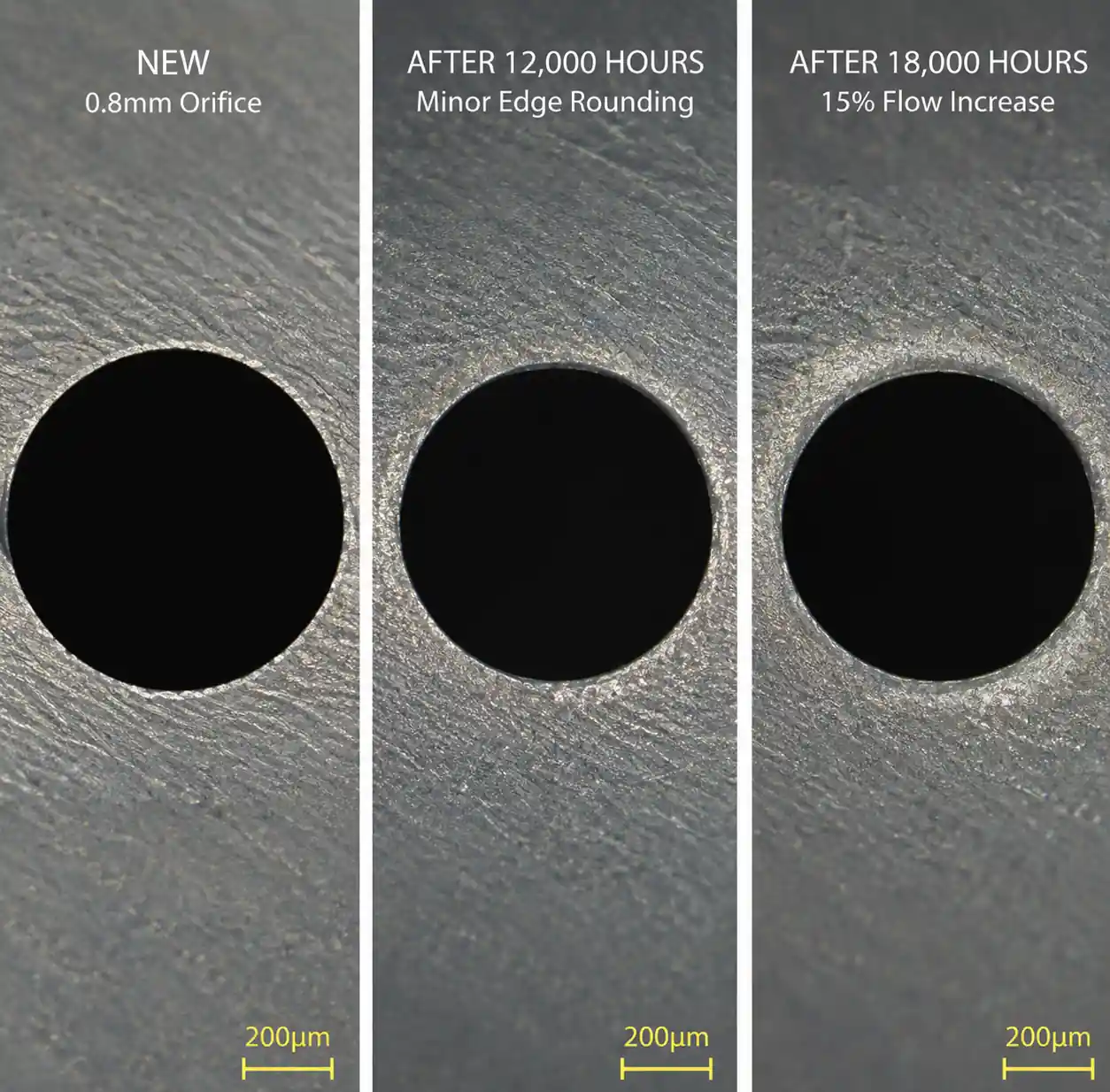
我們建議不要按固定時程更換噴嘴,而是採用流量式磨損監測。在供水歧管上安裝流量計,並以固定壓力(例如120巴)記錄每日流量。當流量比基準線增加超過15%時,孔口已磨損到足以影響刃口品質。
根據我們對十一個設施的數據:
- 不鏽鋼: 流漂移在2,500–3,500小時後達到15%
- 碳化矽: 流漂移在15,000–20,000小時後達到15%
- 碳化鎢: 18,000–24,000 小時後流量漂移達 15%
此方法避免過早更換(浪費噴嘴壽命)及延遲更換(導致品質缺陷)。
6.安裝與維護最佳實務
即使是最好的噴嘴,如果安裝不當也會表現不佳。以下是我們在工廠稽核中遇到的最常見問題,以及如何避免這些錯誤。
6.1 噴嘴對準與目標鎖定
針式噴嘴的噴射錐較窄(0–15°),因此對準公差非常嚴格。在200毫米的距離下,若有10毫米的錯位,噴嘴會完全錯過配平線。
最佳實務:
- 在機器以低速(300–500 公尺/分鐘)運轉時,使用雷射對準工具在紙張網上精確標記修邊線。
- 將噴嘴安裝於可調支架上,具備±20毫米橫向調整及±15°角度調整。
- 透過無紙張的水流過噴嘴,並用靶板或水感應紙檢查撞擊點來確認對齊。
- 在修飾段進行任何機械加工後,重新檢查對齊——振動與熱膨脹會使安裝支架移動5–10毫米。
6.2 進氣口過濾
高壓噴嘴具有小孔徑(0.5–1.0 mm)容易因纖維碎屑、水垢及水源中的顆粒物而堵塞。單一堵塞事件可能導致操作員拆卸與清潔噴嘴時數小時停機。
建議過濾方式:
- 主過濾器(50–100微米): 安裝於泵浦前的主給水管線上。清除大型雜物。
- 次級過濾器(25–50微米): 安裝於每個噴嘴歧管上。保護單一噴嘴。
- 自清潔濾網(選配): 對於顆粒物負荷高的磨坊,自動反沖濾網可降低維護頻率。
經驗法則: 濾網尺寸應為孔徑的40–50%。對於0.8毫米的孔口,使用30–40微米的過濾。
6.3 壓力尖刺防護
高壓系統在泵浦啟動/停止或控制閥快速關閉時容易發生水錘效應。壓力尖峰在短暫期間可超過250巴,足以使碳化矽噴嘴破裂或損壞泵密封件。
緩解策略:
- 在供水歧管上安裝一個設定為180–200巴(比正常操作壓力高20%)的壓力釋放閥。
- 使用慢閉電磁閥(2–5秒斜坡),而非快速作用的球閥。
- 新增一個蓄能器儲槽(容量5–10公升),以吸收啟動與停機時的壓力瞬變。
根據現場經驗,實施這三項措施的工廠將噴嘴斷裂事件降低超過90%。
6.4 維護計畫
| 任務 | 頻率 | 方法 |
|---|---|---|
| 目視檢查(噴霧模式、漏水) | 每日 | 觀察噴嘴在正常運作時的狀況;尋找偏轉或弱噴射流 |
| 流量驗證 | 每週 | 測量固定壓力(120 bar)下的流量;維護日誌記錄 |
| 濾網清潔/更換 | 每月(或壓力下降>10 psi) | 拆除並檢查濾網;若損壞或嚴重結垢,請更換 |
| 噴嘴孔檢查 | 季刊 | 拆除噴嘴;檢查孔口在10×倍率下是否有磨損或損壞 |
| 全系統壓力測試 | 每年 | 測試系統至最大操作壓力1.5×;檢查漏水與弱點 |
關鍵點: 許多磨機跳過每週流量檢查,只有在刃口品質已經退化後才發現噴嘴磨損。流量監控成本每週不到15分鐘,並可避免數千美元的斷裂損失。

7.常見問題:常見的邊緣修剪挑戰 {#7-常見問題}
Q1:我們升級到針式噴嘴,但邊緣品質仍然不穩定。會有什麼問題呢?
答:最常見的三個原因為:(1) 錯位——針式噴嘴噴嘴噴口較窄;即使有10毫米的錯位,噴嘴也可能錯過配平線。用雷射工具重新驗證對齊。(2) 壓力不足——若壓力低於100巴,噴射流可能缺乏穿透網帶所需的衝擊力。增加至120–140巴。(3) 磨損孔口——若噴嘴使用超過12個月(不鏽鋼)或18個月(碳化物/陶瓷),測量流量。如果流量增加>15%,代表孔口已經磨損,需要更換。
Q2:我該如何計算每條刃片所需的噴嘴數量?
答:對於速度超過1,500公尺/分鐘,我們建議每邊裝飾側放置2–3個噴嘴,沿修整線間距80–150毫米。這確保即使在網狀顫動或輕微速度波動期間,也能持續覆蓋。單噴嘴系統僅能在較慢速度(<1,200公尺/分鐘)或非常穩定的網狀結構(板級)下運作。
Q3:我可以把針式噴嘴改裝到現有的平扇系統上嗎?
答:是的,但你需要升級泵浦和壓力調節系統。平扇系統通常運作於20–60巴,而針式噴嘴則需100–150巴。你還需要重新接管供水管線以應付較高壓力(使用80號不鏽鋼管或高壓軟管,壓力至少200巴)。工程與安裝預算約2至4週,若想自動化壓力控制,還包括DCS整合。
Q4:高壓針式噴嘴需要什麼水質?
答:針式噴嘴能耐受標準磨坊水,但過濾至關重要。在噴嘴上游安裝25–50微米的過濾器以防止堵塞。不鏽鋼、碳化鎢和碳化矽材料(皆抗腐蝕)對水的硬度和pH值較不重要,但避免使用酸性水(pH<5)搭配硬化鋼噴嘴,以免生鏽風險。
Q5:完整的針式噴嘴升級費用是多少?
答:典型安裝(6個噴嘴、高壓泵、壓力控制、過濾及安裝人工)預算約為25,000至50,000美元,視改造複雜度及是否需新管線而定。磨坊通常能在8至14個月內透過減少中斷和降低用水量回收這些投資。對於新建設備或新機種,與平坦風扇系統相比,增量成本僅為10,000至20,000美元。
Q6:針式噴嘴適用於所有紙張等級嗎?
答:針式噴嘴在輕質等級(如紙巾、毛巾、細紙、液態水含量)上表現優異,速度超過1,200公尺/分鐘。對於重板材等級(>250 gsm)或慢速機械(<1,000 m/min),平扇噴嘴可能足夠且更具成本效益。當你經常遇到邊緣相關故障或以機器速度上限運作時,升級路徑最為合理。
8.結論與下一步
高壓銷式噴嘴是造紙廠在速度超過1,500公尺/分鐘時邊緣修剪穩定性上遇到困難的升級路徑。透過提供比平面風扇噴嘴高3–4×的高速集中噴射,針式噴嘴可減少85–90%的邊緣斷裂,減少最多64%的用水量,並將可用轉速窗口延長超過1,000公尺/分鐘。